Zelfgemaakte buigmachines voor profielbuizen. Ideeën van meesters: hoe maak je met je eigen handen een pijpenbuiger voor een profielpijp
In de bouw is het vaak nodig om metalen strips of buizen te buigen. Als het niet mogelijk is om werkplaatsen te bezoeken die gespecialiseerd zijn in dit onderwerp, is er een pijpenbuiger gemaakt voor profiel pijp met je eigen handen. Met een soortgelijk gereedschap bij de hand, is het gemakkelijk om hekjes, bogen voor te maken klimplanten en druiven. Het zal ook helpen bij de vervaardiging van tuinhuisjes, schuren, bijgebouwen of kassen, hekken en zelfs metalen frames voor meubels.
Hoe ziet een pijpenbuiger eruit?
Een pijpenbuiger is een speciaal apparaat dat helpt bij het soepel vervormen van buizen van staal, aluminium, koper, polyvinylchloride en andere materialen. De bocht wordt gemaakt van 0 tot 180˚ als de diameter varieert van 5 tot 1220 mm.
De pijpenbuiger vormt het product zonder beschadigingen, knikken.
Volgens de installatiemethode worden stationaire en draagbare apparaten onderscheiden.
Op type aandrijving - handmatig, elektrisch en hydraulisch.
Pijpenbuiger voor het werken met pijpen, metalen strips
Betrouwbaar hendel- of schroefapparaat
Het apparaat bestaat uit drie assen. Op het bed staan twee steunrollen in een statische positie. Ze worden gedraaid door een handvat op de nek van een van hen. De materiaaltoevoerrollen worden gelijkmatig aangedreven door de verbindingsketting.
In de geleiders is een aandrukrol gemonteerd. De schroef verhoogt en verlaagt de rails in een verticaal stijf frame. Zoals u kunt zien, is het doe-het-zelf-pijpenbuigerschema voor een profielpijp eenvoudig.
De eerste fase in de vervaardiging van een dergelijk apparaat is de vorming van een frame. Hiervoor moet je de hoeken nemen. Je hebt ook een dubbele rij ketting en tandwielen nodig. Voor de vervaardiging van een handgreep die de assen roteert, zijn een gekalibreerde staaf en een sleutel geschikt. Bij verder gebruik een snede wordt op het handvat gezet. Dit wordt gedaan om het verschijnen van eelt op de handen te voorkomen.
Assen zullen bij een draaier besteld moeten worden. Om te voorkomen dat het materiaal langs de pijpenbuiger naar de zijkant schuift, wordt een speciale groef in het apparaat gemaakt volgens de profielmaat (+ 2 mm). Op de assen worden de nekken naar buiten gedrukt voor de pasvorm van het werkende lager en de tandwielen. Bovendien zijn ook spiebanen voor bevestiging vereist. De grootte van de groef op het tandwiel bepaalt hun breedte. De diepte is de helft van de hoogte van de sleutel die op het voertuig wordt gebruikt voor dezelfde tandwielen.

Rollen waartussen de buis passeert
Om ervoor te zorgen dat de schroef van het apparaat tijdens het gebruik niet verslijt, is er een koperen of gietijzeren plaat op bevestigd.
Voor een kwaliteitsbocht wordt de buis op de invoerrollen geplaatst en voorzichtig naar beneden gedrukt. Daarna wordt het startpunt van de straal bepaald. Het valt samen met het midden van de rol bovenaan. De hendel wordt in de gewenste richting gedraaid, terwijl de buis wordt verplaatst met behulp van invoerrollen. Bij elke doorgang worden stops gemaakt waarbij de schroef wordt gedraaid en de radius wordt gecontroleerd.
Wanneer we dat doen? profiel pijpenbuiger doe-het-zelf leidingen voeren wij modernisering uit. Om een zware handgreep niet te draaien, volstaat het om een rit te maken.

Sommige profielbuigmachines gebruiken verstelbare rollen om buizen te buigen.
In plaats van een handvat is een katrol geïnstalleerd. Voor een goede rotatie is het beter om een V-snaar aandrijving te gebruiken. Als er congestie begint in het netwerk, zal het niet breken, maar gewoon slepen.
De elektromotor kan uit een oude wasmachine of uit een pomp gehaald worden.
Door 5-6 gekrulde sneden in de invoerrollen te maken, waarbij de configuratie van de sectie wordt herhaald, is het mogelijk om de veelzijdigheid van het apparaat te bereiken. In een dergelijk gereedschap worden niet alleen profielbuizen van verschillende secties gebogen, maar ook loodgieterswerk, metalen strips. De technologie voor het met uw eigen handen vervaardigen van een pijpenbuiger voor een profielpijp is vergelijkbaar met één standaardmaat, alleen de tekeningen van de loop van de invoerrollen verschillen.

Schema van een pijpenbuiger met hefboom
Wij maken eenmalige pijpenbuigers
Als er geen constante werking van het apparaat nodig is, kan het worden vereenvoudigd. Van planken die groter zijn dan het profiel maken we een buigsjabloon. De voltooide configuratie is op het schild bevestigd. Aanvankelijk wordt een grendel genageld om het object vast te houden, vervolgens worden op verschillende plaatsen riemen bevestigd (ze steken voorbij de rand van het schild en beperken de rotatie van het profiel).
Na installatie wordt het uiteinde tussen de houder en de sjabloon gewikkeld en geleidelijk tegen het oppervlak gedrukt. Een hendel uit een bar kan hierbij helpen.
Het blijkt een uitstekende pijpenbuiger voor een profielpijp met je eigen handen, waarvan de afmetingen willekeurig kunnen zijn.

Schema van een pijpenbuiger die je zelf kunt maken
Hiervoor wordt een hardhout geselecteerd. Eik of een gewone peer is voldoende. De vorming van houten elementen wordt uitgevoerd op thuismachine: gemonteerd op het draaiende deel houten blok, en met een houtsnijder krijgt het de gewenste vorm. Het is belangrijk om de hendel voorzichtig te bedienen. Roterende bewegingen worden soepel uitgevoerd, zonder schokken.
pijpen kleine maat plastic en zacht, dus houten structuur buigt tot tien profielen.
Als er geen ketting is, helpen we zelf de beweging van objecten tussen de rollen. Ze moeten met de hand langs de as worden geduwd. We drukken op het einde breed bord met voorgeronde hoeken.
Als u met uw eigen handen bezig bent met de vervaardiging van een pijpenbuiger voor een profielpijp, is het belangrijk om het belangrijkste principe van de werking ervan te begrijpen. Het ligt in het feit dat het apparaat onderdelen vervormt met behulp van drie punten, die zich op een afstand van 200-300 mm van elkaar bevinden. Tijdens beweging beperken ze de rotatie van het object. Hierdoor behoudt het profiel zijn doorsnede en blijft het oppervlak glad en onbeschadigd.

Een pijp buigen op een houten sjabloon
Tweepijpsconstructie
Voor zo'n gereedschap heb je twee stukken staal nodig. Hun diameter mag niet groter zijn dan 70-150 mm. De sneden worden verticaal gebetonneerd. Dit kan een uitsparing in de grond zijn of een container die buiten actief gebruik is geraakt. Je kunt een hoge emmer, een bak of een plastic ton nemen. Het belangrijkste is dat de afstand tussen de buizen 40-50 cm moet zijn.
Als het niet mogelijk is om de buizen te betonneren, worden ze met een lasmachine op een versterkte basis gelast. Zoals u kunt zien, is een doe-het-zelf handmatige pijpenbuiger voor een profielpijp een eenvoudig ontwerp.
De workflow zelf is ook eenvoudig. De buigpijp wordt aan het ene uiteinde in de opening tussen de eerder geïnstalleerde stalen sneden gestoken. Daarna buigt het in de gewenste hoek. Deze methode is geschikt voor een diameter van 40 mm.
Om een te korte buis te buigen, worden er fittingen in gestoken en gaat de workflow verder.

