Sambungan pipa tembaga dan baja. Metode utama menghubungkan pipa tembaga
Metode ini didasarkan pada kenaikan kapiler cairan (solder cair) di sepanjang celah tertipis antara dinding pipa. Ada dua jenis penyolderan pipa tembaga: penyolderan suhu rendah dan suhu tinggi. Perbedaan penyolderan terutama tergantung pada suhu leleh solder. Untuk solder suhu tinggi, solder tahan api digunakan, untuk solder suhu rendah, solder lunak yang digulung menjadi gulungan digunakan. Dengan demikian, obor asetilen dan propana digunakan untuk memanaskan pipa selama penyolderan suhu tinggi, kadang-kadang cukup untuk yang suhu rendah, api dari obor las. Mematri dapat diterapkan ke semua jenis kabel tembaga, termasuk header pemanas matahari di mana pipa dapat dipanaskan hingga 250 ° C, penyolderan suhu rendah lebih menuntut pada suhu pemanasan pipa, namun, ini berhasil digunakan dalam air panas dan sistem pemanas. Tidak ada perbedaan struktural dalam jenis penyolderan ini, namun, penyolderan suhu tinggi lebih sering digunakan untuk sambungan pipa soket, dan penyolderan suhu rendah digunakan untuk sambungan pipa dengan fitting dengan sambungan solder ke dalamnya, meskipun sebaliknya juga dimungkinkan. .
Untuk pemasangan pipa tembaga, tiga jenis pipa digunakan: lunak (R 220), semi padat (R 250) dan keras (R 290). Sebagai parameter kekerasan (hardness), kekuatan tarik dalam MPa (N/mm²) diusulkan. Pipa lunak dijual digulung menjadi teluk, batang semi-padat dan keras - lurus. Perbedaan mendasar dalam jenis pipa ini adalah tekanan media yang diangkut yang dapat ditahan oleh pipa. Pipa keras menahan tekanan tertinggi (290 N/mm²), pipa lunak menahan tekanan terendah (220 N/mm²). Tekanan yang dibuat di apartemen dan bahkan pipa cottage akan berhasil menahan salah satu pipa ini. Dan jika Anda perlu membangun rumah ketel uap atau produksi mini, maka Anda tidak dapat melakukannya tanpa perhitungan dan penyusunan proyek, tetapi itu topik lain.
Soket solder (Gbr. 36) menggunakan pipa tembaga lunak, semi-keras atau keras dengan ujung pra-anil. Salah satu ujung pipa dengan expander dibentuk menjadi soket, mirip dengan soket pipa saluran pembuangan, ujung pipa lain akan dimasukkan ke dalamnya. Harus diingat bahwa ketika menganil ujungnya pipa padat Anda melepaskan logam dan pipa di persimpangan memperoleh sifat-sifat pipa lunak. Keadaan ini harus diperhitungkan ketika merancang pipa sesuai dengan kriteria tekanan.
Beras. 36. Sambungan pipa tembaga dengan soket solder
Untuk membuat soket, Anda hanya perlu menggunakan kepala pada expander yang dirancang untuk diameter pipa tertentu, maka diameter soket akan secara otomatis menjadi sedikit lebih besar dari diameter luar pipa. Biasanya, celah antara dinding bagian dalam soket dan dinding luar pipa yang dimasukkan ke dalam soket kira-kira 0,2 mm. Celah seperti itu memberikan "penarikan" solder cair dan distribusi seragamnya ke seluruh permukaan bagian dalam soket pada posisi pipa mana pun. Dengan kata lain, pipa dapat disolder dalam posisi apa pun, bahkan dengan soket di bawah, celah kapiler antara pipa masih akan "menyedot" solder cair ke dalam dirinya sendiri, yang akan didistribusikan secara merata di atas tempat penyolderan. Menggunakan kepala expander yang "benar" adalah 80% dari keberhasilan penyolderan - celah antara pipa dan kedalaman soket diatur oleh alat khusus ini.
Saat ini, produsen pipa memproduksi fitting dan kopling yang sudah jadi, di mana soket sudah dibuat (Gbr. 37). Penggunaan suku cadang tersebut membuat pipa lebih mahal, tetapi sepenuhnya menghilangkan "faktor manusia" yang ada selama pembuatan sendiri soket ekspander.
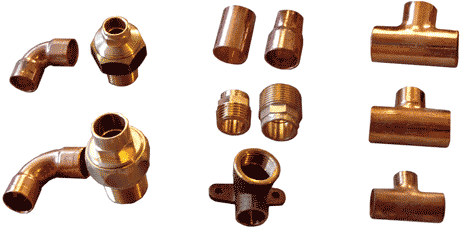 Beras. 37. Perlengkapan yang terbuat dari tembaga dan paduannya untuk penyolderan soket;
Beras. 37. Perlengkapan yang terbuat dari tembaga dan paduannya untuk penyolderan soket; Pipa di tempat solder ditutupi dengan fluks (Gbr. 38), yang akan bertindak sebagai pelumas untuk solder dan "acar" (pembersihan logam) untuk tembaga. Saat penyolderan suhu tinggi dengan solder perak atau perunggu, boraks digunakan sebagai fluks. Ini dicampur dengan air sampai diperoleh bubur kental. Fluks diterapkan tanpa kelebihan hanya pada kerah pipa yang akan dipasangkan dengan fitting atau soket, dan tidak ke dalam fitting atau soket. Setelah menerapkan fluks, disarankan untuk segera mengartikulasikan bagian-bagian untuk mencegah partikel asing memasuki permukaan basah. Jika, karena alasan tertentu, penyolderan akan dilakukan sedikit kemudian, maka lebih baik bagi bagian-bagian untuk menunggu saat ini sudah dalam bentuk yang diartikulasikan. Disarankan untuk memutar pipa di fitting atau soket, atau sebaliknya, fitting di sekitar sumbu pipa, untuk memastikan bahwa fluks didistribusikan secara merata di celah pemasangan dan untuk merasakan pipa telah mencapai berhenti. Maka perlu untuk menghilangkan residu fluks yang terlihat dari permukaan luar pipa dengan lap.

