Różne klocki DIY. Technologia produkcji bloczków żużlowych w sposób zmechanizowany i rzemieślniczy Samodzielna produkcja bloczków żużlowych w sposób zmechanizowany
Każdy z nas potrzebuje rodziny i własnego, wygodnego miejsca na pobyt stałe miejsce zamieszkania. Ktoś chce mieć mieszkanie w dużym mieście, a ktoś chce mieszkać tam, gdzie można uprawiać warzywa i owoce, hodować zwierzęta, mieć dom nadający się do zamieszkania i wszystkie niezbędne budynki gospodarcze. Ale nie każdy może sobie pozwolić na zbudowanie wszystkich niezbędnych pomieszczeń z zakupionych materiałów budowlanych. W tym przypadku zastanawiamy się, czy można zbudować dom z ręcznie robionego materiału.
Bloczki z betonu komórkowego - lekkie materiał konstrukcyjny Dlatego budując dom, nie ma potrzeby wzmacniania fundamentu.
To pytanie było zadawane przez wszystkie pokolenia przed nami, więc od dawna znana jest wystarczająca liczba sposobów pozyskiwania materiałów budowlanych z improwizowanych środków.
Bardzo optymalne rozwiązanie w tym przypadku jest to budowa mieszkania we własnym zakresie z tego, co można uzyskać bezpośrednio na miejscu.

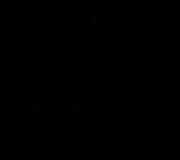
Elementy ramy nośnej: 1 - pierwszy rząd bloczków oparty o moździerz; 2 - dodatkowe bloki komórkowe; 3 - wzmocniony pas pierścieniowy; 4 - żelbetowe płyty podłogowe; 5 - uszczelka termoizolacyjna; 6 - monolityczna taśma rozdzielcza żelbetowa; 7 - nadproże zbrojone z betonu; 8 - nadproże wykonane z betonu; 9 - hydroizolacja; 10 - podstawa.
Najbardziej dostępnym z materiałów, które można znaleźć wszędzie, jest ziemia, a raczej gleba, która znajduje się pod żyzną warstwą. Od czasów starożytnych od podstaw budowano zarówno budynki mieszkalne, jak i inne budynki, ale częściej na tych terenach, gdzie było mało lasów. Bloki zostały wykonane z tego materiału za pomocą formowania z tworzywa sztucznego lub ubijania, a także za pomocą szalunku (ziemia była po prostu wpychana w nią bardzo ciasno).
Na przykład, jeśli planowana jest praca zrób to sam przy budowie domu bez piwnicy, wówczas gleba wyjęta do aranżacji przyszłego fundamentu wystarczy do zbudowania ścian parterowego domu. Jeśli zrobisz piwnicę, dom może być już dwupiętrowy. W przypadku ścian nadaje się również grunt, który jest usuwany podczas budowy basenu, drenażu lub studni.
Wcześniej nie można było zmechanizować przynajmniej części procesu produkcyjnego takiego materiału budowlanego, ale w naszych czasach nie trzeba już oczywiście mieszać niezbędnych składników stopami, ponieważ wynaleziono specjalne urządzenia zmechanizowane dla tego.

Wraz z pojawieniem się specjalnych mechanizmów sytuacja z konstrukcją z wykorzystaniem improwizowanych materiałów zmieniła się znacząco na lepsze. Za pomocą naelektryzowanego narzędzia możesz wykonać materiał - wymieszać go i zagęścić. A wynik nie jest gorszy niż w czasach starożytnych, ale zajmuje znacznie mniej czasu i wysiłku fizycznego.
Autorom omawianego sprzętu udało się stworzyć narzędzie odpowiednie do zagęszczania betonu i innych niskowilgotnych mieszanek i materiałów budowlanych oraz mas glebowych. A ten wynalazek, dostępny dla wielu, umożliwi produkcję większości materiałów budowlanych i części bezpośrednio na placu budowy.
Technologia produkcji gleby

Za pomocą takiej maszyny można formować bloki ścienne z lokalnych surowców, m.in. z gruntu przy użyciu technologii „wstrzykiwania strefowego”.
Podstawy proces produkcji To urządzenie ma na celu odtworzenie naturalnego efektu zwanego „płynnym klinem”. Główną cechą technologiczną jest to, że forma, proszek formierski i turbosprężarka poruszają się w niej jednocześnie. A wszystko to bez wibracji i odgłosów. Eliminuje to potrzebę stosowania tak tradycyjnych procesów jak dozowanie masy, kontrola wielkości produktu i ciśnienia, które nadmuchują stempel w podobnych formierniach.
W formierce zwanej „Mini-doładowaniem” MN-05 w całej objętości formy powstaje gęsta i jednolita struktura, a wymiary produktu zawsze odpowiadają kształtowi pod każdym względem. Przy przejściu na inny materiał nie jest wymagana zmiana sprzętu. W ten sposób wykluczone są skutki sprężystości, uwięzienia powietrza i nadciśnienia.

Kolejność układania bloków: a - jednorzędowy system obciągania; b - wielorzędowy system obciągania; c, d - wielorzędowy system obciągania w sposób mieszany (liczby wskazują kolejność murowania).
MN-05, który nie ma analogów na świecie, jest przeznaczony nie tylko do produkcji bloków jednoformatowych na potrzeby budowlane, z jego pomocą można samodzielnie wytwarzać cegły i różne stojaki, bloki, płyty na parapety i znacznie więcej, co jest konieczne przy budowie domu własnymi rękami. Surowcami do MN-05 mogą być również: Różne rodzaje gleby i odpady przemysłowe i inne materiały.
Ten zestaw do listew jest niezastąpiony dla właścicieli domków ogrodowych i letniskowych, domków letniskowych, rolników, projektantów krajobrazu i architektów, ponieważ nieskończone możliwości indywidualnej kreatywności pojawiają się podczas budowy domu i zagospodarowania dowolnego obszaru, niezależnie od tego, czy działka gospodarstwa domowego lub park.
Każdy ma możliwość pracy z tym urządzeniem. Nie trzeba robić nic skomplikowanego. A jednocześnie koszt budowy domu jest kilkakrotnie niższy niż zwykle. Oto kilka parametrów produktów, które można wykonać na MN-05 (nazwa, rozmiar w milimetrach i jednorazowa ilość):
- surowa cegła z bloku gleby - 65x120x250 - 4 szt .;
- bloczek betonowy do kostki brukowej - 65x120x250 - 4 sztuki;
- płyty chodnikowe 250x250 - 2 sztuki;
- betonowy kamień gazowy - 65x120x1000 - 2 sztuki;
- płytki płaskie -120x250 - 4 sztuki;
- płyta parapetowa - 50x250x1500 - 1 szt;
- zworka okienna - 50x250x1500 - 1 szt .;
- płytki licowe betonowe - 250x250x15 - 2 sztuki;
- słup żelbetowy - 65x65x100 - 3 szt;
- taca betonowa - 65x250x100 - 1 szt.
Zjawisko „płynącego klina” umożliwia uzyskanie wyjątkowych właściwości materiału: jego gęstość sięga 99%, co zapobiega naprężeniom sprężystym, rozwarstwianiu poprzecznemu i rozszerzaniu się wyprasek, ponieważ powietrze nie jest uwięzione.
Produkcja w formie blokowej

Lepiej jest zrobić formę do robienia bloków ze zdejmowanym dnem, dzięki czemu łatwiej będzie wyjąć gotowe bloki.
Istnieją inne technologie wytwarzania bloków budowlanych i innych materiałów budowlanych do domu własnymi rękami z improwizowanych materiałów (glina, piasek, wapno, trociny, kawałek ziemi) oraz z cementu.
Technologia, która jest teraz zostaną omówione, ma podobieństwa z technologią zwaną „tise” (technologia + indywidualna konstrukcja + ekologia), ale ta jest zmodyfikowana i uniwersalna, ponieważ można ją wykorzystać do cegiełki oraz z pustkami (zaprawa piaskowo-cementowa) i bez nich (glina, piasek, trociny, cement, wapno, ziemia).
Trwałość konstrukcji wykonanych z bloków w tej technologii jest większa niż tych wykonanych tradycyjne sposoby, do 100 lat lub więcej. Za pomocą takich bloków można wznosić budynki do 4 pięter.
Proces tworzenia bloku własnymi rękami:
- przygotowanie roztworu (piaskowo-cementowego lub innego);
- ustawienie formy bloku w pozycji dokładnie poziomej;
- wlewanie roztworu do formy (i, jeśli to konieczne, ubijanie go);
- po 5-10 minutach szpilki i struktury wewnętrzne są usuwane, tworząc puste przestrzenie;
- usunięcie formy z wytwarzanej konstrukcji, dalsze suszenie bloku.
W ten sposób możesz własnoręcznie wykonać do 40 bloków dziennie. A klocki wykonane w formie blokowej mają znaczną przewagę nad blokami panelowymi lub ceglanymi:
- bardzo znaczna redukcja kosztów budowy;
- korzystanie z ekonomicznego sprzętu;
- brak konieczności stosowania ciężkich pojazdów do podnoszenia i transportu;
- dostępność materiałów budowlanych;
- minimalna ilość odpadów;
- zapewnienie wysokiej wytrzymałości konstrukcji;
- wysoka izolacyjność termiczna domu;
- bezpieczeństwo środowiskowe i wysoki poziom komfortu;
- podczas eksploatacji nie ma wysokich kosztów konserwacji i napraw.
Bloki budowlane z betonu drzewnego

