Соединение медной и стальной трубы. Основные методы соединения медных труб
Метод основан на капиллярном подъеме жидкости (расплавленного припоя) по тончайшему зазору между стенками труб. Различают два вида пайки медных труб: низко- и высокотемпературную пайку. Разница в пайках в основном зависит от температуры плавления припоя. Для высокотемпературных паек используют тугоплавкие стержневые припои, для низкотемпературных - мягкие припои, свернутые в бухточки. Соответственно для нагревания труб при высокотемпературной пайке применяются ацетиленовые и пропановые горелки, для низкотемпературных порой достаточно, огня от паяльной лампы. Высокотемпературная пайка может применяться для всех видов медных разводок, включая коллекторы солнечного отопления, где трубы могут нагреваться до 250°C, низкотемпературная пайка более требовательна к температурам нагрева труб, тем не менее ее с успехом применяют в системах горячего водоснабжения и отопления. Каких-либо конструктивных различий в этих видах пайки нет, однако высокотемпературную пайку чаще используют при раструбных соединениях труб, а низкотемпературную - на соединениях труб фитингами с заплавленным в них припоем, хотя можно и наоборот.
Для монтажа медных трубопроводов используют три вида труб: мягкие (R 220), полутвердые (R 250) и твердые (R 290). В качестве параметра твердости (жёсткости) предлагается предел прочности на разрыв в МПа (Н/мм²). Мягкие трубы продаются свернутыми в бухты, полутвердые и твердые - прямыми стержнями. Принципиальное различие в этих видах труб, это давление транспортируемой среды, которое могут выдержать трубы. Самое большое давление выдерживают твердые трубы (290 Н/мм²), самое низкое - мягкие (220 Н/мм²). Давление, которое создается в квартирных и даже коттеджных трубопроводах, с успехом выдержат любые из этих труб. А если нужно построить паровую котельную или минипроизводство, то без расчета и составления проекта вам не обойтись, но это уже другая тема.
При раструбной пайке (рис. 36) используются мягкие, полутвердые либо твердые медные трубы с предварительно отожженным концом. Одному из концов трубы эспандером придают форму раструба, аналогичного раструбу канализационных труб, в него будет вставлен конец другой трубы. Необходимо помнить, что при отжиге концов твердых труб вы отпускаете металл и труба в месте соединения приобретает свойства мягкой трубы. Это обстоятельство нужно учитывать при проектировании трубопровода по критериям давления.
Рис. 36. Соединение медных труб раструбной пайкой
Для изготовления раструба нужно использовать на эспандере только те головки, которые предназначены для данного диаметра трубы, тогда диаметр раструба автоматически получится чуть больше внешнего диаметра трубы. Обычно зазор между внутренними стенками раструба и внешними стенками вставляемой в раструб трубы составляет примерно 0,2 мм. Такой зазор обеспечивает «втягивание» расплавленного припоя и равномерное его распределение по всей внутренней поверхности раструба при любом положении трубы. Другими словами, пайка труб может производиться в любом положении, даже раструбом вниз, капиллярный зазор между трубами все равно «всосет» в себя расплавленный припой, который равномерно распределится по месту пайки. Использование «правильной» головки эспандера, это 80% успеха пайки - зазор между трубами и глубина раструба задается именно этим инструментом.
Сегодня изготовители труб выпускают готовые фитинги и соединительные муфты, на которых уже сделаны раструбы (рис. 37). Применение таких деталей делает трубопровод дороже, но зато полностью исключает «человеческий фактор», присутствующий при самостоятельном изготовлении раструба эспандером.