 Beras. 38. Melapisi pipa dengan fluks dan solder
Beras. 38. Melapisi pipa dengan fluks dan solder Untuk menyolder pipa tembaga, batang solder dengan diameter 3 mm dari tembaga dan perak atau paduan perunggu digunakan. Setelah soket dibuat, atau saat menggunakan alat kelengkapan yang sudah jadi dengan soket, pipa-pipa tersebut dimasukkan satu sama lain. Persimpangan dipanaskan dari semua sisi dengan obor propana atau asetilena. Pemanasan dilakukan sampai batang solder diangkat dan ditekan ke soket mulai meleleh. Dengan perolehan pengalaman, waktu pemanasan pipa ditentukan oleh perubahan warna pipa - sampai "cahaya merah" tercapai. Fitting berulir untuk menghubungkan ke pipa lain atau ke perlengkapan pipa terbuat dari perunggu dan kuningan dan membutuhkan waktu pemanasan yang lebih lama saat menyolder. Untuk menentukan konsumsi solder per sambungan, biasanya digunakan metode berikut: batang solder ditekuk dalam bentuk huruf G, membuat sedikit bengkok diameter lebih besar lonceng. Segera setelah tempat penyolderan dihangatkan ke suhu yang diinginkan, solder ditekan ke celah antara soket dan pipa yang dimasukkan ke dalamnya dan dipimpin di sekitar pipa tanpa menghentikan pemanasan sambungan. Solder meleleh dan mengalir ke celah. Hal ini diperlukan untuk melelehkan seluruh ujung solder yang bengkok ke dalam celah, tidak lebih dan tidak kurang. Peningkatan konsumsi solder mengarah pada fakta bahwa ia dapat mengalir melalui slot dan melelehkan bagian dalam pipa.Penurunan konsumsi solder menyebabkan sambungan tidak dapat disolder.
Saat menyolder pipa, Anda harus mengikuti langkah-langkah keamanan dasar untuk bekerja dengan api terbuka. Penting untuk bekerja dengan sarung tangan kanvas, lebih baik bersama dengan asisten, untuk menjauhkan pipa dari tempat pemanasan. Saat bekerja sendiri, gunakan klem untuk mengamankan pipa sementara.
Setelah pendinginan, rakitan siap untuk dioperasikan - ini adalah sambungan pipa tembaga yang paling andal dan tidak sulit sama sekali. Pengalaman dalam menyolder pipa tembaga datang dengan cepat, dan bagi mereka yang sudah memiliki tekniknya pengelasan gas, segera jelas. Benar, untuk memanaskan pipa, Anda membutuhkan peralatan untuk pengelasan gas. Terkadang (untuk menyolder sambungan berdiameter kecil) Anda dapat menggunakan udara panas yang kuat pengering rambut gedung menggunakan pembatas kerucut udara panas untuk memanaskan lebih cepat. Cara lain untuk memanaskan tanpa nyala api adalah perangkat elektrokontak. Dari luar, mereka menyerupai penjepit besar dengan kepala tembaga yang dapat dipertukarkan untuk menutupi pipa dengan diameter berbeda.
Setelah selesai menyolder rakitan atau seluruh pipa, itu harus dibilas untuk membebaskan rongga internal dari residu fluks. Seperti yang telah disebutkan, fluks tidak hanya berfungsi sebagai pelumas untuk solder, tetapi juga sebagai etsa untuk tembaga, yaitu, pada kenyataannya, merupakan zat pengoksidasi yang agresif. Dan jika demikian, maka tidak ada lagi yang harus dia lakukan di dalam pipa-pipa itu, dia harus dikeluarkan dari sana dengan membasuhnya dengan air. Dari permukaan luar pipa, fluks yang bocor dihilangkan dengan lap.
Penyolderan pipa tidak diperbolehkan. Jika perlu untuk menghubungkan bagian-bagian dari ujung ke ujung, maka mereka tidak menyolder pipa, tetapi mengelasnya. Pada prinsipnya, operasi yang hampir sama dilakukan seperti pada penyolderan suhu tinggi, kecuali bahwa fluks tidak diperlukan, dan pemanasan pipa dan alat kelengkapan ditingkatkan ke suhu leleh logam.
Untuk penyolderan suhu rendah, alat kelengkapan dengan solder yang menyatu ke dalamnya digunakan. Secara lahiriah, ini adalah alat kelengkapan yang sama untuk penyolderan soket, tetapi sabuk diperas di sepanjang permukaan soket (Gbr. 39), di mana produsen menuangkan solder bahkan pada tahap pembuatan alat kelengkapan. Baik solder refraktori dan leleh rendah dapat dituangkan ke dalam fitting, berkat kedua jenis penyolderan tersebut dapat dilakukan. Namun, paling sering, solder dengan titik leleh rendah dituangkan ke dalam alat kelengkapan, sehingga sambungan pada alat kelengkapan tersebut diklasifikasikan sebagai penyolderan suhu rendah.
 Beras. 39. Kelengkapan dengan solder meleleh ke dalamnya
Beras. 39. Kelengkapan dengan solder meleleh ke dalamnya Teknologi penyambungan pipa tembaga pada fitting solder leburan bahkan lebih sederhana daripada fitting konvensional. Pipa dan fitting diproses dengan cara yang persis sama seperti yang dijelaskan di atas. Pipa-pipa tersebut kemudian dimasukkan ke dalam fitting atau kopling. Fitting dipanaskan oleh api obor atau udara panas dari pengering rambut gedung, solder yang tertanam di fitting meleleh dan menyebar di sepanjang soket, menyolder bagian-bagiannya (Gbr. 40). Itulah keseluruhan teknologinya: Saya menempelkan bagian yang dibersihkan dan difluks ke satu sama lain, memanaskan rakitan dengan obor las dan membiarkannya dingin.
 Beras. 40. Sambungan pipa tembaga dengan alat kelengkapan dengan solder menyatu ke dalamnya
Beras. 40. Sambungan pipa tembaga dengan alat kelengkapan dengan solder menyatu ke dalamnya Sambungan pipa tembaga yang disolder dapat digunakan untuk semua jenis perpipaan rumah, kecuali pipa dengan suhu tinggi (sekitar 150–250 ° C), yang tidak ditemukan di rumah biasa.
Terlepas dari perkembangan teknologi dan popularitas penggunaan polimer, logam berhasil digunakan dalam pembuatan pipa untuk pasokan air dan sistem pemanas. Untuk tujuan ini, baja, kuningan dan tembaga biasanya digunakan. Yang terakhir memiliki ketahanan yang sangat baik terhadap korosi, kekuatan mekanik dan tahan suhu dan tekanan tinggi. Oleh karena itu, meskipun ada beberapa biaya tinggi dari bahan ini, penggunaannya sepenuhnya dibenarkan.
Sebelum menghubungkan pipa tembaga, Anda perlu memutuskan apakah akan melakukan ini dengan atau tanpa menyolder.
Sambungan solder
Salah satu opsi pertama yang perlu dipertimbangkan adalah menghubungkan pipa dengan menyolder. Perlu segera dicatat bahwa ada dua cara untuk menyolder pipa tembaga - ini adalah metode suhu rendah dan suhu tinggi. Seperti yang Anda duga, perbedaan di antara mereka terletak pada suhu di mana penyolderan terjadi. Dalam rezim suhu rendah, elemen dipanaskan hingga 300 °C dan solder dengan titik leleh rendah digunakan. Penyolderan suhu tinggi digunakan untuk pemasangan sistem yang berada di bawah tekanan yang signifikan, misalnya, dalam industri, penggunaan teknik ini untuk keperluan pribadi tidak praktis.