Główny skład bloków ściennych obejmuje zrębki i beton.
Bloczki Arbolite to lekkie klocki ścienne wykonane z trociny(zwykle z drzew iglastych), wody, trocin, chemikaliów i cementu. W latach sześćdziesiątych ubiegłego wieku produkcję takich bloków prowadziło ponad 100 fabryk na terenie całego kraju. Ale po zatwierdzeniu konstrukcja panelowa produkcja została przerwana.
W dzisiejszych czasach możliwe jest wykonanie bloków z betonu drzewnego do budowy domu własnymi rękami, przy ścisłym przestrzeganiu wszystkich wymagań technologicznych. Wymagania GOST, zgodnie z którymi wcześniej wykonano beton drzewny, obejmują użycie cząstek drewna, których rozmiar wynosi ściśle 40x10x5 mm. Liczba liści i igieł nie może przekraczać 5% i nie powinna przekraczać 10% kory.
Do produkcji potrzebna jest znaczna ilość cementu, co pogarsza właściwości termoizolacyjne materiału. Z tego powodu wióry drzewne są uważane za idealną opcję jako główny surowiec.

Arbolit to idealny materiał do wykonania ścian wanny czy sauny.
Eksperci zalecają stosowanie trocin i wiórów, ponieważ wióry drzewne mogą służyć zarówno do ogrzewania, jak i do wzmacniania. Proporcja trocin i wiórów może wynosić 1:1 lub 1:2. Przed użyciem, aby uniknąć gnicia z wiórów i trocin, cukier należy usunąć, a do tego konieczne jest trzymanie materiału na zewnątrz przez 3-4 miesiące. Bez tej procedury obrzęk bloków jest możliwy w przyszłości.
Podczas starzenia konieczne jest okresowe odgarnianie wiórów trocinami, ale jeśli nie jest to możliwe, mieszaninę należy potraktować tlenkiem wapnia. Roztwór przygotowuje się w ilości 150-200 litrów 1,5% roztworu na 1 m² surowców. Przetworzoną mieszaninę pozostawia się na 3-4 dni mieszając kilka razy dziennie.
Do produkcji drewna wymagany jest beton. Eksperci zalecają stosowanie cementu portlandzkiego klasy 400, a jako dodatków - płynnego szkła, wapna gaszonego, siarczanu glinu i siarczanu wapnia.
Dodatki przygotowuje się w ilości 2-4% masy cementu. Za najlepszą kombinację dodatków uważa się mieszankę 50% siarczanu wapnia i 50% siarczanu glinu lub w tym samym stosunku. płynne szkło i tlenek wapnia.
Cechy procesu
Jeśli to możliwe, możesz samodzielnie przygotować zarówno wióry, jak i trociny za pomocą specjalnych maszyn i procesów, ale możesz również zakupić ten surowiec w gotowe i już przetworzone.
Materiał ten nasączony jest wodą z dodatkiem płynnego szkła. Aby przyspieszyć proces utwardzania i mineralizacji materiału, do masy dodaje się chlorek wapnia. W celu przeprowadzenia dezynfekcji należy wprowadzić wapno gaszone.
I dopiero po tych wszystkich przygotowaniach masę ugniata się w betoniarce wraz z cementem i innymi niezbędnymi składnikami. Następnie następuje wypełnianie form specjalnych powstałym materiałem, przy czym konieczne jest zagęszczanie mieszanki ubijakiem ręcznym, wibroprasą lub ubijakami pneumatycznymi lub elektrycznymi.
Kształtowanie materiału
Eksperci zalecają wykonanie form do bloczków z desek i obicie ich ścian linoleum, aby ułatwić usuwanie cegiełek. Przy ubijaniu ręcznym odbywa się to warstwowo, wykonane z drewna i ubijaka żelaznego. Po tym, jak blok starzeje się przez jeden dzień, a następnie usuwa. Następnie pozostawia się go pod baldachimem w celu pełnego dopracowania do pożądanej siły. W takim przypadku należy go przykryć, gdy jest jeszcze mokry, w celu nawilżenia.
Optymalna temperatura i czas to 15 stopni i 10 dni. W niższych temperaturach wymagane będą dłuższe czasy utrzymywania. ważne jest, aby nie dopuścić do znaku poniżej zera i nie zapomnieć o okresowym podlewaniu bloków wodą.
Bloki z gliny ekspandowanej
Możesz to zrobić sam i. Przede wszystkim do produkcji bloczków z gliny ekspandowanej należy przygotować specjalną formę. Możesz go wykonać z regularne wyżywienie. Forma składa się z palety i dwóch połówek, przypominających literę „G”. potrzebne deski z w środku albo potraktuj olejem maszynowym, albo ubij cyną. Na końcach należy zamontować specjalne zamknięcia, które nie pozwolą na rozpadanie się formy lub zmianę rozmiaru.
Trochę trudniej będzie wykonać formę z formami pustymi dla bloku keramzytu z pustkami, ale jest to równoważone przez ekonomiczne zużycie mieszanki keramzytu. W razie potrzeby schematy dla nich prawidłowa produkcja można znaleźć w artykułach na ten temat.
Wielkość formularza może być dowolna i zależeć od zadań konstrukcyjnych, ale częściej stosuje się następujące rozmiary:
- 39x19x14 cm;
- 19x19x14 cm.
Oprócz formularza będziesz potrzebować następujących narzędzi:
- Mistrz OK;
- łopata;
- wiadra;
- pojemnik do wstępnego mieszania składników z wodą;
- metalowa płyta do końcowego mieszania masy z betonu spienionego;
- woda, piasek, keramzyt.
Stosunek składników

Aby zrobić wysokiej jakości mieszankę, musisz wziąć:
- 1 część spoiwa - gatunek cementu nie niższy niż M400;
- 8 części keramzytu (około 300-500 kg / m³). Należy dodać, że w wiadrze o pojemności 10 litrów umieszcza się około 5 kg ekspandowanej frakcji gliny od 5 do 20 mm;
- piasek - 3 części bez domieszki gliny i innych składników;
- 0-8 - 1 część wody.
Eksperci zalecają dodanie do roztworu łyżeczki dowolnego proszku do prania, aby uzyskać większą plastyczność roztworu.
Właściwe odlewanie mieszanki
Za pomocą kielni lub łopaty należy ostrożnie wlać wszystkie składniki do pojemnika z wodą i pozostawić tę masę na jakiś czas. Następnie jest przenoszony do blacha i doprowadzony do pożądanego stanu przez dokładne wymieszanie.
Po gotowa mieszanka układa się w formie i poddaje wibracjom za pomocą specjalnego urządzenia wytwarzającego impulsy wibracyjne. Poradzisz sobie dzięki stukaniu łopatą po bokach formy.
Po dwóch dniach ubity blok należy ostrożnie wyjąć z formy odczepiając na nim okiennice iw takiej formie pozostawić do stwardnienia na kolejne 26 dni.
Standardowy blok keramzytu waży od 16 do 17 kg i zabiera około 1,5 kg cementu, 4 kg piasku i 10,5 kg keramzytu. Po wykonaniu kilku prostych obliczeń otrzymujemy, że każdy blok kosztuje około 25 rubli, przy średnim koszcie gotowej keramzytu 30 rubli bez dostawy.
Bloczki z betonu komórkowego