Pijpenbuiger met ketting en tandwielen
Pijpenbuiger met verwarming
Dankzij deze methode is de bocht glad.
De essentie van het proces is dat de geselecteerde, gezeefde kwarts zand. Het plakt niet aan de muren, maar als het warm is, werkt het erop. De pijp is aan beide zijden afgesloten met houten pluggen.
Opgemerkt moet worden dat tijdens het verwarmingsproces gassen en dampen zich ophopen in een afgesloten ruimte. Om ervoor te zorgen dat ze vrij naar buiten komen, worden aan het uiteinde kleine gaatjes gemaakt.
Het buiggebied is gemarkeerd met krijt. Om de buis 90° te vervormen, wordt een snede van zes diameters verwarmd (respectievelijk 45 o - drie diameters, 60 o - vier).
Na het verwarmen wordt de buis voorzichtig in de doe-het-zelf-profielbuisbuiger gestoken en gebogen volgens het sjabloon. Tekeningen van een dergelijk apparaat zijn gratis te vinden.
Stop niet voor moeilijkheden, het probleem is opgelost als je het creatief benadert. Natuurlijk is het beter om je tot ervaren vakmensen te wenden, maar als er geen tijd is om te wachten op de komst van arbeiders of als er geen extra geld is om hun arbeid te betalen, kun je de onderdelen zelf buigen.
Video-instructies voor het maken van een pijpenbuiger
Tijdens het werken op het terrein of in de garage is het vaak nodig om meerdere buizen langs een of andere cirkel te buigen. Of maak platte stalen strips halfrond. Hiervoor wordt een apparaat zoals een pijpenbuiger gebruikt, maar het aanschaffen van een fabrieksmodel voor het uitvoeren van een aantal bewerkingen is geen goedkoop plezier. Het is gemakkelijker om een eenvoudige doe-het-zelf pijpenbuiger te maken die de pijp op de gewenste afmetingen kan buigen. Met de eenvoudigste en meest populaire opties voor dit ontwerp, zullen we vandaag kennis maken.
Waar worden buisbuigers voor gebruikt?
Profielbuizen met verschillende sneden worden tegenwoordig als de meest populaire beschouwd. metalen producten en worden gebruikt bij de bouw van kassen, schuren, garages, om hekken te maken, bij het leggen van pijpleidingen, enzovoort. En bij de vervaardiging van de meeste van deze producten moeten de buizen onder een of andere hoek worden gebogen, en zonder speciale apparatuur kan dit niet.

Een pijpenbuiger is dus een speciaal apparaat waardoor pijpen in de meeste gevallen worden gebogen en de buighoek kan verschillen (binnen 0-180 graden). De aandrijving van een moderne pijpenbuiger is vaak elektromechanisch of hydraulisch.
Opmerking! Met behulp van het apparaat dat in het artikel wordt beschreven, kunt u producten van elke configuratie buigen (ketelruimten, gas- en waterleidingen; bovendien kunnen leidingen van staal of koper, aluminium of metaal-kunststof zijn).

De reikwijdte van de pijpenbuiger is vrij breed - deze is te vinden op: bouwplaatsen, bij het aanleggen van verwarmings- / waterleidingnetwerken, bij industriële installaties, enz. Een met de hand gemaakte pijpenbuiger is een onmisbaar ding in het huishouden dat het meest kan worden gebruikt verschillende werken. Als u bijvoorbeeld van plan bent een airconditioner met uw eigen handen te installeren, een ventilatie- of verwarmingssysteem uit te rusten, dan zal het niet gemakkelijk zijn om zonder dit apparaat te doen.
Hoe is een pijpenbuiger opgesteld?
Het specifieke ontwerp van het apparaat hangt in de eerste plaats af van het doel, maar de pijpenbuiger omvat zonder meer:
- kader;
- een paar pijpstops;
- hydraulische cylinder;
- banden (boven/onder).

Merk ook op dat het frame zowel open als gesloten kan zijn. Wat betreft de hydraulische cilinder, dit is het belangrijkste onderdeel van het apparaat dat de vermogensfunctie vervult.
Ook in het doe-het-zelf-pijpenbuigercircuit bevindt zich een injectie-apparaat, dat zich aan de achterkant van de behuizing bevindt; op dezelfde plaats bevindt zich de omloopklepschroef, het handvat. Maar bovenop de cilinder zit een plug, waardoor olie naar binnen wordt gegoten en het niveau wordt gecontroleerd. De unitbalk aan de onderkant wordt op de schroefdraad voor de behuizing geschroefd en vervolgens aangedrukt met een speciale bevestigingsmoer. Bovendien wordt de stang vastgezet met een slot en een paar schroeven.

Voor handmatige versteviging wordt een intrekbare stang gebruikt, die terugkeert dankzij een veer in de cilinder. De pijpenbuigers zijn gemaakt als een gelaste structuur. Op de dwarsplaten bevinden zich gaten waardoor de aanslagen worden geïnstalleerd. In het onderste deel van de carrosserie bevinden zich ook draadgaten voor bevestigingsbouten, in hoogte verstelbaar.
Opmerking! De nadruk wordt gelegd in de vorm van een tap en de aanslagen, die zich aan de uiteinden bevinden, worden in de gaten op de lamellen gestoken. Het gebogen product zal rusten op de stroom die zich in het midden van de stop bevindt. De buigelementen zijn gemaakt van precisie gietstaal.

Bij een doe-het-zelf-pijpenbuiger kan het niet anders dan dat profielpijpen met dunne wanden worden gebruikt in afgelopen jaren ze worden steeds populairder en maken het bovendien mogelijk om duurzame en aantrekkelijke constructies te creëren en te besparen op bouwwerkzaamheden. Van dergelijke buizen worden tegenwoordig kassen en verschillende schuren gemaakt. Wat is het verschil tussen een profielbuis en een gewone? Allereerst de doorsnede, die in dit geval niet rond is, maar ovaal, rechthoekig of vierkant. Dit is wat het verklaart ontwerpkenmerken pijpenbuiger voor van dit type pijpen - rollen moeten dezelfde dwarsdoorsnede hebben als de producten die worden gebogen, anders kan de dwarsdoorsnede van de laatste worden vervormd.

Soorten pijpenbuigers
Met een handmatige pijpenbuiger buig je ringen en bogen. Zo'n apparaat weegt relatief weinig (ongeveer 65 kg), dus het kan met kleine metalen constructies (dezelfde kassen, poorten, schuren) naar de werkplek worden getransporteerd. Dit zijn de belangrijkste kenmerken van materialen die kunnen worden verwerkt met een handmatige bevestiging: een ronde buis met een doorsnede van 3 centimeter, een vierkant - 4x4 centimeter, een staaf - 1,6 centimeter, een strip - 4x1 centimeter en ten slotte een vierkant - 1,6x1,6 centimeter.

Dankzij verschillende soorten doornen kan het assortiment bewerkte producten worden uitgebreid en kan de pijpenbuiger op zijn beurt worden omgevormd tot een profielbuiger. Prijs handgereedschap is zodanig dat het met uw eigen handen kan worden gekocht of gemaakt, zelfs voor kleine industrieën.

Wat betreft elektrische pijpenbuigers, deze worden op industriële schaal gebruikt bij het werken met producten van verschillende secties. Dergelijke eenheden zijn zeer productief, wat in de eerste plaats te danken is aan extra functies, waaronder de rotatie van de rollen in twee richtingen tegelijk, het gebruik van voetpedalen, afstelling met behulp van het bedieningspaneel.
De mogelijkheden van elektrische pijpenbuigers omvatten het buigen van bogen van vierkante (8x4 centimeter) en ronde (3 centimeter) pijpen. Om de configuratie van de sectie en de diameter van de producten aan te passen, zijn de apparaten uitgerust met speciale verwisselbare doornen voor elk specifiek geval.

Een hydraulische handmatige pijpenbuiger wordt als moderner beschouwd, waarvan de sterkte zodanig is dat het de verwerking van vrij grote staalproducten mogelijk maakt. Het is deze optie die wenselijk is om te gebruiken voor water- of gasleidingen. In deze pijpenbuiger is de aandrijving uitgerust met een speciale hydraulische installatie, die het onderscheidt van een conventioneel apparaat (het werk van de operator wordt merkbaar vergemakkelijkt).

Hydraulische apparaten kunnen van verschillende typen tegelijk zijn en kunnen voor verschillende leidingen en hulpstukken worden gebruikt. Dus een draagbare pijpenbuiger (TPG) kan worden gebruikt voor solide stalen buizen, evenals voor ronde staven ( we zijn aan het praten over de bulldozermethode, wanneer de leidingen niet gevuld zijn met zand of andere vulstoffen). Ook is er een manuele unit (RGU), waarmee water- en gasleidingen, fittingen of wederom gewalst staal worden gebogen.

Opmerking! Vanuit het oogpunt van bedrijfsomstandigheden kan een pijpenbuiger (ook met uw eigen handen) handmatig en stationair zijn. Vertegenwoordigers van de eerste groep zijn meer geschikt voor huishoudelijk gebruik, terwijl vertegenwoordigers van de tweede - in bedrijven waar het buigen van buizen of andere producten vereist is.
Het werkingsprincipe van de pijpenbuiger:
In eerste instantie lijkt het misschien alsof er niets super ingewikkelds is aan het buigen van buizen, maar in werkelijkheid is dit niet helemaal waar. Bij een verkeerde hantering kunt u allerlei defecten tegenkomen, waaronder verbrijzeling (kan een verandering in diameter veroorzaken) of rekken van de dikte in de bocht (hierdoor kunnen de sterkte-eigenschappen van de pijpleiding eronder lijden). Om deze reden moet het apparaat correct worden geselecteerd, waarbij het principe van de werking ervan bekend is - zo minimaliseert u mogelijke defecten.