Saat menghubungkan pipa tembaga dengan menyolder, sebagai aturan, elemen penghubung yang disebut fitting, solder dan fluks berbasis timah digunakan. Proses penyambungan pipa adalah sebagai berikut.
- Pertama, Anda perlu memotong pipa dengan ukuran yang diinginkan. Dalam hal ini, perlu berhati-hati dan pastikan untuk mempertimbangkan dimensi pemasangan itu sendiri.
- Ujung-ujung pipa yang akan disambung harus diperiksa dengan cermat untuk mengetahui adanya berbagai cacat seperti retak, terkelupas atau gerinda. Kehadiran mereka tidak dapat diterima, karena dapat mempengaruhi ketatnya koneksi, oleh karena itu, jika terdeteksi, semua cacat harus dihilangkan.
- Jika ujung pipa sudah beres, maka Anda dapat melanjutkan ke koneksi. Perlu dicatat bahwa ada beberapa opsi koneksi, misalnya, Anda perlu menghubungkan lebih dari dua pipa atau pipa diameter yang berbeda, jadi perlengkapan yang sesuai dengan tujuan harus dipilih.
- Ujung pipa dan bagian dalam elemen penghubung diperlakukan dengan fluks - komposisi khusus yang bertindak sebagai pembersih gemuk yang mempersiapkan permukaan untuk koneksi yang lebih kuat.
- Setelah itu, ujung pipa dimasukkan ke dalam fitting dan dipanaskan. Pemasangan dipilih sedemikian rupa sehingga diameternya 1-1,5 mm lebih besar dari diameter pipa. Pemanasan pipa dilakukan dengan menggunakan obor gas. Ruang antara elemen yang terhubung diisi dengan solder habis pakai. Pasar modern menawarkan berbagai solder siap pakai yang mudah digunakan, jadi ini seharusnya tidak menjadi masalah.
- Setelah solder didistribusikan secara merata di seluruh keliling, bagian yang akan disambung harus dibiarkan sampai solder benar-benar mengeras, membentuk sambungan yang kuat.
- Langkah terakhir adalah memeriksa koneksi, yaitu air harus dihidupkan. Dengan demikian, tidak hanya akan ada pemeriksaan, tetapi juga penghapusan residu fluks yang mungkin tertinggal di permukaan bagian dalam pipa, yang tidak diinginkan, karena dapat menyebabkan korosi.
Koneksi tanpa solder
Perlu juga dicatat bahwa, terlepas dari kenyataan bahwa sambungan pipa tembaga dengan penyolderan adalah yang paling dapat diandalkan dan tepat dalam banyak kasus, ada kalanya penyolderan tidak memungkinkan dan dalam kasus seperti itu dimungkinkan untuk menggunakan sambungan tanpa penyolderan. menggunakan alat kelengkapan khusus. Prinsip operasinya didasarkan pada efek penjepitan yang dihasilkan dari koneksi berulir. Proses penyambungan adalah sebagai berikut.
- Pertama, fitting yang biasanya terdiri dari dua bagian harus dibongkar.
- Salah satu bagian diletakkan pada pipa. Lebih tepatnya, mur dan cincin penjepit dipasang.
- Setelah itu, pipa dimasukkan ke dalam menghubungkan pas, dan mur dikencangkan di sepanjang ulir.

Sebagai aturan, instruksi dilampirkan pada alat kelengkapan semacam ini, sesuai dengan semua pekerjaan yang harus dilakukan.
Catatan! Sambungan pipa dengan cara ini tidak cukup andal, oleh karena itu bahkan distorsi sekecil apa pun dalam sambungan, serta pelanggaran teknologi, tidak dapat diterima. Untuk mencapai kekencangan yang lebih besar dari sambungan berulir, itu dapat disegel dengan benang khusus, sementara itu tidak dapat diterima jika kelebihan masuk ke dalam pipa, karena ini dapat mencegah aliran air yang bebas.
Metode koneksi apa pun yang dipilih, pekerjaan harus dilakukan, dengan mematuhi sejumlah aturan umum:
- Pipa dari logam yang sama harus digunakan untuk sambungan. Jika Anda perlu menghubungkan pipa tembaga dengan yang lain, Anda harus memilih metode yang sesuai. Misalnya, untuk menghubungkan tembaga dan Pipa PVC solder tidak cocok.
- Jika dimaksudkan untuk menyambung pipa tembaga dan baja, maka pipa baja harus diletakkan di depan pipa tembaga.
- Harus berhati-hati saat mengencangkan sambungan berulir, terutama bila digunakan pipa berdinding tipis.
- Agar tidak keliru dengan jumlah solder, panjang kawat harus diambil sama dengan keliling pipa.
- Untuk memanaskan pipa, yang terbaik adalah menggunakan pembakar khusus. Penggunaan obor las konvensional pada prinsipnya dapat diterima, tetapi ada risiko sambungan terlalu panas, yang akan mempersulit pekerjaan.
- Pipa tembaga agak mahal dari sudut pandang material, oleh karena itu, sebelum mulai bekerja, disarankan untuk melakukan perhitungan awal jumlah material. Pada saat yang sama, orang tidak boleh lupa bahwa elemen penghubung juga memiliki dimensi tertentu, yang juga harus diperhitungkan.

Sebagai kesimpulan, harus dikatakan bahwa penyambungan pipa tembaga bukanlah proses yang sangat rumit dari sudut pandang teknologi, tetapi beberapa kesulitan mungkin muncul untuk pertama kalinya. Untuk mendapatkan gambaran proses yang paling lengkap, Anda dapat berkonsultasi dengan para profesional atau setidaknya menonton video tentang topik ini.
Video
Video ini menunjukkan proses menyolder pipa tembaga.
Ada banyak metode untuk menghubungkan pipa tembaga ke dalam satu sistem perpipaan. Pasar menyediakan sejumlah besar alat kelengkapan, solder, fluks, pengencang, memungkinkan Anda untuk membuat koneksi yang dapat dilepas dan tidak dapat dilepas, diservis dan tanpa pengawasan.
Pekerjaan dengan pipa tembaga terdiri dari:
- ukuran - jika pipa tidak diukur dengan benar, tidak mungkin untuk memotongnya dengan benar;
- pemotongan - dibuat tegak lurus dengan pemotong pipa, mengingat lebih baik membuat lebih banyak belokan daripada menerapkan kekuatan;
- pengupasan - menghilangkan gerinda setelah pemotongan dan film oksida (lebih baik melakukan ini dengan serbet khusus);
- koneksi.
Cara menghubungkan pipa tembaga:
- solder kapiler;
- penyolderan suhu tinggi;
- berbagai kelengkapan.
Koneksi dengan menyolder
Untuk menghubungkan produk tembaga dengan menyolder fluks harus diterapkan pada permukaan yang dibersihkan dan bagian-bagiannya harus segera dihubungkan. Panaskan sendi secara merata kompor gas(obor, besi solder) sampai fluks mulai berubah warna dan solder meleleh. Api pembakar dialihkan, solder mengisi celah di antara elemen-elemen.


Agar jumlah solder menjadi optimal, para ahli menawarkan panduan sederhana - panjang batang solder harus sama dengan diameter pipa. Anda dapat memotong batang dengan panjang yang dibutuhkan sebelum menyolder. Jika salah satu elemennya adalah fitting yang sudah disolder di pabrik, maka tidak perlu ditambahkan.
Setelah mengisi celah dengan solder, perlu untuk memberikan waktu untuk pendinginan tanpa memaparkan rakitan pada tekanan mekanis. Setelah solder benar-benar sembuh, lepaskan semua sisa solder dan fluks. kain lembab. Setelah seluruh sistem dipasang, itu harus dibilas dengan air panas. Fluks berkontribusi terhadap korosi, sehingga keberadaannya di permukaan bagian dalam tidak diinginkan.
Solder pipa tembagaJenis alat kelengkapan untuk menghubungkan pipa tembaga
Sambungan tanpa penyolderan dibuat menggunakan alat kelengkapan, yang dibagi menjadi dua kelompok besar - lurus (sambungan elemen dengan diameter yang sama) dan transisi (sambungan elemen dengan diameter berbeda). Diameternya bisa dari 8 hingga 100 milimeter.
Berdasarkan konfigurasinya, fitting (penghubung) untuk pipa tembaga disebut:
- kopling - harus terbuat dari bahan yang sama dengan pipa, dapat digunakan baik untuk elemen dengan diameter yang sama dan untuk elemen dengan diameter berbeda, digunakan ketika tidak perlu mengubah arah;
- persegi - dirancang untuk mengubah arah sistem sebesar 30, 45 atau 90 derajat;
- tee - digunakan untuk menghubungkan tiga ujung yang terletak relatif satu sama lain pada sudut 45 atau 90 derajat;
- silang - menyatukan empat pipa yang terletak tegak lurus satu sama lain pada bidang yang sama;
- adaptor ("Amerika", futorka, squeegee, nipple) - untuk menggabungkan pipa dari bahan yang berbeda menggunakan berbagai metode;
- steker - tutup, steker untuk menyegel ujung tabung;
- pas - untuk menghubungkan pipa dan selang fleksibel.