Do przygotowania bloków z betonu komórkowego potrzebne są następujące składniki:
- Cement portlandzki;
- niegaszone wapno;
- piasek;
- woda;
- niewielka ilość proszku aluminiowego.
Będziesz także potrzebował:
- Betoniarka;
- formularze na bloki;
- metalowe struny, w celu odcięcia nadmiaru mieszanki z wierzchu form;
- łopata;
- przybory pomiarowe;
- wiadra;
- środki ochrony indywidualnej.
Składniki są pobierane w wymaganej proporcji: wapno palone i cement portlandzki - po 20%; piasek kwarcowy— 60%; proszek aluminiowy - mniej niż 1% i nieco ponad 9% - woda. Wszystko to miesza się w mikserze do konsystencji śmietany.
Formy do odlewania betonu komórkowego eksperci radzą kupować gotowe, preferując metal i plastikowe formy. Gotową mieszankę wlewa się do takich form, wypełniając ją do połowy, ponieważ tworzenie się gazu podniesie mieszaninę do reszty mieszanki za jakiś czas. A jeśli mieszanina unosi się nad krawędziami, nadmiar jest odcinany przez nitki.
Mieszanina w formach poddawana jest starzeniu przez 6 godzin. W tym stanie bloki będą już gotowe do pocięcia na mniejsze kawałki po wyjęciu szalunku z form prefabrykowanych. Podczas cięcia konieczne jest uformowanie kieszeni chwytnych i rowków na palce.
Ponadto, w warunkach przemysłowych, bloki umieszcza się w autoklawie, aby uzyskać wytrzymałość, ale instalacje te są bardzo drogie, więc w przypadku samodzielnej produkcji bloki zyskają na wytrzymałości w warunkach naturalnych.
Usunięte i pocięte bloki są trzymane w pomieszczeniu przez kolejny dzień, zanim zostaną ułożone jeden na drugim. Taki materiał można wykorzystać do budowy domu dopiero po 28-30 dniach, kiedy bloczki nabierają ostatecznej wytrzymałości.
Niezależnie od wybranej metody przygotowania materiału do budowy domu własnymi rękami, w każdym razie budowa z niego budynków wyjdzie tańsza, aw niektórych przypadkach znacznie bardziej przyjazna dla środowiska, mocniejsza i wygodniejsza niż przy użyciu materiału przemysłowego.
Technologia produkcji cegieł i bloczków ściennych, bloczków licowych, płytek i płytek metodą bez wypalania
Obecnie w budownictwie wiejskim z powodzeniem wykorzystuje się elementy żelbetowe, które niejako przyćmiły tradycyjne lokalne materiały, niezasłużenie od niepamiętnych czasów zapomniane. Ale mocne, piękne, ciepłe, trwałe i absolutnie przyjazne środowisku budynki mieszkalne i inne budynki zostały zbudowane we wsi z lokalnych materiałów i nadal je budują.
Celem, który postawił sobie nasz zespół projektowy, jest zebranie i połączenie starych, sprawdzonych technologii produkcji materiałów budowlanych z nowymi metodami, technologiami i urządzeniami. Połączenie starych i nowych technologii pozwala na podniesienie jakości materiałów budowlanych do najwyższej wysokie poziomy i zmechanizować ich produkcję. Jednocześnie należy osiągnąć konkurencyjną dostępność i niski koszt. Oto, co osiągnęliśmy.
Proponowana dokumentacja przeznaczona jest dla obywateli, którzy mają trudności z zapewnieniem materiałów budowlanych na własne potrzeby przy budowie domu, daczy, garażu, budynków gospodarczych lub przy zakładaniu i rozwijaniu prywatnego, rodzinnego lub kołchozowego gospodarstwa rolnego, a także dla małych przedsiębiorców którzy się zaangażują? Roboty budowlane lub produkcja materiałów budowlanych.
TŁOCZENIE BEZPOŚREDNIE - produkcja absolutnie przyjazna środowisku. Stosując tę technologię można pozyskać materiały budowlane o różnym przeznaczeniu: cegłę, kamień drogowy (kostka brukowa), płytki, okładziny i płyty chodnikowe. Jakość produktów jest wysoka i zależy tylko od jakości stempla i matrycy: powierzchnia jest błyszcząca, wytrzymałość w zależności od ilości i jakości wprowadzonego do mieszanki spoiwa wynosi do 600 kg/cm2. . Nie rozważamy uzyskania materiałów o dużej wytrzymałości ze względu na ich nieekonomiczny charakter.
Przy budowie budynków i konstrukcji jedno-dwupiętrowego składu wytrzymałość cegieł marki M30 jest wystarczająca. Tak więc obliczenia pokazują, że marka M20 powinna wspierać filar murowany (teoretycznie) o wysokości do 80 metrów, ale z uwzględnieniem niejednorodności wytrzymałości muru.
stabilność i margines bezpieczeństwa. Przyjmuje się, że budowanie budynków do dwóch kondygnacji jest całkiem bezpieczne przy układaniu ścian o grubości 45 cm.Przy budowie budynków trzykondygnacyjnych konieczne jest zwiększenie grubości ścian pierwszego piętra do 66 cm.
Prasowanie bezpośrednie ma na celu prasowanie produktów z minimalną ilością wilgoci i wysokim zagęszczeniem wstępnym.
Minimalnie wymagana ilość wilgoci w mieszance, przy użyciu spoiwa cementowego i wstępnego prasowania do 5 kg/cm2 gotowe produkty posiadają zdolność samonagrzewania, tj. suszenie jest intensywniejsze, a w ciągu jednego dnia produkt dojrzewa do stosowania w murze. Całkowite naturalne schnięcie kończy się za tydzień. Produkcja materiałów budowlanych przez bezpośrednie prasowanie półsuchej mieszanki wiąże się z o połowę mniejszym zużyciem spoiw (cement, wapno) niż przy formowaniu wibracyjnym, aw większości przypadków może się bez nich obejść. Podczas formowania wibracyjnego mieszanka betonowa musi mieć wystarczającą ilość wody, w przeciwnym razie jej mobilność będzie niewystarczająca, jednak nadmierna ilość wody zmniejsza końcową wytrzymałość wyrobów (zamknięty krąg), a my obywamy się bez wody.
Produkty betonowe o najbardziej ekonomicznej recepturze
do bezpośredniego prasowania (w stosunku do cementu)
można wykonać zgodnie z zaleceniami systemu INTERBLOK, który zyskał popularność na całym świecie z "murowania na sucho", kruszony drobny - 10 części, piasek - 6 części, cement M4Q0 - 1 część.
Produkty są gotowe do układania po dniu suszenia w dodatniej temperaturze. Wytrzymałość - 30 kg/cm2. Produkty mogą być stosowane w cyklu chłodnym: fundamenty, cokół, nawierzchnie drogowe, krawężniki itp.
Płytka cementowo-piaskowa (lub blok):
piasek - 10 części,
cement - 1-3 części.
Ilość dostępnego cementu zależy tylko od wymaganej wytrzymałości końcowej i gatunku cementu. W przypadku warstwy ochronnej pożądane jest przyleganie w stosunku 10:2. Cement jest klasyfikowany M30G - M400.
Terrabloki (bloki glebowe) przygotowywane są z gleb o zawartości gliny nie większej niż 10%. Nieodpowiednie są: warstwa wegetacyjna i gleby zamulone. W przypadku stosowania gleb chudych do korekty dodaje się glinki. Przygotowana mikstura powinna mieć taką wilgotność, aby garść mikstury zaciśnięta w pięść złapała się w grudkę, ale nie brudziła rąk. Przy stosowaniu gleb tłustych (o dużej zawartości gliny) dodaje się chude dodatki w celu poprawienia składu: piasek, popiół, żużel.
Przydatność gleby jest definiowana na różne sposoby. Jeśli np. nie kruszą się skarpy i ściany rowów lub głębokie koleiny na drogach gruntowych, które nie są zarośnięte trawą, to grunt nadaje się pod budowę murów lub pustaków. Jeśli chodniki nie są zmywane przez deszcz lub grudy ziemi nie rozpadają się na łopacie, wskazuje to na przydatność gleby.
Badana jest również gleba. Biorą wiadro bez dna, kładą je na płaskiej podłodze lub płaskiej, solidnej podszewce. Glebę wlewa się do wiadra warstwami 10-12 centymetrów, a każdą warstwę ubija się, aż ubijak zacznie się odbijać.
Napełniwszy w ten sposób wiadro ziemią, podnosi się je i przewraca na płaskiej desce. Powstały stożek jest chroniony przed deszczem, wiatrem i słońcem przez 8-12 dni. W tym czasie stożek nie powinien się wypaczać ani pękać. Jeśli po dwóch tygodniach spadający z wysokości jednego metra stożek nie pęknie, świadczy to o wysokiej jakości gleby. Powstawanie pęknięć wskazuje, że gleba jest tłusta; jeśli blok się kruszy, gleba jest rzadka. Nie martw się - wszystko można łatwo naprawić.
Do tłustej gleby dodaje się chudy lub piasek, popiół, żużel, ognisko, posiekaną słomę, wióry, drobne cząstki trzciny. Glina jest dodawana do chudej gleby. Niewielka ilość drobnych kamieni, tłucznia i zanieczyszczeń organicznych (do 30%) nie obniża jakości terrabloków. Aby rozjaśnić glebę i zmniejszyć jej przewodność cieplną, zaleca się dodanie pocieszyciela - włóknistych dodatków. Ilość izolacji zależy od zawartości cząstek gliny w gruncie (patrz tabela na następnej stronie).
Można również stosować gleby podobne do lessu, ale należy dodać do nich do 40% drobnego żużla lub do 15% puszystego wapna. Po dodaniu wapna wytrzymałość początkowa po 20-30 latach wzrasta z 15 do 100-120 kg/cm2.
Przygotowując terrabloki według powyższych receptur, należy je naturalnie wysuszyć. Po dwóch tygodniach takiego suszenia wytrzymałość terrabloków będzie większa niż 15-20 kg / cm2, ale wrażliwość na wilgoć pozostanie. Takie bloki najlepiej stosować w przegrodach.
Glina, procent Izolacja, kg / 1 metr sześcienny gleby
cięcie słomy igłą do sieczki przy ognisku
10-15 do 4 do 4 do 3 do 6
15-20 5-8 5-8 3-5 6-10 I
20-30 g
8-10 8-10 5 8 10-15
W celu zwiększenia wytrzymałości i odporności na wilgoć do surowej mieszanki można wprowadzić dodatki: 3-8% cementu niskogatunkowego lub 15-20% wapna puchowego lub 70-90 kg/m3 zrębków torfowych na 1 m3 gleba. Miękisz torfowy zwiększa odporność na wilgoć 10-krotnie, a wytrzymałość bloków nie zmniejsza się. Dodanie cementu do mieszanki powoduje trzykrotny wzrost wytrzymałości za jednym razem. Dodatek wapna do gleby stopniowo zwiększa wytrzymałość, a po 15-20 latach może osiągnąć 100 kg/cm2 lub więcej, w zależności od jakości wapna i wyjściowej mieszanki surowcowej. Przy dodawaniu cementów masę gruntową należy zużyć nie później niż godzinę po jej przygotowaniu. Bardzo najwyższe wyniki(w oszczędności materiałów wiążących) stosując prasowanie bezpośrednie, dają dodatki do surowej mieszanki cementu niskiej jakości 2-4% lub wapna 5-7%. Należy pamiętać, że stosowanie cementu niskogatunkowego przy dodawaniu mieszanek jest bardziej uzasadnione ze względów ekonomicznych i technologicznych.
Przy stosowaniu cementu w gatunku M300 i wyższym pożądane jest obniżenie jego gatunku do M150 i niżej poprzez rozcieńczenie go pyłem żużlowym, popiołem paleniskowym lub piaskiem, który następnie trafia do mieszanki (dla bardziej równomiernego rozprowadzenia go w mieszance). Lepiej jest odbierać pył żużlowy z elektrofiltrów - ma niskie właściwości wiążące i może całkowicie zastąpić cement, dodając go 2-3 razy więcej niż cement niskogatunkowy.
Obecność wody. Przy technologii bezpośredniego prasowania przygotowana mieszanka powinna mieć wilgotność 6-8%, pomimo swojego składu ("sciśnięta w pięść grudka nie brudzi i nie kruszy się). Przy wyższej wilgotności mieszankę miesza się z Suszarka o tym samym składzie, a następnie mieszanie do uzyskania jednorodnych warunków Woda nie jest dodawana - wilgoć w glinie, gleba.
Odniesienie do historii. Słynny dwupiętrowy pałac w mieście Gatchina, który ma 180 lat, przetrwał kilka wojen z bombardowaniami i ostrzałem bez ani jednej szczeliny. Został zbudowany z monolitycznej masy glebowej, której skład może być wykorzystany do produkcji terrabloków (skład w% objętości): żwir o wielkości cząstek 3-7 mm - 4, piasek - 58, pył (ziemia drobna ) - 20, glina - 18. Nie dodano zanieczyszczeń organicznych. Dodano wapno - do 5% całkowitej masy.
Bloki konstrukcyjne są powszechnym materiałem do budowy konstrukcji o różnym przeznaczeniu. Różnią się rozmiarem, składnikami składowymi, metodą produkcji, ale wszystkie są poszukiwanym materiałem konstrukcyjnym ścian. Bloki budowlane produkowane są w warunkach przemysłowych, w gospodarstwo domowe wytwarzamy również wyroby betonowe i bloki żużlowe, co wymaga maszyny do budowy bloczków DIY. W zależności od materiału produkcyjnego produkty te dzielą się na następujące typy:
- beton żużlowy;
- beton;
- gazobeton;
- piankowy beton włóknisty;
- styrobetonu.
Bloczki żużlowe jako materiał budowlany
Blok żużlowy odnosi się do standardowych wyrobów betonowych, tylko zamiast ciężkiego żwiru i tłucznia stosuje się kruszywo w postaci żużla odpadowego. Taka wymiana nadaje materiałowi lekkość w porównaniu z betonem oraz dodatkowe właściwości termoizolacyjne, ponieważ żużel korzystnie wypada w porównaniu z ciężkim i gęstym tłuczkiem kamiennym pod względem przewodnictwa cieplnego.
Produkcja bloków żużlowych zapewnia dokładne dozowanie składników w roztworze, a mianowicie:
- gatunek cementu nie niższy niż 400 lub 500, pobierana jest jedna część (wiadro);
- piasek z kamieniołomu, 3 części (wiadra) są zagniatane;
- żużel, cegła palona, keramzyt, materiał ten dodaje się w ilości 5 części (wiader);
- woda.
Aby uzyskać bloki żużlowe o takiej samej jakości jak w fabryce, stosuje się roztwór o średniej lepkości konsystencji. Płynny roztwór zmniejszy wytrzymałość bloków, a gruby po zestaleniu stworzy wewnątrz niekontrolowane puste przestrzenie.
bloczki betonowe
Bloki budowlane z cementu, piasku i żwiru są używane do budowy ścian i innych konstrukcji, jeśli wymagana jest zwiększona wytrzymałość. Stosunek składników do betonu standardowego przyjmuje się w stosunku 1:3:6, inne opcje mieszanki betonowej są opisane w podręcznikach budowniczych i zależą od marki użytego cementu, wielkości kruszywa i rodzaju piasek.
Bloki trocin budowlanych
Do budowy budynków mieszkalnych, domków letniskowych, domków letniskowych stosuje się lekki i ciepły materiał ścienny z trocin, piasku i wody. Spoiwem w roztworze jest wapno. Ilość materiału dodanego do roztworu zmienia właściwości produktu końcowego. Wzrost masy trocin prowadzi do wzrostu właściwości termoizolacyjnych, ale przyczynia się do spadku wytrzymałości. Wraz ze wzrostem ilości piasku w roztworze następuje wzrost wytrzymałości, natomiast wzrasta granica mrozoodporności, co zwiększa właściwości użytkowe materiału. Bloczki są szeroko stosowane w budownictwie mieszkaniowym jako okładzina do izolacji konstrukcji.