Het eigenlijke werkingsprincipe is als volgt. aanvankelijk vereiste maat een halve cirkel wordt getekend op gevouwen planken of stukjes spaanplaat, waarna ze langs de lijn worden gesneden en met spijkers op de vloer, muur of hek worden bevestigd. Tegelijkertijd moet eraan worden herinnerd dat dit schild iets dikker moet zijn dan het product dat wordt gebogen (ongeveer twee tot drie centimeter). Een nadruk wordt vanaf de rand van het bord in het zijdeel vastgelegd. De rand van de buis wordt tussen deze laatste en de sjabloon gestoken en vervolgens wordt, in overeenstemming met deze sjabloon, een soepele buiging uitgevoerd (hiervoor moet u het tweede uiteinde van het product vastpakken).
Belangrijke gegevens! Als we het hebben over een korte pijp of een kleine staaf, dan wordt het tweede uiteinde verlengd door een pijp te snijden die geschikt is in diameter.
Merk ook op dat er vrij complexe oplossingen zijn voor het pijpbuigenprobleem. grote diameter ze zorgen echter wel voor de beschikbaarheid van slotenmakervaardigheden en het gebruik van professionele apparatuur. Zelf zo'n pijpenbuiger maken is niet alleen moeilijk, maar ook duur - het is veel gemakkelijker om een handmatige eenheid aan te schaffen die al is gebruikt.
Video - Doe-het-zelf pijpenbuiger voor profielbuizen
Een eenvoudige doe-het-zelf pijpenbuiger voor gewone pijpen
Om een eenvoudige pijpenbuiger met je eigen handen in elkaar te zetten, heb je alleen nodig wat je op elke kunt vinden buitenwijk. Meer specifiek heb je nodig:
- houten schild;
- twee kleine staven;
- grote haken;
- meerdere stevige planken.

Teken een halve cirkel op het afgewerkte schild, volgens welke de pijp zal buigen. Als het apparaat meerdere keren wordt gebruikt, teken dan een paar halve cirkels tegelijk. Vervolgens spijkerstaven of planken verticaal van onderaf (ze kunnen helpen met de buis en het bevestigen van de uiteinden). Bevestig daarna grote haken langs de halve cirkel. Deze eenheid is best handig, maar het nadeel is dat de haken elke keer moeten worden gecompenseerd om verschillende buighoeken te krijgen.


Een pijpenbuiger maken die is ontworpen om met je eigen handen met gevormde pijpen te werken
Voor dit soort buizen is het hierboven beschreven ontwerp niet meer geschikt. Om deze reden heeft u een speciale doe-het-zelf-rollerpijpenbuiger nodig. Als u vertrouwd raakt met de tekeningen en stapsgewijze instructies, kunt u zo'n machine met uw eigen handen maken.

Van de materialen die je nodig hebt:
- een kant-en-klaar frame van stalen profiel;
- rollen;
- krik;
- drie rollen.
Nadat u alles hebt voorbereid wat u nodig heeft, kunt u direct doorgaan naar het productieproces.

Stap een. Maak een metalen frame. Aan de onderkant kunt u bovendien bevestigingsmiddelen lassen voor bevestiging op het aanrecht. Plaats daarna een paar verticale steunen: aan de zijkant en in het midden. Aan de andere kant (waar geen steun is), zal het profiel omhoog komen en daarom moet het worden vastgeschroefd. Dit onderdeel wordt opgetild met een krik.

stap twee. Las de assen aan het afgewerkte frame. Twee aan de zijkanten, terwijl onder de derde het nodig is om van tevoren steunen voor te bereiden. De as wordt aan de laatste bevestigd.


Stap drie. Las een handvat van stalen buis op de centrale as. Met behulp van deze handgreep wordt het product gebogen.

Stap vier. Bevestig twee assen tussen de assen aan de zijkanten en de centrale, evenals een rol, zodat het product dat wordt gebogen niet beweegt. Het feit is dat op deze manier de buis niet veel zal bewegen en daarom zal het werk met maximale nauwkeurigheid worden gedaan.

Stap vijf. Plaats aan het einde de krik onder het beweegbare deel van het profiel (dat met de rol). De krik kan trouwens een eenvoudig rek of een fleskrik zijn. Bevestig het indien nodig op de structuur.

Opmerking! Neem zorgvuldige metingen voordat u aan het werk gaat. Teken een diagram, controleer hoe goed de onderdelen aan elkaar zijn gelast. Daarnaast raden we je aan om onderstaande video te bekijken.
Video - Zelf een eenvoudige pijpenbuiger maken
Productie van een compacte slakkenpijpenbuiger

Om met uw eigen handen een pijpenbuiger te maken, kunt u kant-en-klare ontwerptekeningen gebruiken. Maak uzelf vertrouwd met verschillende opties, proporteer hun complexiteit en uw capaciteiten, de beschikbaarheid van de vereiste vaardigheden en apparatuur. Zo kunt u het meest optimale ontwerp kiezen. Bekijk dus nog een paar opties voor pijpenbuigers die u met uw eigen handen kunt monteren.
Om te beginnen is het voor het correct buigen van profielbuizen noodzakelijk om duidelijk te begrijpen wat natuurkunde is dit proces. In de regel wordt de zogenaamde cirkelvormige bocht gebruikt in handmatige opspanningen, waardoor de risico's van schade aan het product, het verschijnen van scheuren of vouwen worden geminimaliseerd. Om de buis in een dergelijke eenheid te buigen, moet u de buis erin bevestigen en vervolgens op de hendel drukken. Het product zal buigen als het over de rol rolt, die het op zijn beurt tegen het hoofdwiel drukt.
Wat betreft de benodigde apparatuur en materialen, hebt u nodig:
- een metalen plaat van 6 mm dik;
- liniaal / meetlint;
- Werkend wiel;
- een hamer;
- drukrol;
- hoeken van staal, met afmetingen van 5x5x0,25 centimeter;
- lasapparaat (en natuurlijk de vaardigheden om ermee te werken);
- een stuk dikke pijp met een diameter van 2,5 centimeter;
- Bulgaars;
- rotatieassen;
- ringen, moeren;
- een stuk metalen staaf met een vierkante doorsnede (2x2x4 centimeter).
Opmerking! Wanneer u met uw eigen handen een pijpenbuiger bouwt, moet u zich aan de veiligheidseisen houden! Dit geldt in het bijzonder voor lassen en metaalsnijden!
Hoe het ontwerp te berekenen. Tekening
Bepaal voordat u met uw eigen handen een pijpenbuiger gaat maken, onder welke straal u de pijpen het vaakst moet buigen. Hiervan zullen de afmetingen van de waaier afhangen (ze moeten hetzelfde zijn als de binnenradius van de afgewerkte elleboog).

De bovenstaande tekening is gemaakt voor profielbuizen waarvan de diameter niet groter is dan één inch. Met deze unit is het mogelijk om een buigradius tot 12,5 centimeter te verkrijgen (dit is 1/2 van de diameter van de waaier). Maar als u andere buigparameters nodig heeft, past u de juiste berekeningsmethode toe.
De hoofdmaat van de vork is dus de afstand tussen de assen van de rol en de waaier (hier a = 200 millimeter). Deze opening wordt in dit geval gekozen, rekening houdend met het feit dat de maximale diameter van de profielbuis 25 millimeter zal zijn, maar we raden aan om nog een paar "reserve" millimeters toe te voegen.
Hier is de formule voor het berekenen van de afstand tussen de assen:
d + r1 + r2 + 2= een, waarin:
- d is de exacte diameter van het product;
- r1-2 is de rol/waaierradius.
Opmerking! Als het ontwerp van de toekomstige eenheid voorziet in de aanwezigheid van een soort beekkatrol, meet dan alleen vanaf het laagste punt van dit element.