Berdasarkan metodenya, sambungan pipa tembaga dengan fitting dapat::
- menggunakan fitting solder, di bawah utas yang ada timah. Pipa yang diberi perlakuan fluks dimasukkan ke dalamnya, rakitan dipanaskan sampai solder menjadi cair dan mengisi celah;
- menggunakan ulir (dilengkapi dengan utas);
- crimp (kompresi), memungkinkan Anda untuk menghubungkan elemen diameter yang berbeda. Pipa dipasang dengan fitting menggunakan segel berbentuk O dan cincin yang dapat dilepas atau satu bagian. Alat konvensional cocok untuk instalasi;
- pers - pas, terdiri dari badan dan selongsong dan dipasang menggunakan penjepit pers;
- fitting self-locking, yang didasarkan pada cincin internal, salah satunya dilengkapi dengan gigi. Saat ditekan dengan kunci khusus, gigi memasuki cincin lain, membentuk koneksi yang aman. Semudah memakai, melepas.

Fitur produk tembaga: apa yang harus dipertimbangkan
Saat memasang pipa tembaga, penting untuk mengetahui tidak hanya bagaimana menghubungkan pipa tembaga, tetapi juga untuk memenuhi beberapa kondisi tambahan:
- untuk memperpanjang umur sistem, hanya tembaga dan paduannya yang harus digunakan;
- jika perlu menggunakan produk dari bahan lain, maka harus diperhitungkan bahwa tembaga tidak dapat digabungkan dengan baja galvanis, karena ini menyebabkan korosi pada elemen baja;
- jika penggunaan produk baja tidak dapat dihindari dengan cara apa pun, maka mereka harus dipasang di depan elemen tembaga;
- sambungan aman dari tembaga dan baja tahan asam.
pengencang
Untuk pemasangan akhir pipa apa pun, klem untuk pipa tembaga diperlukan.


- klem dan braket.
Untuk pipa domestik digunakan:
- klem logam berbentuk C (diikat dengan satu baut) dan berbentuk O (diikat dengan dua baut) yang terbuat dari baja dan dilengkapi dengan lapisan karet yang menetralkan getaran mekanis dan akustik;
- klem plastik (bergerak dan tidak bergerak) - untuk sistem internal, dilengkapi dengan pasak dan sekrup;
- kurung - untuk menggantung atau mengatur elemen sistem.
Jelas bahwa untuk setiap sistem perlu memilih metode pemasangan dan pengikatannya sendiri. Hanya ketika memilih bahan berkualitas dan pemasangan yang benar pipa akan dapat diandalkan dan tahan lama.
Produksi pipa tembagaPipa dan alat kelengkapan tembaga diminati karena daya tahan dan kekuatannya yang tinggi, serta sejumlah lainnya spesifikasi yang memastikan kelancaran operasi berbagai jaringan komunikasi.
1 Fitur utama jaringan teknik yang terbuat dari tembaga
Perusahaan Rusia dan asing saat ini memproduksi alat kelengkapan dan pipa yang terbuat dari tembaga Kualitas tinggi. Produk tersebut memenuhi persyaratan standar Eropa (ISO 9002, BS2, DIN), mereka dicirikan oleh peningkatan ketahanan terhadap tekanan media kerja yang mengalir melalui pipa, terhadap suhu tinggi dan rendah, terhadap benturan karakter eksternal selama transportasi dan penyimpanan.
Jaringan teknik tembaga tidak takut sinar matahari(ini membedakan mereka dalam sisi yang lebih baik dari struktur polimer yang sekarang populer), mereka tidak mengembangkan karat dari waktu ke waktu, yang selalu terbentuk pada pipa logam dan baja. Kehidupan pelayanan mereka setidaknya seratus tahun, Anda tahu, sangat sulit untuk menemukan bahan "abadi" yang lebih baik dan praktis untuk mengatur komunikasi rumah tangga dan industri.
Mereka digunakan untuk pembangunan sistem berikut:
- AC;
- Pemanasan;
- pasokan air (dingin dan panas);
- distribusi gas.
Individu, sebagai suatu peraturan, menggunakan pipa tembaga ketika mereka memasang jaringan pasokan air yang andal dan tahan lama di rumah mereka. Jelas bahwa elemen penghubung untuk produk tubular semacam itu paling sering juga terbuat dari tembaga. Fitting tembaga dianggap jauh lebih ekonomis daripada fitting logam karena membutuhkan lebih sedikit bahan untuk membuatnya.
Intinya adalah bahwa dalam produksi, misalnya, bagian besi tuang, dindingnya awalnya dirancang tebal - insinyur meninggalkan "margin" untuk kehilangan logam akibat korosi. Tetapi elemen penghubung yang terbuat dari tembaga dapat dibuat lebih tipis, karena karatnya tidak menyentuh bahkan setelah beberapa dekade beroperasi.
Permintaan pipa tembaga juga ditentukan oleh alasan lain:
- sifat antiseptik tembaga (air dalam sistem pasokannya tidak terpengaruh oleh mikroba dan organisme patogen, yang secara alami meningkatkan kualitas air minum);
- kemudahan pemasangan pipa dan koneksinya satu sama lain.

Selain itu, jika air di dalam pipa membeku, saluran hanya berubah bentuk, dan tidak putus, seperti yang dicatat ketika baja dan produk lainnya membeku. Penghancuran struktur tembaga dicatat hanya ketika mereka terkena beban lebih dari 200 atmosfer (tidak mungkin ada tekanan seperti itu dalam sistem domestik).
2 Jenis elemen penghubung untuk pipa tembaga
Perlengkapan modern untuk jaringan tembaga adalah dari jenis berikut:
- berulir;
- mengunci sendiri;
- kompresi (kerutan);
- alat kelengkapan pers;
- kapiler.

Fitting tekan untuk pipa tembaga sekarang hampir tidak pernah digunakan untuk menghubungkan elemen pipa tembaga. Pertama, pemasangannya dilakukan menggunakan pers khusus, yang harganya mahal. Kedua, alat kelengkapan seperti itu awalnya dibuat untuk menghubungkan struktur plastik dan logam-plastik. Masuk akal untuk menggunakan bagian tekan untuk pipa tembaga hanya jika tidak mungkin untuk melakukan penyolderan pipa berkualitas tinggi atau memasangnya dengan jenis elemen penghubung lainnya.
Pada artikel ini, kita akan melihat lebih dekat perlengkapan lainnya (kompresi, berulir, dan sebagainya), tetapi pertama-tama kami perhatikan bahwa ketika memasang produk tembaga, Anda harus selalu menggunakan bahan dengan struktur yang homogen. Pada kasus ini jaringan teknik akan dijamin untuk melayani selama mungkin dan tanpa gangguan. Dengan kata lain, sambungan pipa tembaga harus dibuat dengan fitting tembaga, dan bahan lain hanya digunakan sesuai kebutuhan.