Główne zalety bloków to dostępność materiałów i niska cena, długa żywotność bez zniszczenia, przyjazność dla środowiska materiału, łatwość produkcji. Dostępna do produkcji fabryka klocków do samodzielnego montażu jest popularna wśród rzemieślników domowych. Beton trocinowy charakteryzuje się wydłużonym czasem schnięcia, dlatego wewnątrz produktu wykonuje się kilka otworów przelotowych poprawiających pobór powietrza.
Wymiary bloczków trocinowych nie są ściśle regulowane, ich szerokość przyjmuje się jako wielokrotność grubości ścianki. Jeśli mówimy o standardowych rozmiarach, bloki wykonuje się zgodnie z podwójną grubością cegły (140 mm - 65x2 + 10 cm). Przy produkcji kamieni trocinowych najpierw miesza się suche składniki, następnie dodaje się wodę, do pracy używa się mieszarek do zapraw.
Bloczki z betonu komórkowego
Ich przygotowanie obejmuje złożony proces nasycania roztworu gazami, trudny do odtworzenia w warunkach domowych. Bloczki z betonu komórkowego wyróżniają się lekkością, wysoką izolacją akustyczną, właściwościami termoizolacyjnymi.
Produkty z pianobetonu włóknistego do murowania
Pianobeton włóknisty jest zasadniczo przyjaznym dla środowiska materiałem ściennym zawierającym piasek, piankę i cement. Zaawansowane technologicznie maszyny do budulca natryskują piankę w masie roztworu, tworzy jednolite, zamknięte cząstki przestrzeni. Aby zwiększyć wytrzymałość bloków, producenci stosują w całej masie wzmocnienie z włókien poliamidowych. Taki materiał ścienny jest bardzo wytrzymały, nie gnije, lekki i wytrzymały.
Bloki z ich pianobetonu włóknistego są produkowane w różnych rozmiarach. Do ściany nośne użyj 20x30x60 cm, co waży 22 kg. Do zbudowania ściany z cegły tego samego rozmiaru potrzeba 18 kamieni, ważą 72 kg. Bloczki o mniejszej grubości (10 cm) wykorzystywane są do budowy ścian wewnątrz budynku, przegród, służą do ocieplania stropów i ścian. Przewodność cieplna pianobetonu włóknistego jest 2,7 razy mniejsza niż cegły i 2 razy mniejsza niż betonu żużlowego i skał łupkowych.
Duży rozmiar bloczków zmniejsza zużycie zaprawy cementowo-piaskowej do murowania 20-krotnie w porównaniu do budowy muru z małych kamieni. Pianobeton włóknisty nie pali się, nie zmienia kształtu pod wpływem wysokich temperatur i nie emituje szkodliwych zanieczyszczeń po podgrzaniu.