Om de maat van de vork te bepalen, neemt u 10 millimeter als de opening tussen de basis en de rol en voegt u nog eens 30 "reserve" millimeters toe. Maar om de interne speling te bepalen, telt u een of twee millimeter op bij de wieldikte.
Belangrijke gegevens! Voor een veelzijdiger ontwerp, maak je een paar gaten in de zijkanten van de vork. Wanneer u de as van de rol verplaatst, verandert u de afstand tussen de oppervlakken van de roterende elementen.
Hoe maak je zo'n pijpenbuiger - een gedetailleerde gids
Zoals je kunt zien in het bovenstaande diagram, bestaat het ontwerp uit:
- ijzeren dikke plaat (basis);
- vorken;
- waaier;
- en tot slot de rol.
Volg de onderstaande reeks acties om een pijpenbuiger met uw eigen handen te maken.
Stap een. Maak eerst een rol en een waaier. Als je een draaibank hebt, is dit erg goed, maar bij gebrek aan dergelijke apparatuur kunnen deze elementen ook zonder problemen worden gemaakt. Tegen een bescheiden vergoeding draait een specialist uw katrollen snel voor u om.
Opmerking! Beknibbel niet op het maken van beweegbare delen! Ze moeten een groef hebben voor de maximale diameter van de buis, daarnaast moet de rol een zitting hebben voor een wentellager.
Indien nodig kunt u het ontwerp van het knieoppervlak aanpassen; de rol/wielgoot is gevormd. Wanneer de rol rolt, laat deze een markering achter op de buitenkant van de knie, terwijl het wiel deze aan de binnenkant achterlaat. Om het werk te vergemakkelijken en de totale kosten van de constructie te verlagen, kunt u in plaats van een rol twee kogellagers met de vereiste afmetingen installeren.


stap twee. Met dezelfde machine is het noodzakelijk om een as te maken voor de rol en de waaier. Het is belangrijk dat de dikte van de elementen overeenkomt met de binnendiameter van het lager dat u gebruikt. De lengte van de as moet gelijk zijn aan de buitenbreedte van de vork. De lengte van de rotatie-as van het wiel zal iets langer zijn, aangezien ook rekening zal worden gehouden met de dikte van de basisplaat van de unit. Als u weigert lagers te installeren, kunt u daardoor de kosten van het proces aanzienlijk verlagen, en in dit geval zullen lange bouten met moeren als assen fungeren. Hoe het ook zij, onthoud dat het werken op zo'n apparaat veel moeilijker zal zijn.

Stap drie. Neem daarna een plaat metaal, knip de achterwand eruit en zijvlakken vorken; daarnaast heb je een stuk pijp met dikke wanden nodig, dat als hefboom zal dienen.
Stap vier. Maak gaten in de vork voor de rol/het wiel volgens het diagram.
Stap vijf. Las de elementen van de vork. Zorg er tegelijkertijd voor dat precies de juiste hoeken van dit product worden gemaakt met een bijzonder hoge kwaliteit.
Opmerking! Het is beter om de hendeluiteinden niet aan de vork te bevestigen, omdat dit soort bevestiging onbetrouwbaar zal zijn vanwege de grote uitgeoefende krachten. De beste optie- boor een gat in de achterwand, waar het uiteinde van de buis vervolgens in gaat. Als je zo'n verbinding met een lasapparaat las, krijg je een oersterke verbinding.
Stap zes. We blijven een pijpenbuiger met onze eigen handen monteren. Dus bewapen jezelf nu met een slijper en snij er het frame mee uit. Boor er vervolgens een gat van de juiste maat in voor de stationaire wielas.
stap zeven. Druk indien nodig het lager in de rol.
Stap acht. Plaats de rol in de vork en zet vast met moeren of lasapparaat.

Stap negen. Installeer de gemonteerde vork op de basis en bevestig de wielas op dezelfde manier als bij het installeren van de rol.
Stap tien. Las een stuk vierkante sectie - dit is een soort houder voor het werkstuk.
Maak aan het einde gaten in de hoeken van de basis om het apparaat op de werkbank te installeren. Vergeet niet de lasplekken op te ruimen, zodat het ontwerp er uiteindelijk aantrekkelijker uitziet. Verf de pijpenbuiger ook met email om roesten te voorkomen.
Een ander ontwerp van de buigmachine




Hier wordt, zoals u kunt zien, de rol geperst door middel van een tandwieloverbrenging. In dit voorbeeld zullen een hydraulische krik en een handmatige aandrijving worden gebruikt, waarin elementen van een gasdistributiemechanisme zullen zijn (we hebben het over die in automotoren). En nog een ding: vergeet de persoonlijke veiligheid niet! Gebruik bij het werken altijd persoonlijke beschermingsmiddelen!
Nu - direct naar het proces van het maken van een pijpenbuiger met je eigen handen
Stap een. Maak eerst een drukas en steunassen. Als u niet weet hoe u met een draaibank moet werken, heeft u de hulp van een professional nodig. Tegelijkertijd is het belangrijk dat de rollen schachten hebben die nodig zijn voor het monteren van tandwielen.

Opmerking! De ketting, evenals tandwielen, kunnen elk zijn.
stap twee. Bevestig lagers aan de assen, bevestig de tandwielen aan de spieën.

Stap drie. Las het frame van de toekomstige pijpenbuiger. Maak eerst een vierkant frame waarop steunpoten zijn en installeer er vervolgens een structuur doorheen, waardoor de plaat met de rol zal bewegen.

Stap vier. De plaat zal in dit geval dienen als een kanaal (H- of U-vormig). Om de drukas te installeren, maakt u gaten aan de randen van de plaat, rekening houdend met de afmetingen van de lagersteunen.

Stap vijf. Hang een stuk kanaal met een rol aan vier veren bovenop het frame (voorgelaste moeren in de hoeken die u als montagelussen dienen). Installeer dan eindelijk de hydraulische krik.

Stap zes. Bevestig de aandrijfassen op het onderframe.

stap zeven. Leg een ketting op de tandwielen, duw deze naar beneden om de plaats te bepalen waar de spanner zal komen. Installeer deze laatste op het constructieframe.

Stap acht. Installeer een handgreep om de assen van de constructie te draaien. Om het werken gemakkelijker te maken en om blaren op uw handen te voorkomen, raden we aan om een handvat met roterende buis te gebruiken.

Stap negen. U kunt een voltooide pijpenbuiger met uw eigen handen verwerken met een speciale roestomvormer en deze vervolgens schilderen.

Uiteindelijk blijft het alleen om het resulterende ontwerp te controleren op bruikbaarheid. Dat is alles, we hopen dat u, volgens onze instructies, zeker het gewenste resultaat krijgt! En aan het einde - nog een thematische video.
Veel succes met je werk!
Video - Een eenvoudige pijpenbuiger maken
De fabricagetechnologie waarvan u uit dit artikel zult leren. We zullen u vertellen hoe u met uw eigen handen een pijpenbuiger voor een profielpijp kunt maken, we zullen diagrammen, tekeningen en een lijst met benodigde gereedschappen geven om thuis te werken.
Artikel inhoud
De behoefte aan en de kosten van industriële pijpenbuigers
Bij het kiezen van een profielbuis nemen onervaren vakmensen vaak hun toevlucht tot handmatig mechanisch buigen, waarvoor primitieve constructies worden gebruikt in de vorm van steunpennen die in een betonnen plaat zijn gehamerd, volgens welke de buis wordt gebogen.
Deze methode heeft echter een aantal belangrijke nadelen, waarvan de belangrijkste bewerkelijkheid is: het profiel heeft een grotere sterkte door de aanwezigheid van verstijvers - het is buitengewoon moeilijk om een bocht uit te voeren die alleen op fysieke kracht vertrouwt. Merk op dat de sterkte van het profiel afneemt door handmatig buigen, omdat dit gepaard gaat met de toepassing van ongelijke krachten, wat leidt tot een toename van de interne spanning in het materiaal.
De bouwmarkt heeft een groot aantal van apparaten voor het buigen van profielen zijn echter exorbitant duur, waardoor de aankoop van dergelijke eenheden voor thuisgebruik niet mogelijk is. Als voorbeeld presenteren we: gemiddelde prijs op het model van machines van het toonaangevende bedrijf op de markt - tv-bedrijf:
- handmatige pijpenbuiger TV-2 -12 duizend roebel;
- rolprofielbuiger TV-4 - 30 duizend;
- pijpenbuiger elektrische rolprofielbuiger TV-10 (dubbelzijdig) - 76 duizend roebel
Om thuis een handmatige machine te maken, moet u ongeveer 3-5 duizend uitgeven aan componentmaterialen, terwijl het qua efficiëntie niet onderdoen voor industriële producten.
We maken een eenvoudige pijpenbuiger met onze eigen handen
We brengen de instructies onder uw aandacht, waarna u met uw eigen handen een handmatige pijpenbuiger van een profielpijp kunt maken. Met de gefabriceerde machine kunt u het profiel buigen met een doorsnede van 10 * 10 tot 25 * 25 mm in een hoek van 0-180 graden.
Dit is het eenvoudigste ontwerp, voor de vervaardiging waarvan u de volgende materialen nodig heeft:
- montageplaat met een gat van 30 mm diameter en 4 montagebussen voor M6 tapeinden;
- een handgreep voor rotatie, die kan worden gebruikt als een versterkt dikwandig vierkant profiel;
- grote rol met een diameter van 173 mm;
- kleine rol met een diameter van 65 mm;
- as voor de rotatie van rollen met een diameter van 30 mm en een hoogte van 61 mm, met een M14-schroefdraad op het einddeel;
- ring C16 en moer M16.
De montageplaat voor de machine voor het buigen van een profielbuis is gemaakt van plaatstaal met een dikte van niet minder dan 7 mm. Het is noodzakelijk om er gaten in te boren voor het installeren van de rotatie-as van de rol en het installeren van M6-bouten (de diameter van de bussen is 8 mm), gaten voor bevestigingsbouten worden ook op de staaf geboord.
De handgreep (hendel) voor het uitoefenen van buigkracht is gemaakt van een vierkant profiel met een doorsnede van 36*36 mm (wanddikte 4 mm), aan het binnenste uiteinde waarvan twee platen met gaten van 30 mm zijn gelast voor de rolbevestigingsbouten Houd er rekening mee dat de efficiëntie van het werk direct afhangt van de lengte van de handgreep. Vervolgens kan deze worden verlengd met behulp van een koevoet die in het profiel wordt gestoken.