Jika bahan yang digunakan berbeda, aturan pemasangan perpipaan berikut harus diikuti:
- Pipa tembaga dalam sistem gabungan selalu dipasang searah aliran air setelah produk baja atau logam.
- Dilarang menghubungkan tembaga dengan baja galvanis, serta dengan pipa yang terbuat dari paduan murni. Hal ini disebabkan oleh fakta bahwa dalam hal ini proses yang bersifat elektrokimia terbentuk dalam sistem, yang secara signifikan mempercepat karat pada elemen baja.
- Koneksi produk dari tembaga dan paduannya dengan baja dari kelompok tahan asam diperbolehkan. Tapi lebih baik diganti pipa logam pada polivinil klorida (jika, tentu saja, ada peluang seperti itu).
3 Alat kelengkapan berulir untuk pipa tembaga
Elemen penghubung seperti itu direkomendasikan untuk dipasang ketika struktur sistem rekayasa melibatkan pembongkaran berkala, perbaikan (penggantian bagian yang gagal) dan perakitan. Koneksi berulir ditandai dengan adanya utas internal atau eksternal di atasnya, yang dirancang untuk membuat satu baris.
Dalam hal keandalan dan operasi jangka panjang, fitting berulir kurang praktis dibandingkan fitting kompresi atau kapiler. Mereka harus diperiksa secara teratur, membongkar yang lama dan memasang elemen baru. Untuk alasan ini, alat kelengkapan tersebut dapat dipasang di bagian sistem yang mudah dijangkau.

Opsi untuk elemen berulir untuk mengatur pipa tembaga:
- kopling: mereka dapat digunakan untuk menghubungkan pipa dari bahan yang berbeda, serta bagian pipa lurus dengan bagian produk tabung yang berbeda atau identik;
- sudut pada 45 dan 90 derajat: diperlukan untuk memutar pipa pada sudut tertentu;
- perlengkapan outlet;
- persilangan, tee (jika tidak mereka disebut kolektor): mereka memungkinkan Anda untuk mempertahankan arah utama jaringan dan pada saat yang sama melakukan sejumlah cabang independen darinya;
- tutup dan colokan khusus: memungkinkan untuk secara kualitatif memblokir pemutusan sistem komunikasi tembaga.

Saat memasang jaringan baru, diinginkan untuk menggunakan alat kelengkapan kompresi, tetapi modernisasi pipa dan mereka pemeriksaan lebih baik untuk melakukan elemen berulir.
4 Self-locking dan fitting kompresi
Fitting semacam itu, yang disebut fitting crimp atau collet, adalah pengganti yang baik untuk fitting yang dipasang menggunakan api terbuka. Fitting push-in terdiri dari satu set gasket dan cincin, serta cincin khusus untuk crimping pipa. Sepenuhnya koneksi kedap udara produk tubular dari bahan yang berbeda dipastikan oleh fakta bahwa kunci kencangkan cincin kompresi. Fitting kompresi dapat dibuat dari baja, logam-plastik, kuningan atau tembaga.
Bagian crimping (collet) sangat diperlukan untuk sistem pasokan air, yang terdiri dari pipa berbagai penampang. Mereka juga diminati untuk pembangunan jaringan dari bahan yang berbeda. Meskipun dalam Akhir-akhir ini fitting kompresi klasik mulai diganti dengan suku cadang yang dapat mengunci sendiri, karena lebih disukai dalam hal kemampuan operasionalnya.

Fitting collet self-locking adalah struktur di mana seluruh sistem cincin dipasang. Apalagi satu cincin harus dilengkapi dengan gigi. Saat ditekan dengan kunci pemasangan khusus pada elemen roda gigi ini, itu dipasang di cincin yang berdekatan, menghasilkan koneksi yang benar-benar kuat.

Fitting kompresi seperti itu dibongkar semudah pemasangannya, dengan kunci yang sama. Harap dicatat bahwa produk kompresi untuk pipa tembaga selalu terbuat dari tembaga. Pada saat yang sama, mereka cocok untuk mengatur pipa yang terbuat dari logam dan plastik lainnya.
5 Sambungan pipa tembaga dengan teknik kapiler
Solder diakui sebagai cara paling populer untuk koneksi struktur pipa tembaga yang benar-benar andal dan tahan lama. Operasi ini didasarkan pada efek kapiler. Ini menyatakan bahwa cairan mampu naik kapiler, mengatasi gaya gravitasi yang muncul dalam kasus di mana ada jarak tertentu antara dua permukaan.
Dalam praktiknya, fenomena ini memungkinkan solder bekas didistribusikan secara merata ke seluruh area permukaan yang disambung. Selain itu, tidak masalah di posisi spasial apa elemen pipa itu berada. Tidak sulit untuk menerapkan solder bukan dari atas, tetapi dari bawah.

Teknologi teknik kapiler adalah sebagai berikut:
- sambungan pipa dipanaskan (menggunakan kompor);
- solder cair memasuki celah antara elemen penghubung dan pipa dan mengisinya sepenuhnya;
- pipa dibiarkan dingin;
- menggunakan senyawa pembersih, mereka membersihkan bagian luar sistem.
Ini dapat dianggap selesai - sistem siap melakukan tugasnya! Pipa tembaga dan logam dipasang menggunakan teknologi kapiler. Jika fitting baja digunakan, fluks khusus harus diterapkan ke titik solder terlebih dahulu. Peran bahan untuk solder dilakukan oleh timah atau kawat tembaga yang sangat tipis, yang ditempatkan di bawah benang fitting. Dalam beberapa kasus, kawat perak juga digunakan.

Satu lagi poin penting. Koneksi collet dipasang tanpa persiapan awal dari produk yang terhubung. Tetapi penyolderan hanya dapat dilakukan setelah menghilangkan kotoran dan debu dengan hati-hati dari tepi pipa, serta setelah membersihkan permukaan.
6 Fitur pipa tembaga bergulir
Saat mengatur pipa dari produk tembaga melalui koneksi yang dapat dilepas, perangkat khusus yang disebut rolling sering digunakan. Juga umum adalah nama keduanya - flanging. Dengan bantuan alat ini, dimungkinkan untuk melakukan penggulungan - operasi yang memungkinkan untuk mengubah bentuk dan parameter geometris tembaga dan bahan ulet lainnya tanpa kehilangan sifat operasionalnya.
Penggulungan dasar adalah blanko kerucut biasa, yang ditempatkan di dalam pipa, dan kemudian diputar hingga ditekuk ke bentuk yang diinginkan. Jelas bahwa perangkat semacam itu tidak realistis untuk digunakan dalam pengaturan jaringan pipa modern, karena tidak memberikan tekanan yang seragam pada dinding dan tidak memungkinkan Anda untuk memilih gaya rolling tertentu.