Bloki styrobetonu
Materiał należy do kolejnej odmiany lekkich bloczków betonowych ściennych. Od standardowego betonu różni się lepszymi parametrami użytkowymi i niższymi kosztami produkcji. Innowacyjny materiał ścienny przewyższa wszystkie znane lekkie betony pod względem masy, nawet pianobeton jest od niego półtora raza cięższy. Dzięki temu wskaźnikowi domy budowane są bez zwykłego masywnego fundamentu, a koszt transportu materiału jest zmniejszony.
Produkcja bloków styropianowych polega na starannym wymieszaniu cementu, piasku, cząstek styropianu oraz specjalnych dodatków, aby zatrzymać powietrze w masie całkowitej. Inne Charakterystyka fizyczna materiał stawia go o krok powyżej zwykłych materiałów. Niska nasiąkliwość i paroprzepuszczalność sprawia, że styropian jest odporny na wielokrotne zamrażanie i rozmrażanie, co wpływa na trwałość wznoszonych konstrukcji. Po wykonaniu ścian ze standardowych materiałów w ciągu roku następuje nieznaczny skurcz. W przypadku bloków styropianowych taki czas nie jest oczekiwany.
Instalacja do produkcji klocków własnymi rękami
Do produkcji konstrukcje budowlane użyj specjalnego urządzenia, które działa na zasadzie procesora wibracyjnego.
Taką maszynę wibracyjną lub stół wibracyjny projektuje się niezależnie. Instalacja „zrób to sam” do produkcji klocków konstrukcyjnych znacznie obniża koszt odpowiednio klocków i ścian domu.
Przygotowanie roztworu
Roztwór jest przygotowywany z piasku, cementu, wody i kruszywa, które są używane jako różne materiały, jak opisano powyżej. Aby sprawdzić konsystencję roztworu pod kątem płynności, niewielką ilość wyrzuca się na ziemię. Wysokiej jakości mieszanka nie rozpływa się w wodnistych strumykach, ściśnięta w pięść skleja się w grudkę.

Produkcja bloków żużlowych polega na dokładnym oczyszczeniu żużla z obcych szczątków, wióry i niespalone części węgla nie mogą dostać się do roztworu. Czasami do roztworu dodaje się gips. W tym przypadku miesza się trzy części żużla i jedną część gipsu, jednocześnie wprowadza się wodę. Ta zaprawa jest szybko używana, ponieważ tynk twardnieje w ciągu kilku minut. Żużel wstępny przed wyrabianiem nasącza się wodą. Aby poprawić jakość produktów na wylocie, do roztworu dodawane są nowoczesne dodatki zmiękczające. Ich działanie zwiększa mrozoodporność, wodoodporność i wytrzymałość mechaniczną bloczków.
W zależności od przeznaczenia wykonuje się dwa rodzaje bloczków betonowych - pełne i puste. Te pierwsze służą do budowy trwałe konstrukcje, ściany nośne, fundamenty. Drugi rodzaj bloczków służy jako materiał przegrodowy, dobrze izoluje od zimnych i obcych dźwięków.
Produkcja bloczków betonowych bez stołu wibracyjnego
Spośród tych dwóch technologii coraz większe zapotrzebowanie na zastosowanie drewnianej formy, która umożliwia naturalny przepływ zaprawy bez wibracji. Umieszczenie rozwiązania w przygotowanej formie odbywa się w kilku etapach. Najpierw pojemnik jest napełniany jedną trzecią roztworu, po czym ściany formy są ostrożnie uderzane młotkiem na obwodzie w celu uzyskania wysokiej jakości skurczu roztworu betonu. W kolejnych dwóch etapach roztwór przelewa się według oryginalnej technologii, aż do napełnienia formy. Produkcja cegiełek z pustymi przestrzeniami obejmuje technikę, w której do nieutwardzonego roztworu wkłada się dwie plastikowe butelki z wodą, które po zestaleniu są usuwane.
Formy pozostawia się do wyschnięcia na 2-5 dni. Następnie bloki są ostrożnie usuwane ze składanej konstrukcji i układane na paletach aż do całkowitego wyschnięcia. przy tej metodzie produkcji nie jest wymagany zakup.
Z narzędzi i osprzętu potrzebne będą: sito do przesiewania piasku, formy do zaprawy, koryto do mieszania lub betoniarka, młotek do gwintowania, wiadro, łopata, kielnia, tace do suszenia.
Sposób wykonywania bloków za pomocą maszyny wibracyjnej
Aby to zrobić, maszyna wibracyjna do bloków żużlowych jest kupowana lub produkowana niezależnie. Na płaszczyźnie maszyny montowana jest specjalna forma z metalu, do której w jednej trzeciej wlewa się mieszankę betonową z kruszywem żużlowym. Następnie stół wibracyjny jest podłączony do działania do 20 sekund, co pozwala usunąć wszystkie niepotrzebne pęcherzyki powietrza z roztworu, a cement uzyska dobry skurcz. Roztwór wlewa się do formy trzy razy. Bloki wyjmuje się z formy w taki sam sposób, jak przy produkcji bezwibracyjnej.

Blok żużlowy nie toleruje przesuszenia podczas upałów na otwartych promieniach słońca, dlatego w upalne dni jest spryskiwany wodą i przykrywany ceratą lub celofanem, aby wilgoć nie odparowywała tak aktywnie. Uformowane, całkowicie wysuszone bloczki betonowe w 28 dniu uzyskują 100% wytrzymałości, po czym są gotowe do użycia w budownictwie.
Cechy produkcji bloków żużlowych
Formy są wykonywane niezależnie, przy użyciu metalu lub drewna, deski mają szerokość co najmniej 190-200 mm. Są one łączone w prefabrykowaną konstrukcję, której boczne części są odłączane w celu usunięcia gotowego bloku. W ogólny projekt do układania betonu łączy się nie więcej niż 6 komórek. Gotowa konstrukcja osadzony na gęstym wodoodpornym materiale, takim jak cerata, tworzący spód formy.
Jeśli jako materiał na formę wybiera się drewno, jest ono wstępnie impregnowane lub podkładowe w celu zwiększenia odporności na wilgoć. Formy wykonane są z suchego drewna. Warunki te są spełnione, w przeciwnym razie w trakcie pracy drzewo odciągnie się od wody, a wymiar geometryczny blok. standardowe rozmiary kamienie są uważane za 400x200x200 mm, ale każdy prywatny producent wykonuje bloki na własną konstrukcję.
W przypadku matryc metalowych pobierane są arkusze o grubości nie większej niż 3-4 mm. Podczas spawania konstrukcji wszystkie spawy wykonuje się od zewnątrz, aby nie zaokrąglać rogów bloku. Pustki wewnątrz bloku żużlowego są wykonane z kawałków metalowych rur o odpowiedniej średnicy, na przykład 80 mm. Kontrolowana jest odległość między rurami i odległość od ścian, kompozycja jest zgrzewana paskami dla sztywności i mocowania.
Jeśli robione są urządzenia do produkcji klocków, to przy mocowaniu wibratora do stołu, po dokręceniu nakrętek, są one jeszcze lekko spawane przez spawanie. Silnik musi być zamknięty pokrywa ochronna z wszelkich materiałów od rozprysków roztworu, wody, kurzu.