Voor een profielpijp is deze gemaakt volgens het volgende algoritme:
- Op de slotenmaker werkbank met behulp van M8 bouten wordt de montageplaat vastgezet. De werkbank of tafel waarop het apparaat wordt geïnstalleerd, moet goed op de vloer worden bevestigd om verschuivingen tijdens het buigen van het profiel te voorkomen.
- Tussen de platen van de handgreep wordt een grote rol geplaatst, die op de draaias is gemonteerd, in de montageplaat is geschroefd en met een moer is vastgeklemd.
- De as van de kleine rol is geïnstalleerd en bevestigd.
- M6-bouten zijn bevestigd aan de zitbussen van de plaat, die het uiterste deel van het profiel tijdens het buigproces fixeren. Op de stijlen worden montageplaten geïnstalleerd, geselecteerd in overeenstemming met de grootte van het profiel.
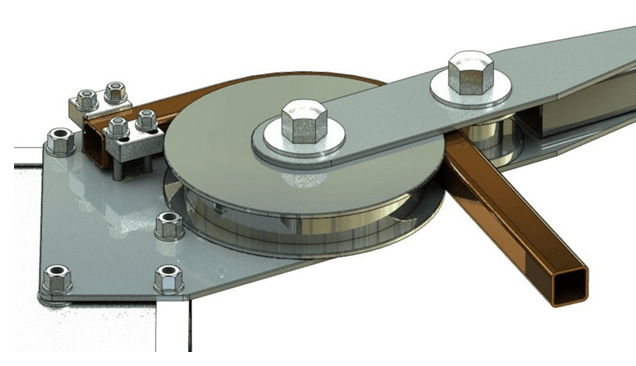
Hoe een profielbuis buigen met een gefabriceerd armatuur? De handgreep van de pijpenbuiger is in de uiterste linkerpositie teruggetrokken, zodat een rechte as wordt waargenomen tussen de montageplaten en het gat tussen de rollen. Een profielbuis wordt in de zitting gestoken en de machinearm wordt gedraaid totdat de bocht de gewenste hoek bereikt.
Zelfgemaakte pijpenbuiger voor profiel (video)
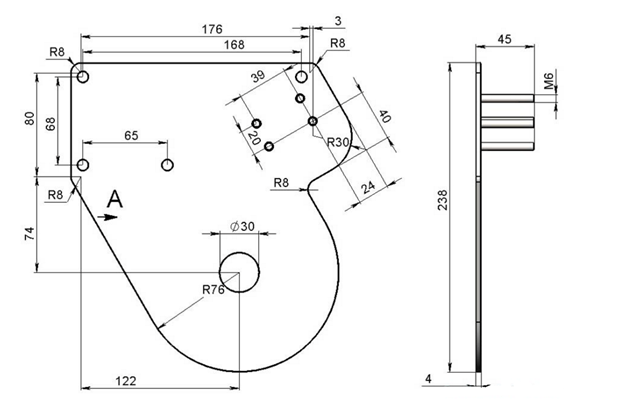
Hoge precisie profielbuigmachine
Het buigen van een profielpijp langs een straal gebeurt met een complexer apparaat, wat ook thuis kan worden gedaan. Het schema en de ontwerpkenmerken van het apparaat worden weergegeven in de afbeelding.

Deze buigmachine voor een profielbuis wordt bevestigd op een frametafel (zonder tafelblad), waarvan de grootte afhankelijk is van de grootte van het draagframe. Dit schema gebruikt kanaalframe 10 cm hoog en 77 cm lang.
Volg de instructies om een pijpenbuiger te maken:
- Uit een metalen strip van 5 mm dik zijn 4 steunpalen uitgesneden voor kleine schachten waarlangs het profiel zal bewegen. Aan het bovenste eindgedeelte van de rekken is een gat uitgesneden voor de rotatie-as van de rollen. De afmetingen van de rekken zijn 5 * 10 cm.
- Rekken worden op een afstand van 30 cm van elkaar aan het kanaal gelast. Rollen voor assen kunnen worden gekocht op de hardwaremarkt, dergelijke producten worden gebruikt bij het monteren van intrekbare. Leg na het lassen het profiel op de rollen en controleer of de constructie tijdens het lasproces is verschoven. In geval van vervorming moet u al het werk opnieuw doen.

- Vervolgens wordt een plaat uit plaatwerk gesneden met een dikte van 8 mm onder het ondersteunende deel van de machine, de afmetingen van de plaat zijn 25 * 25 cm.We moeten een centrale rol op de plaat installeren, waarmee het buigprofiel zal bewegen.
- Langs de randen van de plaat zijn houten afstandhouders van 10 mm dik aangebracht, die met secondelijm op het metaal worden gelijmd. Statieven zijn nodig zodat de rol tijdens het draaien de draagplaat niet raakt.
- Om de rol te installeren, hebt u twee lagers nodig, waarbinnen de as-as zal draaien. Goede pasvorm #203-serie lagers van CRAFT. De lagers zijn bevestigd met bouten in voorgeboorde gaten in de stands.
- Vervolgens moet u vier rekken van 40 cm lang maken vanaf de 50e hoek en deze door lassen op de hoeken van de plaat met de centrale as bevestigen en deze op het draagstation (kanaal) van de machine bevestigen. De plaat wordt in het centrale deel van de rekken geïnstalleerd, zodat de afstand tussen de assen van de rollen gelijk is aan de grootte van het profiel waarmee u wilt werken.

- Uit 8 mm plaatwerk worden pluggen uitgesneden, die aan de bovenzijde van de rekken worden gelast. Vervolgens moet u een plaat maken onder de kap van de machine, waarop de stelschroef wordt geïnstalleerd. Er wordt een gat in de plaat geboord voor de diameter van de gebruikte schroef (u kunt gebruiken) druiven crusher schroef).
- In de pluggen van de rekken worden gaten voor bouten (diameter 10 mm) geboord en de afdekplaat wordt op de rekken bevestigd.
- In het gat op het deksel wordt een draad gesneden en er wordt een hiel in geschroefd, waarbinnen de klemschroef zal draaien.
- Aan de plaat is een hoek van 15 mm gelast, die fungeert als een externe begrenzer van de schroef, waaronder een gat wordt geboord in de hoek evenwijdig aan de as van de hiel. Het gat wordt op de juiste maat geschroefd.

- Het blijft om een handvat voor de centrale as te maken en deze op de rotatie-as van de rol te bevestigen. Als handgreep kunt u een bout uit de luiken of een stuk wapening van de juiste lengte gebruiken.
- Het kan ook geen kwaad om de machine te schilderen, zodat deze een meer presentabel uiterlijk krijgt. De verflaag beschermt het metaal ook tegen corrosie.