Lebih efisien adalah menggulung dengan klem dan kerucut yang membungkus porosnya sendiri. Ini adalah alat yang direkomendasikan untuk dibeli untuk meletakkan komunikasi di rumah Anda. Itu tidak mahal, tetapi kualitas pekerjaan menjamin cukup tinggi. Penjepit flensa semacam itu dilengkapi dengan beberapa lubang yang cocok untuk diameter pipa tertentu, atau satu lubang tipe universal di mana produk tubular dari berbagai bagian dapat dimasukkan.
Spesialis profesional yang terlibat dalam pembangunan jaringan pipa biasanya menggunakan rolling dengan ratchet pengaman dan eksentrik. Sebelum Anda mulai bekerja dengannya, Anda harus meletakkan mur pada pipa yang akan disambungkan (ini memungkinkan untuk membuat sambungan yang diperlukan). Penggulungan profesional merusak logam dengan menggulung pipa (permukaan bagian dalamnya) dengan eksentrik - perangkat dengan pusat yang dipindahkan.

Dan ratchet menentukan kekuatan terbesar yang dapat diterapkan pada struktur tanpa pembentukan fenomena penipisan dinding pipa dan pukulannya. Ketaatan yang ketat terhadap gaya deformasi tembaga dipastikan dengan menggulung eksentrik. Perangkat ini tidak meninggalkan lekukan dan penyok kecil di permukaan bagian dalam pipa. Ini berarti bahwa sistem akan melayani Anda untuk waktu yang sangat lama, karena adanya kekurangan inilah yang secara signifikan mengurangi masa pakai komunikasi (alur dan penyok adalah area di mana kemungkinan kebocoran tinggi).
Dengan demikian, penggulungan eksentrik dengan ratchet pengaman dianggap sebagai alat yang ideal untuk pemasangan pipa tembaga pada tingkat kualitas yang sempurna. Dan yang paling penting - seluruh proses berjalan dengan cepat dan tanpa pengeluaran kekuatan fisik yang berlebihan.
Sambungan pipa tembaga dibuat dengan tiga cara: pada fitting kompresi, dengan solder kapiler dan menggunakan fitting tekan. Masing-masing metode ini memiliki pro dan kontra. Itu semua tergantung pada kondisi di mana ia direncanakan untuk beroperasi. sistem perpipaan.
Koneksi pada fitting kompresi (kompresi)
Keuntungan utama dari teknik ini adalah kemudahan instalasi, minimal alat bantu. Setiap orang akan dapat mengatasi pekerjaan seperti itu, karena Anda hanya perlu mengencangkan mur dengan dua kunci. Kekurangan menghubungkan dengan alat kelengkapan: terbatas tekanan maksimum(hingga 10 BAR) pada suhu sistem 100 derajat.
Sambungan pipa tembaga dengan fitting kompresi
Selama pemasangan, juga sangat penting untuk mencegah distorsi sekecil apa pun. Jika alat kelengkapan dimaksudkan untuk pipa "lunak", diperlukan busing khusus. Faktor terakhir sangat penting, tetapi sering diabaikan.
Koneksi yang dibuat dengan penyolderan kapiler
Keuntungan menyolder: akurasi dan kerataan jahitan, jumlah minimum solder yang dibutuhkan, nilai demokratis. Karakteristik kinerja: maksimal tekanan operasi 40 BAR pada suhu sistem maksimum 150 derajat. Solder kapiler membutuhkan obor (pada propana atau asetilena), fluks, solder. Metode ini menghubungkan pipa tembaga membutuhkan pengalaman dan pengetahuan tertentu dari seseorang.
Dengan alat kelengkapan pers
Keuntungan pekerjaan instalasi tanpa penyolderan: keandalan tinggi, biaya rata-rata dengan pengembalian cepat. Untuk melakukan pekerjaan tanpa menyolder, melalui alat kelengkapan pers, diperlukan pengetahuan dan keterampilan minimum dari seseorang. Menghubungkan pipa tembaga dengan cara ini hanya dalam hitungan menit.


Bagaimana cara menghubungkan pipa tembaga dengan baja?
Secara tradisional, produk tembaga dipasang dengan bagian baja menggunakan fitting kompresi (kompresi). Teknologi kerja:
Fitting dibongkar, kemudian pipa dimasukkan ke dalamnya, di mana cincin kompresi dan mur penjepit dipasang terlebih dahulu.
Dengan tangan mur dikencangkan sampai berhenti. Penting untuk memastikan bahwa tidak ada distorsi. Berdasarkan diameter pipa tembaga atau instruksi yang ditentukan dalam dokumen paspor atau tabel khusus, mur dikencangkan dengan sejumlah putaran dengan kunci pas. Biasanya jumlah belokan adalah dari ke . Penting untuk mengikuti RPM yang direkomendasikan. Jika tidak, pipa dapat berubah bentuk.
Menghubungkan produk tembaga ke bagian baja cukup sederhana. Jika Anda masih tidak memahami sesuatu, kami sangat menyarankan untuk menonton video instruksional, yang menjelaskan secara rinci cara memasang bagian tembaga dengan pipa baja.
Teknologi pemasangan