Technologia produkcji bloczków trocinobetonowych
Dostępne materiały nie są wstępnie przetworzone, ale można je kupić w każdym sklepie z narzędziami, więc natychmiast po zakupie zaczynają robić bloki piasku, wapna i trocin. Do mieszania zaprawy używa się betoniarki lub mieszarki do zapraw, ponieważ ręczne mieszanie odpadów drzewnych jest trudne.
Suche trociny, przepuszczone przez duże sito, miesza się z piaskiem i cementem. Do roztworu dodaje się wapno lub ugotowane ciasto gliniane. Powstała mieszanina jest dobrze wymieszana i dopiero po dodaniu wody, stopniowo wlewając ją małymi porcjami. Aby określić gotowość roztworu, ściska się go w dłoni, po czym na grudce powinny pozostać odciski palców, co wskazuje na prawidłowe proporcje.
Przed wypełnieniem form zaprawą, obkłada się je cienką warstwą trocin. Otwory wewnętrzne w bloczkach wykonuje się za pomocą drewnianych kołków o wielkości około 70-80 mm, które montuje się w matrycy przed wylaniem zaprawy. Materiał klocków konstrukcyjnych jest ciasno upakowany w formie za pomocą specjalnego ubijaka. Pojemnik jest napełniany do góry i pozostawiany do wyschnięcia na trzy dni. Po upływie tego okresu roztwór zyskuje około 40% wymaganej wytrzymałości.
Formy są demontowane, a bloki suszone przez kolejne cztery dni, po czym wytrzymałość osiąga 70% zalecanego limitu. Gotowe produkty są przenoszone na palety i przykrywane bezpośrednio promienie słoneczne. Suszenie bloków jest szybsze, jeśli podczas przechowywania między produktami pozostaną szczeliny. Zaleca się umieszczanie palet w przeciągu lub stosowanie wentylatora do wymuszonego przepływu powietrza.
Bloczki trocinobetonowe zyskują 100% wytrzymałości po wyschnięciu przez 3 miesiące, ale mogą być używane po miesiącu wietrzenia. W tej chwili ich siła wynosi 90%.
Obrabiarki i urządzenia
Aby wykonać liczbę bloków niezbędną do budowy, kupują gotową maszynę do wibroformowania. Marka TL-105 wyróżnia się dobrymi osiągami. I choć jego moc wynosi tylko 0,55 kW, produkuje na godzinę około 150 bloczków betonowych z różnymi kruszywami. Jego przybliżony koszt na rynku wynosi około 42 800 rubli. Współcześni producenci obrabiarek produkują wiele odmian maszyn do produkcji bloków z dodatkowe funkcje. Ceny obrabiarek są różne, a od tego zależy bezpośrednio koszt bloków konstrukcyjnych.
W przypadku małej prywatnej konstrukcji odpowiednia jest maszyna wibracyjna 1IKS, kosztuje około 17 000 rubli, jej moc wynosi tylko 0,15 kW, produkuje taki sprzęt 30 bloków na godzinę. Kupując maszynę należy wziąć pod uwagę poziom produkcji bloków na potrzeby budownictwa.

Podsumowując, należy zauważyć, że wykonanie klocków własnymi rękami pozwoli zaoszczędzić sporo pieniędzy na produkcji produktów. Koszt nie uwzględnia wynagrodzenieże pracownik jest opłacany. Koszty ogólne i produkcyjne, podatki i inne odliczenia nie są dodawane do kosztu bloku, dzięki czemu materiał budowlany jest tańszy niż dom.
Nie jest tajemnicą, że przy wyborze materiału budowlanego zwykły konsument zwróci uwagę na produkty niedrogie i proste pod względem technologicznym.
Blok żużlowy, a teraz, podobnie jak wiele lat temu, przyciąga kupujących imponującymi parametrami technicznymi:
- siła,
- mrozoodporność,
- gęstość,
- przewodność cieplna,
- a także możliwość znacznego obniżenia kosztów budowy, zarówno masowej jak i indywidualnej.
Jedną z niewątpliwych zalet bloczków ściennych jest to, że można je wytwarzać ręcznie na użytek własny oraz na sprzedaż.
Małe zakłady do produkcji materiału nie wymagają znacznych nakładów kapitałowych i dużych powierzchni produkcyjnych. Ważne jest również, aby same bloki żużlowe oraz urządzenia wibroformujące, na których są produkowane, nie podlegały obowiązkowej certyfikacji.
Klasyfikacja bloków żużlowych

Niemniej jednak producenci bloków stosują następującą klasyfikację produktów według przeznaczenia i ich rozmiarów:
- Kompletny blok (pusty lub pełny) ma wymiary 390x190x188 mm;
- Półblok (pusty) - 390x120x188 mm lub 390x90x188 mm;
Waga bloku pełnego waha się między 25-28kg, pustaka - 18-23kg, a półbloku - 10-13kg.
Według liczby pustek rozróżniają:
- solidne bloki- najtrwalsze, stosowane przy budowie cokołów, konstrukcje nośne słupów;
- Puste bloki- układa się z nich ściany i przegrody wewnętrzne. Ich charakterystyka zależy od udziału procentowego pustek w stosunku do masy kamienia i rodzaju ubytków w jego wnętrzu:
- 40% pustki zapewnia najwyższą przewodność cieplną i najniższą wytrzymałość;
- 30% pustka gwarantuje idealną równowagę wytrzymałości i właściwości termoizolacyjnych;
Uważa się, że produkty z pustymi przestrzeniami lub owalny kształt- najtrwalsze, a z kwadratowymi - łatwe w montażu, gdyż pękają równomiernie bez użycia narzędzi.
W dużych fabrykach do produkcji bloków żużlowych opanowali technologię wytwarzania produktów z przednią powierzchnią do tekstury dziki kamień. Odbywa się to za pomocą specjalnego formy poliuretanowe. Dzięki różnym dodatkom barwiącym możliwe jest nadanie bloczkom ściennym różnych kolorów, co pozwala zaoszczędzić pieniądze i czas na dekorację zewnętrzną budowanych budynków.

Surowce potrzebne do produkcji bloczków ściennych
Główne komponenty do produkcji bloków żużlowych:
- spoiwo;
- podsadzkarz;
- woda;
- różne plastyfikatory i modyfikatory betonu.
Jako spoiwo stosuje się zarówno cement (niskie i wysokie gatunki) jak i gips wolnotwardyjący. Podsadzkarz:
- piasek,
- gruz,
- walka ceglana,
- trociny,
- torf,
- popiół,
- keramzyt,
- wióry marmurowe itp.
Notatka! Plastyfikatory zapewniają wyższą wytrzymałość gotowych wyrobów, zwiększają odporność na wilgoć i mróz.
Samodzielna produkcja bloków żużlowych w sposób zmechanizowany
Decydując się na produkcję paneli ściennych musisz mieć niezbędna wiedza, niewielka ilość pieniędzy, wolnego miejsca i czasu.
Aby zorganizować produkcję, będziesz potrzebować następującego sprzętu:
- Betoniarka;

- Stół wibracyjny;

- Formy metalowe (możesz je wykonać samodzielnie). Do dna należy przyspawać 2-3 rury o średnicy 5-8 cm, tworząc puste przestrzenie, a po bokach znajdują się uchwyty ułatwiające przenoszenie wypełnionych formularzy do miejsca przechowywania.