Hoe buigen met een zelfgemaakte machine? Het profiel wordt op de assen gelegd, waarna de centrale rol door middel van een klemschroef wordt neergelaten zodat deze tegen de buis aanligt. Vervolgens wordt de draaihendel gedraaid en verplaatsen de assen het profiel, dat onder druk van de centrale rol wordt gebogen.
Nadat we het profiel over de gehele lengte hebben uitgerekt, laten we de klemschroef nog lager zakken en herhalen we de handeling, waarbij het profiel in de tegenovergestelde richting wordt verplaatst. Het proces wordt uitgevoerd totdat een bocht met de vereiste straal is verkregen.
Dit apparaat, dat thuis is gemaakt, kan het profiel niet minder efficiënt buigen dan een industrieel gemaakte elektrische rolprofielbuiger.
De noodzaak om buizen te buigen ontstaat vaak tijdens de constructie van gebogen polycarbonaat kassen, luifels en luifels, evenals tijdens installatie verwarmingssystemen, warm- en koudwatervoorziening. Bedrijven die dit soort constructiewerkzaamheden op commercieel niveau uitvoeren, verwerven speciale machines die in de fabriek worden vervaardigd. Ze betalen zichzelf al terug bij constant intensief gebruik.
Niet-professionals anno 2019 geven de voorkeur aan een zelfgemaakte profielpijpenbuiger, terwijl ze materialen gebruiken en geschikte auto-onderdelen. Apparaten van verschillende complexiteitsniveaus maken het mogelijk om producten onder de gewenste hoek te buigen in volledige overeenstemming met de aangegeven mate van maat. Door dit te doen, is er een kans om breuken, verschillende soorten vervormingen en defecten te voorkomen.
Wat is een pijpenbuiger?
Een pijpenbuiger is een technisch apparaat dat verwijst naar eenheden, gereedschappen en mechanismen die bedoeld zijn voor het verwerken van metalen producten.
Hiermee buigt u eenvoudig en voorzichtig een profiel of gewone buis langs de opgegeven straal. Een dergelijk product wordt gebruikt voor de installatie van verwarmingssystemen, warm- en koudwatervoorziening, evenals voor de constructie van verschillende frames en structurele componenten met een nogal ingewikkelde vorm, vaak gebruikt in het bouwproces.
Het meest voorkomende voorbeeld is een serre op een zomerhuisje en de installatie van een overdekte veranda in een privégebouw.
soorten
Ondanks het uiterlijk van lichtheid en eenvoud van het werkingsprincipe, is er een grote verscheidenheid aan ontwerpen en soorten pijpenbuigers. Volgens hun belangrijkste kenmerken zijn ze onderverdeeld in bepaalde voorwaardelijke categorieën.
Afhankelijk van het type aandrijving kunnen deze machines worden onderverdeeld in:
Elektromechanische pijpenbuigers als aandrijving wordt gebruikt door stappen of gewone elektromotoren. Deze laatste zijn verbonden met behulp van een reductietandwiel, waardoor u de toegepaste inspanningen in de loop van de tijd kunt rekken en de buiging van het product van de hoogste kwaliteit kunt bereiken.

Hydraulische pijpenbuigers zijn een meer geavanceerde versie van een conventioneel rolmechanisme met een handmatige aandrijving. De werking van de hydraulische cilinder als persinrichting vermindert de inspanning die nodig is om de inrichting te bedienen aanzienlijk. Het kan zowel handmatig als bestuurd worden door een mechanisme.

Handmatige pijpenbuigers rollend type worden beschouwd als de meest populaire machines die aanwezig zijn in de werkplaats van elke eigenaar.

Volgens de methode om producten te buigen, zou de meest correcte verdeling zijn:
Doorn pijpenbuiger, meestal in de fabriek vervaardigd, vaak met behulp van een hydraulische of elektromechanische aandrijving. Het belangrijkste voordeel van dit apparaat is het hoogwaardig buigen van profielen met een kleine kromtestraal.
Dit kan worden bereikt door vooraf een staaf in het bewerkte deel van het product te brengen, die bestaat uit een bepaald aantal kalibratie-elementen, die in feite even groot zijn als het interne gedeelte van de buis en met scharnieren met elkaar zijn verbonden . (Tijdens de buigbewerking "houden" dergelijke elementen de profielwanden binnenin, waardoor ze niet kunnen bezwijken en bezwijken. Het buigproces wordt uitgevoerd binnen één cyclus).
Segmentpijpenbuiger gebruikt voor het verwerken van buizen met dunne wanden gemaakt van zachte metalen. De overgrote meerderheid wordt constant gebruikt door loodgieters en kachels. Het ziet eruit als 2 hendels die met scharnieren met elkaar verbonden zijn en voorzien zijn van speciale houders voor buizen.
Waar een scharnierverbinding is, wordt een doorn met de vereiste kromtestraal geïnstalleerd.
De handgrepen van het gereedschap zijn zo wijd mogelijk gespreid, de uiteinden van het te buigen product worden in de houders geplaatst en het midden wordt op de doorn geplaatst. Het buigen wordt uitgevoerd met behulp van de reductie van de handvatten (duurdere modellen zullen worden uitgerust met een bepaald aantal wisselende of regelmatig vaste doornen).

Veerpijpbuiger is bedoeld om de componenten van airconditioningsystemen met dunne wanden de nodige vorm te geven. In feite is het een lege veer binnenin met een bepaalde diameter, in het midden waarvan een gebogen deel is geplaatst. Om goed te kunnen buigen moet je veel ervaring hebben met het bedienen van dit soort apparaten.

Kruisboog pijpenbuiger Het wordt gebruikt voor het bewerken van dunwandige werkstukken van aluminium, koper en staal. Het is een T-vormig bed, op de bovenste dwarsbalk waarvan houders voor het product zijn bevestigd, en in het midden, evenwijdig aan de lange dwarsbalk, is een beweegbare hendel geïnstalleerd, die is uitgerust met verwisselbare doornen. De verlenging van de hendel wordt uitgevoerd door op de hendel van het apparaat te drukken. Het ratelmechanisme maakt het mogelijk om langzaam buigkrachten op te bouwen.