Bagaimana cara menghubungkan produk tembaga?
- Potong, seperti pada versi sebelumnya, segmen produk yang diinginkan;
- Bagian luar dan dalam dibersihkan dari kontaminan menggunakan ruff atau spons khusus untuk tembaga;
- Pipa dimasukkan ke dalam fitting kapiler hingga batasnya, fluks diterapkan, yang kelebihannya dapat dihilangkan dengan kain bersih;
- Sambungan dipanaskan dengan kompor gas atau pengering rambut bangunan khusus, solder diterapkan. Solder harus meleleh dan mengisi celah pemasangan secara merata;
- Kami sedang menunggu pendinginan alami dari solder. Residu fluks dihilangkan dengan kain lembab dan bersih.
Sekarang Anda tahu cara menghubungkan pipa tembaga dengan beberapa cara. Jika sesuatu dalam pemasangan produk tembaga tampak tidak jelas bagi Anda, Anda selalu dapat menonton video instruksional. Pada prinsipnya, pekerjaan ini cukup sederhana dan Anda dapat melakukannya sendiri, tanpa menggunakan layanan profesional.
www.trubygid.ru
Bagaimana menghubungkan pipa tembaga
Koneksi suar
2. Pasang kopling pada pipa.
Koneksi berulir
Pemasangan sedang disiapkan;
truba-info.ru
Cara menyolder pipa tembaga - menyolder pipa tembaga
Produk pipa yang terbuat dari bahan tembaga dan paduannya tidak terlihat seperti barang baru di kami sistem pemanas; selain itu, mereka semakin banyak ditemukan hari ini di jalur pasokan air dan gas modern dari bangunan tempat tinggal dan perusahaan industri. Produk yang andal dan plastik ini saat ini banyak digunakan sebagai komponen penting. sistem modern unit pendingin udara dan pendingin dari berbagai profil.
pipa tembaga
Semua ini cukup bagi kita untuk memiliki keinginan untuk belajar bagaimana membentuk koneksi satu bagian dari produk tersebut, atau lebih tepatnya, untuk berkenalan dengan cara menyolder pipa tembaga di rumah. Faktanya adalah bahwa teknik yang dikenal untuk menghubungkan pipa tembaga telah digunakan sejak zaman kuno dan melibatkan pengenalan komposisi perekat cair khusus atau solder ke zona kontak. Apa yang sangat penting untuk diketahui ketika menguasai proses penyolderan pipa tembaga adalah bahwa kontak pengelasan yang andal diperoleh, sebagai aturan, hanya ketika suhu leleh solder itu sendiri sedikit lebih rendah dari titik leleh tabung yang dilas.
Kami juga mencatat bahwa kualitas penyolderan yang andal pipa tembaga do-it-yourself akan membutuhkan pemain untuk sangat berhati-hati saat bekerja dengan produk yang akan dilas, serta pelatihan teoretis tertentu.
Manfaat Sambungan Tembaga Dilas
Pengelasan pipa tembagaMustahil untuk tidak menyebutkan dalam artikel kami banyak kesaksian yang juga mengkonfirmasi keuntungan tak terbantahkan struktur tembaga diperoleh dengan pengelasan. Penyebutan seperti itu hanya meningkatkan permintaan yang terus meningkat untuk produk yang dibedakan oleh serangkaian properti yang agak unik:
- daya tahan dan kekuatan produk tembaga yang dilas;
- ketersediaan dan kemudahan pengolahan bahan tembaga;
- kemampuan untuk memilih kondisi untuk pembentukan kontak pengelasan (menyesuaikan mode pengelasan).
Selain itu, penggunaan teknik pengelasan terbaru memungkinkan Anda menghemat suku cadang perakitan wajib seperti adaptor dan perlengkapan standar, yang secara signifikan mengurangi keseluruhan biaya pembuatan. pipa yang dilas Pemanasan.
Metode dan alat penyolderan pipa tembaga yang digunakan
Saat melakukan operasi khusus yang terkait dengan pengelasan pipa kosong diameter yang berbeda, rezim suhu berikut paling sering digunakan:
- Mode suhu tinggi dengan pemanasan termal dari zona leleh hingga 900 derajat, digunakan untuk benda kerja di bawah beban yang signifikan.
- Mode pemrosesan suhu rendah, paling sering dipraktikkan dalam kehidupan sehari-hari dengan suhu kerja di zona kontak hingga 450 derajat.
Anda mungkin memerlukan alat berikut untuk membantu Anda memperbaiki pipa sambungan selama proses penyolderan:
- Pemotong pipa pegangan khusus yang memberikan potongan yang rata pada benda kerja di tempat pengelasan yang diinginkan.
- Alat persiapan talang (termasuk deburring).
- Jenis mekanisme ekspansi khusus yang digunakan untuk menyiapkan lokasi penyolderan hingga kedalaman yang kira-kira sama dengan diameter benda kerja yang akan dilas.
- Dan akhirnya diriku sendiri mesin las atau kompor gas, langsung digunakan untuk menyolder sambungan tembaga.
Selain itu, Anda pasti akan membutuhkan pengering rambut termal bangunan, yang memungkinkan untuk memanaskan sambungan benda kerja hingga 650 derajat (terutama digunakan saat bekerja dengan solder dengan titik leleh rendah).
Pengering rambut gedung
Kehadiran dalam kit alat saat ini dari mesin las pemanas seperti itu akan memungkinkan pemiliknya untuk dengan mudah mengatur rezim suhu di zona pengelasan, serta mempertahankannya pada tingkat yang optimal. Selain itu, berbagai nozel yang dapat diganti yang disertakan dalam kit kerja perangkat las memberi Anda kemampuan untuk mengarahkan semburan udara panas ke tempat mana pun yang nyaman bagi Anda.
Bahan yang digunakan dalam menyolder kosong tembaga
Sebelum menyolder pipa pemanas dengan tangan mereka sendiri, setiap pemain hanya diwajibkan untuk membiasakan diri secara menyeluruh dengan bahan kerja yang digunakan sebagai solder termal. Selain itu, ia tentu harus menyadari bahwa semua bahan ini, menurut karakteristik refraktorinya, dibagi menjadi solder kategori keras dan lunak.
solder
PateriYang disebut solder refraktori tinggi secara lahiriah menyerupai batang memanjang dari profil sewenang-wenang dan biasanya digunakan ketika perlu untuk memanaskan logam di zona penyolderan ke suhu setinggi mungkin (hingga 900 derajat Celcius). Suhu seperti itu memberikan kontak solder berkualitas tinggi dan andal.
Catatan! Bahan solder tersebut terutama digunakan dalam pekerjaan perbaikan dan restorasi yang dilakukan pada jalur pasokan kritis atau dalam perbaikan AC industri dan peralatan pendingin khusus.
Perwakilan solder solder yang paling khas dari kelas ini termasuk komposisi tembaga-fosfor yang dapat mengalir sendiri yang dilengkapi dengan berbagai aditif (seperti Cu94 P6 dan Cu92 P6 Ag2). Hampir tidak terlihat oleh mata, penambahan 6% perak atau fosfor akan memungkinkan Anda untuk menurunkan Suhu Operasional mencairnya solder tersebut hingga 750 derajat. Dan ini asalkan tingkat ekspansi aktual dari bahan yang digunakan hampir sama persis dengan tembaga, yang memungkinkan untuk mendapatkan koneksi yang kuat dan andal.
solder lembut
Solder, bahasa sehari-hari disebut "lunak", mendapatkan namanya karena fakta bahwa mereka digunakan dalam proses pemrosesan suhu rendah. tabung tembaga diproduksi di rumah. Mereka dibuat, sebagai suatu peraturan, dalam bentuk kabel yang agak tipis dan dikembangkan berdasarkan bahan kimia populer seperti timbal, timah, seng atau paduannya yang kita semua tahu.
Fluks
Fluks untuk menyolderUntuk menyederhanakan prosedur menyolder pipa tembaga dengan tangan Anda sendiri, seperti pasta khusus atau genap formulasi cair(mereka juga disebut fluks). Penting untuk dicatat bahwa seringkali keberhasilan atau kegagalan operasi yang dilakukan dapat sangat bergantung pada pemilihan yang kompeten dari satu atau lain fluks.