Powiązane artykuły:
Etapy procesu
Technologia produkcji bloków żużlowych wymaga pewnych umiejętności i doświadczenia nabytego w procesie wytwarzania wyrobów.
- Za pomocą betoniarki przygotowuje się półsuchą mieszankę betonową składającą się z cementu (gipsu), wypełniacza i niewielkiej ilości wody;
- Gotowy roztwór wlewa się do formy, którą umieszcza się na stole wibracyjnym. Proces wibrokompresji (ubijania) trwa od 10 do 90 sekund w zależności od mocy stołu. Ponadto forma odnosi się do miejsca przechowywania, odwraca się i po ostrożnym stuknięciu jest usuwana.
Notatka! Gotowy bloczek nie powinien się rozprzestrzeniać ani kruszyć, jeśli to nastąpi, mieszanka betonowa nie była wystarczająco sztywna lub nadmiernie wilgotna.
- Wzmacnianie (utwardzanie) produktów w naturalnej temperaturze potrwa od 1,5 do 3 dni. Jeśli do suchego roztworu dodano relaksol, fuleron lub inne dodatki, czas ten ulega znacznemu skróceniu.
- Całkowite utwardzenie bloczków zajmie 20-27 dni w temperaturze 18*C. Pożądane jest, aby wilgotność w pomieszczeniu była wysoka - pomoże to uniknąć wysychania produktów.
Jeśli produkujesz bloki żużlowe na sprzedaż, to zastosowanie regałów wielopoziomowych pozwoli Ci na najbardziej efektywne wykorzystanie powierzchni produkcyjnej.
Wykonywanie bloków ściennych w sposób rękodzielniczy
Jeśli planujesz zbudować mały budynek na stronie lub potrzebujesz niewielkiej liczby bloków żużlowych, nie możesz wydawać pieniędzy na zakup stołu wibracyjnego. Potrzebny będzie pojemnik do mieszania zaprawy (najlepiej nadal betoniarka) i formy do wylewania.
Formy można wykonać niezależnie w dowolnym rozmiarze. Jeśli zamierzamy suszyć bloki żużlowe bezpośrednio w formach, a proces suszenia trwa około jednego dnia, to ich ilość powinna wystarczyć na dzienne tempo produkcji (30-50 sztuk).
Formy wykonane są zarówno z metalu jak i drewna. W celu zaoszczędzenia materiałów najlepiej jest produkować moduły, gdy kilka bloków jest wylewanych jednocześnie w jednej formie składającej się z ogniw.

Notatka! Jeśli zdecydujesz się użyć drewniane formy, do ich produkcji potrzebna jest tylko deska strugana lub polerowana, bez pęknięć i sęków. Oczywiście cena takiego materiału jest wyższa, ale wtedy nie będziesz się spodziewać trudności przy wyciąganiu bloków z form, a ich krawędzie będą równe i gładkie.
Przed rozpoczęciem pracy należy zastanowić się, jaki kształt i ile pustych przestrzeni można spodziewać się w produkcie. Zwykle puste przestrzenie są zaokrąglane butelką szampana, w ilości dwóch lub trzech na blok. Dlatego musisz mieć wystarczającą ilość dostępnych butelek.
Etapy pracy
Instrukcja wytwarzania bloków ściennych w sposób rzemieślniczy jest podobna do zmechanizowanej:
- Przygotowanie roztworu betonu. Ponieważ proces ubijania i wibrokompresji w produkcji rzemieślniczej nie jest przewidziany, roztwór jest przygotowany płynnie i jednorodnie.
- W gotowe formularze roztwór jest nalewany. Mieszanka powinna wypełnić całą formę.
- Butelki wkłada się do już wypełnionej formy, usuwa się nadmiar roztworu, a powierzchnię bloku dokładnie wyrównuje;
- Po 4-5 godzinach, po zestaleniu się roztworu, butelki są wyjmowane, a bloki pozostawia się w formach do wyschnięcia na kolejne 20 godzin;
- Po jednym dniu bloki są ostrożnie wyjmowane z form i układane w stosy do dalszego suszenia na płaskim terenie chronionym przed deszczem i słońcem.

Po 28 dniach możliwe będzie wykorzystanie pustaków żużlowych w budownictwie. W tym czasie całkowicie wyschnie i nabierze siły.
Ważny punkt
Proporcje składników mieszanki betonowej określane są jedynie empirycznie, na podstawie cech surowca, cech urządzeń produkcyjnych oraz warunków lokalnych.
Szczególnie należy dokładnie sprawdzić niezbędne proporcje wody: jej nadmiar doprowadzi do tego, że podczas formowania bloki mogą płynąć i tracić swoje kształt geometryczny wadą jest to, że po wyjęciu z form produkty mogą się zapadać i kruszyć.
Nie zniechęcaj się, jeśli pierwsza partia bloków żużlowych nie działa dla Ciebie. Doświadczenie przyjdzie z czasem - eksperymentuj!
Streszczenie
O cechach technologicznych produkcji bloków żużlowych opowiedzieliśmy na dwa sposoby: zmechanizowany i rzemieślniczy. W prezentowanym filmie w tym artykule znajdziesz dodatkowe informacje na ten temat.
Zorganizowanie działalności w zakresie produkcji bloków żużlowych nie jest trudne: technologia jest prosta, surowce są tanie. Wymagane jest jednak dokładne obliczenie rentowności. Tej niszy nie można nazwać darmową, co oznacza, że produkty muszą być konkurencyjne pod względem jakości i ceny.
tani materiały ścienne są poszukiwane przy budowie domków letniskowych, garaży, budynków gospodarczych, a czasem obiektów przemysłowych. Produkcja bloków żużlowych jako działalności gospodarczej jest atrakcyjna ze względu na prostą technologię, taniość surowców oraz szerokość rynku zbytu. Obecnie do ich produkcji wykorzystuje się nie tylko żużel, ale i inne wypełniacze. Przestarzała nazwa silnie kojarzy się z niskogatunkowym materiałem budowlanym z czasów sowieckich, z którego zwyczajowo budowano głównie obory. Nowoczesne bloki mają z tym niewiele wspólnego, często nazywane są przez skład głównych komponentów lub technologię wykonania.
Surowce, odmiany, certyfikacja
W rzeczywistości każdy blok żużlowy jest sztucznym kamieniem budowlanym uzyskanym z zaprawy betonowej. Skład 80 - 90%: żużel kotłowy, odpady z produkcji hutniczej, kruszony granit i skratki, tłuczona cegła, piasek. Coraz większą popularnością cieszą się nowoczesne, przyjazne dla środowiska komponenty: keramzyt (keramzyt), drewno-beton (pelety, trociny), styropian (porowate tworzywa sztuczne). W zależności od tego powstaje szeroka gama nazw gotowego produktu. Masę wiążącą reprezentuje cement, niekiedy z zastosowaniem dodatków uplastyczniających, które przyspieszają proces twardnienia (tab. 1).
Planując produkcję bloków żużlowych, musisz mieć odpowiedzi na trzy główne pytania:
- jakie materiały są dostępne do użycia jako wypełniacz;
- jakie rodzaje kamienia są poszukiwane w danym obszarze;
- co bardziej opłaca się wykorzystać jako zaletę: cenę lub jakość produktów.
Najciekawsze jest to, że blok żużlowy nie podlega obowiązkowej certyfikacji. W przeciwieństwie do składników składowych: cement, piasek, żwir, dodatki chemiczne – muszą być zgodne ustalone standardy. W razie potrzeby producent może przekazać go dobrowolnie w dowolnym odpowiednim laboratorium. Jednocześnie produkty zostaną sprawdzone pod kątem zgodności z GOST 6665-91 „Betonowe kamienie ścienne. Dane techniczne”. Będzie to wymagało:
- zaświadczenie o rejestracji państwowej (OGRN, NIP);
- specyfikacje, jeśli istnieje (JT);
- zgłoszenie i dane firmy.
Nieobecność gościa z jednej strony rozwiązuje ręce, z drugiej rodzi pewne problemy. Kupujący krytycznie odnoszą się do bezpodstawnych oświadczeń sprzedawcy, a obecność certyfikatu jest przekonującym argumentem przy wyborze materiału budowlanego. Szczególnie nie jest mile widziane wykorzystanie odpadów przemysłowych - takie produkty trudno przypisać materiałom przyjaznym dla środowiska.
Technologia produkcji bloczków żużlowych
Pełny cykl produkcji kamienia budowlanego obejmuje:
- ugniatanie początkowej półsztywnej mieszanki w mieszarce lub betoniarce;
- ładowanie betonu do matrycy (z wykrojnikiem lub bez);
- wyrównanie mieszanki, uszczelnienie narożników (do załadunku ręcznego);
- zagęszczanie roztworu za pomocą wibracji (od 2 do 30 sekund) i nacisku;
- formowanie przez podniesienie matrycy; blok pozostaje na podłodze lub palecie;
- transport gotowych produktów na miejsce końcowego suszenia.
Sztywne rozwiązanie nie pozwala na kruszenie się kostki po sprasowaniu i utratę kształtu po wyschnięciu. Temperatura w pomieszczeniu roboczym musi wynosić co najmniej 1°C. Zestalenie w stopniu umożliwiającym przeładunek następuje w ciągu 1,5 – 4 dni. Przy dodawaniu specjalnych plastyfikatorów skraca się do kilku godzin. Ostateczne dojrzewanie odbywa się na stojakach lub na ulicy, w naturalnej temperaturze przez miesiąc. Wilgotność powinna być wysoka, czasami stosuje się gotowanie na parze.
Popularne typy sprzętu
Zasada działania, a także wydajność większości mechanicznych, półautomatycznych maszyn niewiele się od siebie różni. Przy wyborze zwraca się raczej uwagę na niezawodność materiałów, cechy konstrukcyjne, łatwość użycia. Konwencjonalnie można je podzielić na trzy grupy:
- proste maszyny mechaniczne wykorzystujące Praca fizyczna, (popularnie znany jako „żywopirki”); z wibratorami małej mocy lub bez nich;
- wibroprasy półautomatyczne wyposażone w dodatkowe elementy ułatwiające pracę: mechanizm podnoszący, wycofanie itp.;
- linie automatyczne, w tym betoniarki wymuszone, wiadra z dozownikami, przenośniki, wibroprasy w jednym procesie.
Jeśli mówimy o małych firmach, to większość używa obrabiarek i wibropras. Na przykład jeden z największych sklepów internetowych ma 175 ofert sprzedaży sprzętu do produkcji bloków żużlowych. Zastanów się, co oferują producenci.
1 Maszyny mechaniczne z wibratorem niska moc.
W całkowitej wielkości dostaw zajmują około pół - 80 sztuk w cenie do 50 000 rubli. Sprzedawanych jest około 40 modeli w cenach do 25 000 rubli (RMU-1, Strom-unique, 1X Universal, Mars, M3 K). Zasada działania „uproszczonej” wibracji polega na tym, że pozwala ona na nadanie kształtu półsztywnej masie betonowej za pomocą matrycy.
Większość z tych urządzeń (ryc. 1) ma wydajność 200 - 1000 bloków dziennie. Mieszanie zaprawy, podawanie do form, wyrównywanie odbywa się ręcznie. Różnią się one mocą silnika elektrycznego, ilością matryc (od 1 do 4 sztuk), konstrukcją mechanizmu podnoszącego, możliwością cofania maszyny. Praca nad nimi to ciężka praca fizyczna, trudno utrzymać geometrię produktów.