Hoe maak je een pijpenbuiger voor een profielpijp met je eigen handen
Om geld te besparen, wordt een apparaat voor het buigen van profielbuizen met de hand gemaakt. Het verschil tussen het aanschaffen van een pijpenbuiger en zijn zelfgemaakte creatie is ongeveer 35.000 roebel, omdat het materiaal voor het apparaat te vinden is op punten waar ferrometalen worden opgekocht.
Het uiterlijk van een zelfgemaakte pijpenbuiger zal natuurlijk inferieur zijn aan de in de winkel gekochte pijpenbuiger, maar het kan vrij effectief worden behandeld met de functies die eraan zijn toegewezen.
Met zo'n tool kun je met je eigen handen zowel een gewoon vizier maken als constructies die veel gecompliceerder zijn qua ontwerp, bijvoorbeeld een polycarbonaatkas, een volière voor het bijeendrijven en houden van huisdieren, enz., In feite overal waar een profielbuis wordt gebruikt, gebogen onder de gewenste radius.
Stap-voor-stap instructie
Methode 1 kenmerkt zich door voldoende eenvoud en kosteneffectiviteit van het proces:
- Er wordt een houten halve bol gemaakt.
- Er zijn verschillende planken en met een ijzerzaag worden sjabloonhelften met de vereiste diameter erin gesneden. Experts raden aan om dit zo te doen dat de helling naar de basis is gericht.
- De snijplanken zijn bevestigd op een stevig, stabiel tafelblad. Houd er rekening mee dat deze planken dikker moeten worden gekozen dan het product zelf - in de toekomst zal de buis niet uit de structuur springen en de ledematen niet beschadigen.
- Aan de ene kant van de halve bol is een balk bevestigd, die als accent dient. De pijp zelf moet zich in het midden van de stop en de houten matrix bevinden.
Methode 2 is eenvoudig en goedkoop. Het vereist sterke ijzeren haken:
- De haken zijn zo aan de basis bevestigd dat de afstand ertussen ongeveer 5 cm is (in het algemeen speelt dit geen significante rol - alleen het materiaal dat moet worden gebogen is hier belangrijk). Het resultaat zou een cirkel met de juiste vorm moeten zijn.
- Vervolgens moet u de aanslag vanaf de rand van de constructie monteren. Deze methode is uitermate geschikt omdat het mogelijk is om producten met een grote verscheidenheid aan diameters te buigen.
- Als u de afstand tussen de haken wijzigt, is het mogelijk om buizen met volledig verschillende diameters te buigen.
Methode 3 maakt het mogelijk om zelf deze pijpenbuiger te maken, die de pijp 360 graden kan buigen:
- Zoals gewoonlijk heeft u een vooraf voorbereide houten matrix nodig. Van onderaf is er een stalen plaat aan bevestigd.
- Bovenop wordt een tweede plaat bevestigd, waarin een gat moet worden gemaakt (de diameter moet ongeveer gelijk zijn aan de diameter van de hier bevestigde schroef).
- In het bovenste deel zijn hoeken en naar binnen gerichte bevestigingsrollen bevestigd. Een dergelijk ontwerp kan de hoek van de buis van vrijwel elke diameter veranderen.
Schema van een pijpenbuiger voor een profielpijp
Doe-het-zelf walsmachine voor het buigen van profielbuizen
De meest primitieve rollende pijpenbuiger wordt gebouwd met mijn eigen handen, met behulp van de bovenstaande tekening. Als een lichaam in een apparaat met drie rollen worden vellen duraluminium van 3 mm dik gebruikt. Ze zijn gemarkeerd met een gewoon potlood. Plaatsen voor landingsrollen worden gerangschikt met behulp van een hand- of elektrische boormachine. Goede rollen komen uit kabelschijven met lagers. Aan de andere kant van de rol, die de bovenkant van een gelijkbenige driehoek vormt, is een hoge moer gelast, die dienst doet als onderdeel van het klemmechanisme.
De kracht wordt overgebracht van de klemschroef door middel van een U-vormig element met ingebouwde gaten voor de schroef- en rolbevestigingen. Een ring die aan het spoelgat is gelast, is verantwoordelijk voor het omhoog komen van de drukrol.
Hoewel de pijpenbuiger geen liermechanisme heeft voor het rollen van pijpen, wat de inrichting aanzienlijk zou compliceren, zal het verschaffen van een gebogen profiel voor de constructie van een kleine kas een eenvoudige en gemakkelijke zaak worden.
- De aankoop van een pijpenbuiger rechtvaardigt helemaal niet de investeringen die erin worden geïnvesteerd, omdat de noodzaak voor het gebruik ervan slechts één keer zal ontstaan. In dit geval zou het optimaal zijn om zo'n apparaat met uw eigen handen te maken, of om zelf de benodigde pijp te buigen. Om dit te doen, kunt u lassen of een slijpmachine gebruiken, of u kunt het metaal verwarmen totdat het rood wordt.
- Een hydraulische zelfgemaakte pijpenbuiger voor een profielpijp is beschikbaar voor verbetering door een motor aan het mechanisme te bevestigen, die is uitgerust met een tandwielmotor die de rollen aandrijft door middel van een kettingaandrijving. Het apparaat met een krik, die in plaats van de bovenste rol is geïnstalleerd, kan werken met buizen van verschillende diameters. De krik zelf maakt het mogelijk om het drukniveau op het leidinggedeelte aan te passen en de gewenste hoogte in te stellen. Als u zowel de motor als de krik aansluit, wordt het werkbereik voor het buigen van profielbuizen aanzienlijk uitgebreid en krijgt de eigenaar een keuze hoe het uiteindelijke resultaat te bereiken.
- Het is noodzakelijk om ervoor te zorgen dat de uitlijning van de lagers binnen toegestane tarief - verkeerde uitlijning verhindert de installatie van de as.
- Het is belangrijk om niet te vergeten dat afhankelijk van de grootte van de diameter, de rotatiesnelheid van de boor en de perskracht afhangen.
Een doe-het-zelf pijpenbuiger is een uiterst eenvoudig en primitief iets, maar voor persoonlijk niet-commercieel gebruik is het heel goed mogelijk om profielbuizen met een gemiddelde diameter met een dergelijk apparaat te buigen. Bovendien kan het verbeterd worden: er worden afneembare rollen bevestigd of er worden gaten gemaakt voor grote rollen.
Een belangrijk nadeel van een dergelijk apparaat is alleen de afwezigheid van een handvat, wat de taak aanzienlijk vereenvoudigt vanwege de toename van de schouder. Maar deze tekortkoming, elk afzonderlijk, kan thuis met zijn eigen handen worden verholpen, maar alleen als de vaardigheid van het gebruik van een conventionele pijpenbuiger voldoende onder de knie is.
Bij de vervaardiging van metalen constructies uit profielbuizen ontstaat vaak de noodzaak om ze te buigen. Gewelfde plafonds, kasframes, speelelementen - dit is slechts een kleine lijst met objecten waarvoor ronde profielen moeten worden geïnstalleerd. Bij de productie wordt speciale apparatuur gebruikt om buizen met een bepaalde kromtestraal te produceren. Gezien de omvang en de hoge kosten van dergelijke machines, is het niet raadzaam om ze voor incidenteel huishoudelijk gebruik aan te schaffen. Voor een thuiswerkplaats of garage kan een profielbuiger met de hand worden gemaakt. Alles wat je hiervoor nodig hebt vind je in dezelfde werkplaats of in de garages van vrienden en kennissen. Interesse in dit ontwerp? Trek dan je werkkleding aan en ga aan de slag!
Profielbuigmachine. Waar is het voor?
Universele productiebuigmachine
Het doel van de rolvormmachine wordt aangegeven door de naam. Dit is het buigen van metalen profielbuizen om een bepaalde kromtestraal in het gewenste gebied of over de gehele lengte van het werkstuk te verkrijgen. Met behulp van een profielbuiger, of met andere woorden een pijpenbuiger, kunt u verschillende technologische bewerkingen uitvoeren met gewalst metaal van verschillende typen:
- het buigen van metalen staven of hulpstukken, inclusief verenstalen plano's;
- buigen van profielmetaalrol van vierkant of rechthoekig type;
- knieën uittrekken ronde pijpen of ze in de juiste hoek buigen;
- afronding van delen van elke lengte van lange producten (hoeken, I-balken, kanalen).
Er zijn verschillende modellen buigmachines. Bij sommige kunt u alleen kracht uitoefenen op een bepaald deel van het werkstuk. Anderen rollen de buis tussen rollen en oefenen druk uit over de hele lengte. Om de een of andere reden was het deze laatste die van specialisten de naam "profielbuiger" kreeg, hoewel beide rechtstreeks betrekking hebben op apparatuur van hetzelfde type. Trouwens, door het werkstuk te rollen, kunt u een product met een complexe configuratie verkrijgen zonder voorverwarmen, en bochten kunnen worden gemaakt onder een hoek van 1 ° tot 360 ° in willekeurige vlakken.
Roltype profielbuiger
Net als industriële tegenhangers worden zelfgemaakte profielbuigmachines elektrisch aangedreven of draaien ze op spiertractie. Natuurlijk maakt het gebruik van een elektromotor het niet alleen mogelijk om de verwerking van werkstukken te vergemakkelijken, maar ook om deze aanzienlijk te versnellen.
Classificatie profielbuiging
Afhankelijk van het type aandrijving, dat op zijn beurt direct van invloed is op het vermogen en de productiviteit van de machine, zijn profielbuigers onderverdeeld in verschillende typen.
Hydraulische machines
Profielbuigmachine met hydraulische aandrijving. Krachtig en erg duur
Hydraulische pijpenbuigers zijn industriële apparatuur, daarom hebben ze een hoog vermogen en zijn ze ontworpen voor stationaire installatie. Dergelijke eenheden worden voornamelijk gebruikt in kleinschalige en massaproductie, wanneer het nodig is om een groot aantal van hetzelfde type werkstukken te verkrijgen. De hydraulische aandrijving ontlast de bestuurder volledig, waardoor hij de machine kan bedienen door op knoppen te drukken.
Voordelen van hydraulische machines:
- hoge werksnelheid;
- volledige afwezigheid van handenarbeid;
- bedieningsgemak;
- de mogelijkheid om een profiel van een groot gedeelte te buigen.
De nadelen van apparaten van dit type zijn hoge kosten, stationair ontwerp en complexiteit als gevolg van het gebruik van een hydraulische aandrijving.
Elektrische profielbuigmachines
Elektrische profielbuiger met schroefaandrijving. Goedkoop en functioneel
Buigmachines die gebruik maken van elektromotoren zijn ook stationaire apparaten, omdat ze een elektrische aansluiting nodig hebben. De elektrische aandrijving wordt meestal gecombineerd met een schroefoverbrenging, wat de uitrustingskosten verlaagt, maar het ook onmogelijk maakt om grote profielprofielen te buigen. Dat is de reden waarom dergelijke machines worden gevonden in kleine ondernemingen en zelfs in particuliere werkplaatsen. Trouwens, er zijn ontwerpen van zelfgemaakte apparaten met een elektrische aandrijving die op geen enkele manier slechter functioneren dan fabriekstegenhangers.
Voordelen van elektrische profielbuigmachines:
- relatief lage kosten;
- werkstuk verwerkingssnelheid;
- eenvoud van ontwerp;
- hoge buignauwkeurigheid;
- de mogelijkheid om digitale technologieën te gebruiken voor machinebesturing.
De nadelen zijn hetzelfde gebrek aan mobiliteit en het onvermogen om oversized profielen te buigen.
Handmatige machines
Handmatige profielbuiger. Goedkope mobiele optie
Handmatige buigapparatuur is eenvoudig, compact en goedkoop. Door het ongecompliceerde ontwerp met aangedreven rollen en een beweegbare rol is voor dit type profielbuigmachine geen kwalificatie vereist. Indien nodig kan de machine eenvoudig naar de installatieplaats worden verplaatst en betaalbare prijs van dergelijke apparaten leidt tot hun brede toepassing in huishouden. Natuurlijk is het ontwerp niet zonder nadelen:
- er is geen manier om de buigradius nauwkeurig te regelen;
- verhoogde verwerkingstijd;
- hoge fysieke belasting van de bediener;
- verwerking van profielen met een kleine doorsnede.
Voordelen en eenvoud van ontwerp handmatige profielbuigmachines maken ze aantrekkelijk voor het maken in ambachtelijke omstandigheden, dus dergelijke machines zijn enorm populair geworden bij thuisvakmensen. Overigens kunnen handmatige buigapparaten indien nodig worden overgebracht naar de middelste categorie, door het ontwerp aan te vullen met een elektrische aandrijving.
Het ontwerp en het werkingsprincipe van buigeenheden
Het ontwerp van de eenvoudigste profielbuigmachine met roltype
De belangrijkste elementen van de rolvormmachine zijn assen die op een massief metalen frame zijn gemonteerd. In dit geval is een paar rollende rollen verantwoordelijk voor de longitudinale beweging van het werkstuk, en de beweegbare rol zorgt voor druk op het onderdeel. Afhankelijk van het ontwerp van de unit wordt de klemkracht over een breed bereik geregeld met behulp van een schroefpaar, een krik of een hydraulisch mechanisme. De rollende rollen worden aangedreven door een elektromotor of handmatig. De laatste optie wordt gebruikt op kleine apparaten en wordt meestal thuis herhaald door ambachtslieden.
Daarnaast zijn er andere uitvoeringen van profielbuigmachines:
- eenheden met een links beweegbare rol worden gebruikt om spiralen te produceren. Meestal zijn dergelijke machines uitgerust met CNC en kunt u onderdelen buigen, waarbij de buiggradiënt nauwkeurig wordt geregeld;
- machines met beweegbare onderassen buigen totale werkstukken, daarom zijn ze uitgerust met een hydraulische aandrijving. Door de aanwezigheid van een positieregelaar voor elke as kunt u onderdelen ontvangen complexe vorm, tot het draaien van de werkstukken in een spiraal;
- modellen waarin alle rollen beweegbaar zijn, behoren tot de elite van rolvormapparatuur en kunnen werken met onderdelen van elke configuratie en dikte.
Het belangrijkste verschil tussen rolvormmachines en andere pijpbuigapparatuur is dat de werkstukconfiguratie niet wordt gewijzigd door om een vaste rol te buigen, maar door koudwalsen. Hiermee kunt u de configuratie van spaties van elke sectie en lengte wijzigen. Dit ontwerp zal als basis dienen voor: zelfgemaakte machine, die we voorstellen om zelf te doen.
Een diagram dat het werkingsprincipe van een rollende pijpenbuiger toont
Benodigde gereedschappen en materialen
Om een machine te maken voor het buigen van profielbuizen, heeft u een vrij groot aantal onderdelen nodig, maar dit betekent niet dat u alle items uit de lijst moet kopen. Voorkeursnummer benodigde materialen te vinden in elke garage of werkplaats. Dit is wat je nodig hebt om te beginnen:

De tool die nodig is tijdens het werk, is bij elke master te vinden:
- haakse slijper;
- elektrische boor;
- een set boren voor metaal;
- een hamer;
- lasapparaat;
- een set steek- en dopsleutels.
De enige moeilijkheid waarmee u te maken krijgt, is de fabricage van de aandrijfrollen en de aandrukrol. De mogelijkheid om ze vanaf het werkstuk te snijden draaibank alleen de gelukkige eigenaren van dergelijke apparatuur hebben het. Desalniettemin, wanhoop niet - in elke organisatie is er een draaier die goedkoop onderdelen zal vervaardigen volgens de gepresenteerde tekeningen. De overige onderdelen van de machine kunnen tweedehands worden gebruikt.
Alles wat je nodig hebt om een profielbuiger te maken
Het kettingaandrijfmechanisme kan worden geleend van de distributietandwielaandrijving automotoren, en de lagerhuizen (en de lagers zelf) zijn van oude landbouwmachines.
Productiemogelijkheden voor handmatige rolvormmachines
Om een rolvormmachine te maken is het niet nodig om het bestaande ontwerp exact te herhalen. Het is veel gemakkelijker om een apparaat te maken volgens uw eigen tekeningen, op basis van wat voorhanden is. Dit bespaart tijd en geld en stelt u in staat een armatuur te ontwerpen die ideaal is voor zowel het beoogde doel als de installatieplaats. Daarom kun je op het netwerk veel apparaten vinden die hetzelfde principe gebruiken, maar verschillen in uitvoering.
Tekening van een pijpenbuiger met radiale werking op het werkstuk
Een van de ontwerpen maakt het radiaal buigen van rechthoekig gevormde buizen mogelijk door het gebruik van twee rollen, waarvan er één verplaatsbaar is en de andere ondersteuning (geleider). De vervorming van het werkstuk langs de gewenste straal wordt uitgevoerd door de werkrol rond de geleider te drukken en te bewegen. De behuizing van het apparaat is gemaakt van staalplaat tot 8 mm dik en metalen hoeken. Om onwillekeurige verplaatsing van het werkstuk te voorkomen, wordt het voor het buigen tussen een vaste rol en een speciaal geïnstalleerde aanslag geklemd.
Zelfgemaakte walsmachine voor het buigen van profielbuizen
Veelzijdiger is een machine van het rollende type, waarvan het ontwerp hierboven is beschreven.
Daarnaast zijn er andere, echt eenvoudige ontwerpen, waardoor buizen volgens de sjabloon kunnen worden gebogen. Helaas laten de kwaliteit en nauwkeurigheid van de uitgevoerde vervorming te wensen over en om een andere radius te verkrijgen zal een nieuwe mal gemaakt moeten worden.
Pijpbuiggereedschap
Bij het maken van een handmatige machine moeten enkele punten in overweging worden genomen:
- zodat bij het buigen van de totale werkstukken de profielbuiger niet kantelt, het frame stabiel en massief wordt gemaakt. Het beste materiaal voor productie kan worden beschouwd als een kanaal of een I-balk;
- machinerollen moeten een lage ruwheid en een verhoogde hardheid hebben. Het is beter als hun configuratie de vorm van de profielen van de meest gebruikte maten herhaalt;
- het ontwerp van de behuizing moet zorgen voor een verandering in de afstand tussen de assen van de aandrijfassen. Een grotere afstand maakt rollende plano's met een grote doorsnede mogelijk, en met een afname van de middenafstand is het mogelijk om bochten met een kleine straal te verkrijgen;
- de rijhendel moet tijdens bedrijf gemakkelijk kunnen draaien en mag dus niet te kort worden gemaakt.
De meeste verbindingen bij de vervaardiging van de profielbuigmachine worden uitgevoerd met behulp van een lasmachine. Echter, volledig afzien van boutverbindingen zal niet lukken - de beweegbare structurele elementen worden op deze manier bevestigd.
Een rollende structuur maken met je eigen handen
Voor zelfproductie we raden aan om het meest voorkomende ontwerp van een rolvormmachine met twee onderste assen en een aandrukrol te gebruiken. De eenvoudigste manier is om een handmatige aandrijving op de unit te installeren, die, indien nodig, eenvoudig kan worden omgezet in een elektrische.
Apparaattekeningen
Zoals eerder vermeld, is het beter om zelf een profielbuiger te ontwerpen, op basis van uw eigen voorwaarden en voorkeuren. In het werk kun je je concentreren op de tekeningen van werktuigmachines, die de ambachtslieden die ze hebben gemaakt graag delen.
Montage instructies
- Vervaardiging van aandrijf(steun)assen en rollen. Het is beter om dit werk toe te vertrouwen aan een draaier, waarna de onderdelen moeten worden uitgehard.
De fabricage van assen en steunringen zal moeten worden toevertrouwd aan een draaier
Het is mogelijk om cilindrische rollen zonder groeven te maken voor profielbuizen. In dit geval worden voor elke as twee restrictieringen gemaakt. Dergelijke cilindrische mondstukken worden geïnstalleerd rekening houdend met de breedte van het werkstuk en worden bevestigd met bouten.
- Lagers zijn geïnstalleerd in kooien. Als het niet mogelijk is om fabrieksonderdelen te gebruiken, dan kunnen ze ook op een draaibank worden gedraaid.
Assteunen met geïnstalleerde lagers
- Tandwielen worden op de assen gepast en de locatie van de spiebanen wordt bepaald. De groeven voor de sleutel kunnen worden gesneden met een boor en een vijl of een dremel.
De spiebaan kan worden gemaakt met een boor
- Gaten worden geboord in beperkende mondstukken en schroefdraad wordt gesneden voor klembouten.
Draad voor het bevestigen van restrictieringen
- Er wordt een platform gemaakt voor het installeren van een aandrukrol. Neem hiervoor een dikke metalen plaat of een kanaal, waarin twee paar gaten zijn geboord voor montage van clips met lagers. Bovendien zal aan de achterkant een hydraulische krik worden geïnstalleerd, dus in sommige gevallen moet u één kanaalplank afsnijden.
Bovenrolsteun
- De drukas wordt geschroefd en de ogen van de M8-moeren worden aan het platform gelast voor het bevestigen van de veren.
- Met behulp van lasapparatuur worden steunpoten en een frame gemaakt. Bijzondere aandacht moet worden besteed aan het deel van de behuizing waarin het lagerplatform van de bovenste rol zal worden geplaatst. De hoeken die het zullen vormen, moeten gelijk zijn en bij het installeren moet de geometrie zorgvuldig worden waargenomen met behulp van meetapparatuur.
Bed met bovenroldek geïnstalleerd
- Het platform met de geïnstalleerde rol is op veren opgehangen aan de bovenste dwarsbalk van het frame.