Seperti solder, bahan yang kami pertimbangkan juga secara kondisional dibagi menjadi reagen suhu rendah (hingga 450 derajat) dan komponen kimia suhu tinggi yang digunakan dalam penyolderan di atas 450 derajat.
Seperti komposisi kimia digunakan untuk tujuan berikut:
- membantu membersihkan area penyolderan dari oksida berbahaya;
- melindungi wilayah kerja dari masuknya oksigen, yang selalu terkandung dalam lingkungan;
- menciptakan kondisi yang menguntungkan untuk distribusi seragam komposisi penyolderan di tempat penyolderan;
- meningkatkan kualitas adhesi produk dengan solder.
Selama pekerjaan, solder, dipanaskan hingga suhu yang diperlukan, menyebar secara merata ke bagian-bagian yang akan disolder, sehingga membentuk koneksi yang andal. Setelah kontak penyolderan mendingin, semua fluks berlebih dihilangkan begitu saja dari zona pemrosesan.
Video
Video ini tentang menyolder pipa dengan solder lunak:
www.trubyinfo.ru
Cara menyambung pipa tembaga | Semua tentang pipa
Pemasangan pipa tembaga melibatkan kemampuan untuk membuat sambungan pipa dan fitting dengan benar. Kami akan membicarakannya dalam artikel singkat ini.
Pipa tembaga dapat dihubungkan ke kopling tanpa melebarkan ujung pipa. Keuntungan dari koneksi semacam itu adalah dapat dibongkar dan dipasang kembali kapan saja. Di tempat yang sama di mana tidak mungkin untuk bekerja dengan kompor gas atau tidak mungkin mengalirkan air sepenuhnya pipa tua, koneksi suar digunakan. Koneksi semacam itu dibuat sebagai berikut. Langkah pertama adalah mengolah ujung pipa agar permukaannya rata sempurna. Setelah itu, kopling dipasang di pipa, dan kerucut flaring diarahkan ke dalam pipa. Setelah itu, tarik klem flare dan putar sekrup flare secara perlahan. Ini harus dilakukan sampai sudut ekspansi pipa mencapai empat puluh lima derajat. Setelah itu, sekrup harus dibuka, klem dilonggarkan dan perangkat pembakaran dikeluarkan dari pipa. Sekarang kopling dapat digeser ke arah ujung pipa sampai berhenti dan kencangkan mur.
Namun, lebih sering pipa tembaga saling berhubungan menggunakan alat kelengkapan. Tidak seperti pipa plastik, fitting dalam pipa tembaga tidak dikerutkan, tetapi disolder. Penyolderan semacam itu dapat berupa suhu tinggi dan suhu rendah. Dalam kasus pertama, batang solder keras dengan titik leleh tinggi digunakan. Pemanasan pipa dan alat kelengkapan dalam hal ini harus dilakukan dengan pembakar asetilen atau propana, karena suhu nyalanya sangat tinggi. Digunakan untuk penyolderan suhu rendah solder lembut dibuat dalam bentuk kawat. Pemanasan dapat dilakukan dengan obor las konvensional. Dalam praktiknya, penyolderan suhu tinggi digunakan untuk sambungan soket, dan penyolderan suhu rendah untuk fitting.Teknologi penyolderan sederhana. Pertama, permukaan pipa dan fitting yang disolder dibersihkan dari oksida dan ditutup dengan fluks. Kemudian fitting dipasang pada pipa dan tempat koneksi masa depan dipanaskan sampai solder cair mengisi celah antara pipa dan fitting. Harus diingat bahwa solder tidak boleh meleleh dalam nyala kompor, tetapi dari suhu logam yang dipanaskan. Setelah pendinginan, koneksi memperoleh kekuatan tinggi. Setelah itu, tinggal menghilangkan fluks yang tersisa dari permukaan.
juga di pipa tembaga koneksi berulir juga digunakan. Mereka harus ditangani dengan sangat hati-hati, karena benang tembaga dapat robek bahkan tanpa menggunakan tenaga yang berlebihan. Dalam koneksi berulir untuk pipa tembaga, ferrule selalu digunakan, yang dirancang untuk mendistribusikan beban secara merata ke seluruh area koneksi. Pekerjaan ini dilakukan dalam urutan berikut. Pertama, ujung pipa diproses, kemudian mur serikat diletakkan di pipa, dan cincin kompresi diletakkan di bagian paling ujung. Kemudian fitting dimasukkan ke dalam pipa sampai berhenti dan mur union dikencangkan dengan hati-hati.
xn--80abcm9bmekkw.xn--p1ai
Bagaimana menghubungkan pipa tembaga - konstruksi
Bagaimana menghubungkan pipa tembaga
Pipa tembaga terhubung saat mengatur berbagai pipa, menggunakan alat kelengkapan dan metode khusus. Setiap orang perlu tahu cara menyambungkan pipa tembaga, karena untuk mendapatkan sambungan yang andal memerlukan kondisi tertentu yang harus dipenuhi.
Koneksi suar
Pipa tembaga lunak sangat sering dihubungkan ke kopling di mana ujung pipa yang tidak berkobar disegel. Tidak sulit untuk membongkar sambungan seperti itu, dan kemudian dapat dengan mudah dipulihkan. Biasanya, sambungan pipa tembaga yang menyala digunakan ketika berbahaya untuk bekerja dengan pembakar dan tidak mungkin untuk mengalirkan air sepenuhnya dari pipa lama. Urutan kerjanya adalah sebagai berikut:
1. Bersihkan ujung pipa. Dalam hal ini, Anda harus menghapus semua gerinda.
2. Pasang kopling pada pipa.
3. Masukkan pipa ke dalam lubang suar yang telah dikalibrasi. Peras di sana dengan baik. Lubang harus berdiameter sama dengan pipa itu sendiri. Pasang ujung pipa pada tingkat yang sama atau sedikit di atas permukaan penjepit.
4. Pasang perlengkapan pada klem. Mulailah memutar sekrup hingga kerucut melebar pada sudut kira-kira 45 derajat ke ujung pipa.
5. Lepaskan pipa dari lubang yang dikalibrasi. Maka Anda perlu mendekatkan kopling ke tepi yang melebar. Bungkus utas kopling dengan selotip, dan kencangkan mur.
Koneksi dengan alat kelengkapan
Sambungan pipa tembaga dengan alat kelengkapan mengurangi biaya tenaga kerja selama pemasangan, waktu yang dibutuhkan untuk menyelesaikan pekerjaan dan menjamin kualitas sambungan, karena tidak ada penarikan logam. Pipa tembaga dengan fitting paling sering dihubungkan dengan penyolderan kapiler, yang didasarkan pada efek kapiler. Ada dua jenis pipa tembaga solder:
Solder adalah suhu tinggi. Untuk metode ini, solder batang tahan api digunakan. Pembakar propana dan asetilena digunakan untuk memanaskan pipa;
Solder adalah suhu rendah. Dengan metode ini, solder lunak digunakan, yang digulung menjadi gulungan. Untuk penyolderan ini, api dari obor biasa sudah cukup.
Tidak ada perbedaan khusus dalam kedua metode ini, tetapi penyolderan suhu tinggi digunakan untuk sambungan pipa soket, dan penyolderan suhu rendah digunakan pada sambungan dengan alat kelengkapan di mana solder menyatu.
Cara pemasangannya adalah sebagai berikut:
Pemasangan dipasang pada pipa berlapis fluks:
Sambungan dipanaskan dengan obor sampai solder meleleh dan menutup celah antara fitting dan pipa;
Struktur dibiarkan dingin dan kemudian bagian luar dibersihkan dengan pembersih khusus untuk tembaga. Setelah itu, pipa siap dioperasikan.
Koneksi berulir
Sambungan ulir pipa tembaga dapat dilipat, dan ferrules khusus digunakan. Jika ada kebutuhan untuk membongkar, cincin itu perlu diganti. Jenis koneksi ini dibuat sebagai berikut:
Pertama potong sepotong pipa dengan panjang yang dibutuhkan;
Jika pipa dengan insulasi PVC digunakan, perlu untuk menghapus lapisan insulasi dari ujung pipa dengan pisau tajam dan menghilangkan gerinda yang terbentuk setelah dipotong dengan file;
Pemasangan sedang disiapkan;
Sebuah mur serikat diletakkan di pipa, lalu cincin pemerasan dipasang;
Mur harus disekrup dengan mulus - pada awalnya dipelintir dengan tangan, ketika menjadi tidak mungkin untuk melakukannya, kunci digunakan. Selama operasi, mur menekan pipa dan sambungan disegel.
fix-builder.ru