Część maszyn o podwyższonych wibracjach kosztujących 50 000 - 100 000 rubli można również przypisać do tej kategorii (ryc. 2). Liczba propozycji to około 30. W zasadzie nie różnią się one od swoich odpowiedników o małej mocy. Zwykle mają większą ilość matryc (do 8 sztuk), niektóre modele mają stół, inne mają mechanizmy kołowe i tak dalej.

Według konkretnych praktyków biznesu wzrost liczby matryc nie prowadzi do bezpośredniego wzrostu wydajności. Wydajność jest względna, gdy rozmawiamy o pracy ręcznej lub częściowo zmechanizowanej. Takie maszyny są trudniejsze w utrzymaniu, muszą być obsługiwane przez co najmniej dwie osoby. Praktycznie nie obniżają kosztów, ale są droższe.
2 Półautomatyczne wibroprasy hydrauliczne.
Do tej grupy należą maszyny, urządzenia kosztujące od 170 000 do 470 000 rubli (Stroy-Profi-4, Sirgis-3, Rifey, Skala 15ML, Mastek-Meteor, Universal). Zazwyczaj są przeznaczone do produkcji 3 - 4 bloczków na cykl, nacisk na masę betonową 2000 - 5000 kg, czas prasowania do 30 sekund. Istotna zaleta (oprócz ułatwienia pracy fizycznej) - wysoka jakość produkty. Sprzęt kształtujący (matryca, stempel) zapewnia dokładną geometrię. Wydajność jest pozycjonowana na 120 - 180 sztuk / godzinę, czyli od 1000 do 2000 na zmianę.
Osobliwości:
- sterowanie automatyczne, półautomatyczne; minimalna praca fizyczna;
- wysoka jakość, dobra geometria wyrobów, różne rodzaje blok;
- dodatkowe wyposażenie do produkcji obrzeży, płyt chodnikowych;
- bunkry rozładunkowe, przenośniki taśmowe; sprężyny tłumiące;
- możliwość łączenia zgodnie z innym sprzętem;
- wydawanie bloków z powierzchnia dekoracyjna: gładkie, karbowane, pod kamieniem.

3 Mini-fabryki do produkcji bloków żużlowych.
Cena zautomatyzowanych linii realizujących pełny cykl produkcyjny od wymuszonego mieszania masy wyjściowej w betoniarce, od automatyczne podawanie, prasowanie i suszenie (na parze) - od 2 do 5 milionów rubli. Wyróżniają się wysoką wydajnością, produkując do 400 gotowych bloków (80 palet) na godzinę pracy, z reguły wyposażone są w zestaw wymiennych modułów do produkcji innych rodzajów wyrobów betonowych (do 350 szt.) . W skład zestawu wchodzą betoniarki wymuszone, prasy wibracyjne dużej mocy, stoły wibracyjne, wiadukty. Takie mini-fabryki są produkowane przez Mastek LLC i niektórych innych producentów (ryc. 3).

Inwestycje, zwrot, rentowność
Bloczki żużlowe to drobnoelementowe wyroby betonowe wraz z betonem komórkowym (bloki piankowe i gazowe). Główną zaletą jest niska cena. Cechą jest zapotrzebowanie sezonowe, ponieważ budowę preferuje się w okresie letnim. Ponadto materiały ścienne z kamienia nie są w równym stopniu poszukiwane w poszczególnych regionach. Pośrednio zapotrzebowanie można oszacować na podstawie rozmieszczenia głównego konkurenta – cegieł (rys. 5).

Wysokość inwestycji uzależniona jest od rodzaju zakupionego sprzętu, dostępności wypełniacza (głównie materiałów lokalnych) oraz kosztu cementu - to najdroższa część surowca.
Na przykład obliczmy koszt 1 bloku żużlowego w cenach Uralu Środkowego w 2015 roku.
- cement - 9,28 rubla. (3,5 kg);
- przesiewanie granitu - 1,12 rubla. (9,3 kg);
- piasek - 3,16 rubla. (9,3 kg);
- e / energia - 0,44 rubla;
- wynagrodzenie - 2,18 rubla.
Całkowity: koszt na jednostkę produkcji wynosi 16,17 rubli. Rok temu było to około 12,24 rubla.
Za 9 miesięcy 2015 roku Średnia cena dla cementu wzrosła o 1,9% i wyniosła 3931 rubli za tonę w październiku (2858 rubli za analogiczny okres w 2014 r.). A jego zużycie zmniejszyło się o 11% (rys. 6).

Koszt jednego standardowego bloku żużlowego wynosi od 27 do 29 rubli za sztukę, blok z gliny ekspandowanej jest droższy: od 37 do 39 rubli. Na pierwszy rzut oka rentowność wydaje się wysoka, ale do tego trzeba jeszcze doliczyć koszt wyposażenia, wynajmu pomieszczeń pod produkcję i magazynowania.
Inne rzeczy do rozważenia podczas planowania:
- materiały budowlane charakteryzują się nieelastycznym popytem - obniżka cen ma niewielki wpływ na wielkość sprzedaży; kupujący preferuje jakość, ponieważ okres użytkowania jest długi;
- nie polegać na parametrach użytkowych sprzętu określonych przez producenta; w rzeczywistości jest zwykle niższy o 15-20%;
- na początku pracy czas poświęcony będzie na dobranie optymalnych proporcji składników, przetestowanie technologii – jakość produktu w dużej mierze zależy od zastosowanego sprzętu i składu mieszanki.
Streszczenie
Zdecydowanie nie można powiedzieć, czy produkcja bloków żużlowych jest opłacalna, czy nie. W każdym przypadku należy wziąć pod uwagę ogromną liczbę czynników lokalnych: popyt, dostęp do taniego (lub nawet bezpłatnego) wypełniacza, liczbę konkurentów, koszty pracy w regionie, jej organizację, koszty dostawy, jakość produktu. Wszystko zależy od tego, jaki jest cel przedsiębiorcy: zarabiać na życie dla rodziny, czy osiągnąć określony poziom biznesowy.
Najtrudniejszą rzeczą w tym biznesie jest znalezienie niszy na rynku sprzedaży. Biznes jest bardziej udany dla tych, którzy podróżują „na ramionach budowniczych” - to znaczy zaczynają pracę z pewnymi gwarancjami. Dla tych, którzy polegają na kliencie końcowym, jest to trudniejsze. Chociaż teraz, w czasie kryzysu, zaczęli zamawiać usługi mniej, budować na własną rękę – więcej.