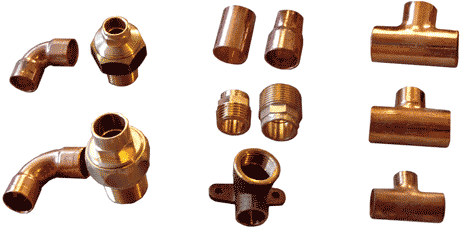 Рис. 37. Фитинги из меди и ее сплавов для раструбной пайки
Рис. 37. Фитинги из меди и ее сплавов для раструбной пайки
Трубы в месте припоя покрывают флюсом (рис. 38), который выполнит роль смазки для припоя и «протравки» (очищения метала) для меди. При высокотемпературной пайке с припоями из серебра или с бронзы в качестве флюса используют буру. Ее смешивают с водой до получения вязкой кашицы. Флюс наносится без излишков только на поясок трубы, который будет сочленен с фитингом или раструбом, а не внутрь фитинга или раструба. После нанесения флюса рекомендуется сразу сочленить детали, чтобы исключить попадание на влажную поверхность посторонних частиц. Если по какой-то причине пайка будет происходить чуть позднее, то деталям лучше дождаться этого момента уже в сочлененном виде. Рекомендуется повернуть трубу в фитинге или раструбе, либо, наоборот, фитинг вокруг оси трубы, с тем чтобы убедиться, что флюс равномерно распределился в монтажном зазоре и почувствовать, что труба достигла упора. Затем необходимо удалить тряпкой видимые остатки флюса с внешней поверхности трубы.

 Рис. 38. Покрытие труб флюсом и пайка
Рис. 38. Покрытие труб флюсом и пайка
Для пайки медных труб используют прутки припоя диаметром 3 мм из сплавов меди и серебра или бронзы. После изготовления раструба либо при использовании готового фитинга с раструбом трубы вставляются друг в друга. Место соединения со всех сторон нагревается пропановой или ацетиленовой горелкой. Нагревание производится до тех пор, пока поднесенный и прижатый к раструбу пруток припоя не начнет плавится. С приобретением опыта время нагрева труб определяется по изменению цвета трубы - до достижения «красного свечения». Фитинги с резьбой для присоединения их к другим трубопроводам или к сантехническим приборам изготавливаются из бронзы и латуни и требуют при пайке более длительного нагрева. Для определения расхода припоя на одно соединение обычно пользуются следующим способом: пруток припоя сгибают в виде буквы Г, делая загиб чуть больше диаметра раструба. Как только место пайки будет прогрето до нужной температуры, припой прижимают к зазору между раструбом и вставленной в него трубой и ведут им вокруг трубы, не прекращая при этом нагревания соединения. Припой плавится и затекает в зазор. Нужно вплавить в зазор весь отогнутый конец припоя, не больше и не меньше. Увеличение расхода припоя ведет к тому, что он может протечь сквозь щель и заплавить внутреннее сечение труб уменьшение расхода припоя приводит к непропаиванию соединения.
При пайке труб нужно соблюдать элементарные меры безопасности для работы с открытым огнем. Работать нужно в брезентовых рукавицах, лучше вдвоем с помощником, удержание трубы производить в удалении от места нагрева. При работе в одиночку для временного закрепления труб использовать струбцины.
После остывания узел готов к эксплуатации - это самое надежное соединение медных труб и совсем несложное. Опыт пайки медных труб приходит быстро, а для тех, кто уже владеет техникой газовой сварки, понятен сразу. Правда, для нагревания труб нужно оборудование для газовой сварки. Иногда (для пайки соединений небольших диаметров) можно воспользоваться горячим воздухом мощного строительного фена, используя насадку, ограничивающую конус горячего воздуха, с тем, чтобы быстрее добиться нагрева. Другим способом нагрева без пламени являются электроконтактные устройства. Внешне они напоминают большие клещи со сменными медными головками для охвата труб разных диаметров.
По окончании пайки узла либо всего трубопровода его необходимо промыть, чтобы освободить внутренние полости от остатков флюса. Как уже говорилось, флюс работает не только смазкой для припоя, но и протравкой для меди, то есть по сути это агрессивный окислитель. А раз так, то и нечего ему больше делать внутри труб, его нужно оттуда удалить промывкой водой. С внешней поверхности труб вытекший флюс удаляют ветошью.
Пайка трубопроводов встык не допускается. Если необходимо соединить детали встык, то производят не пайку труб, а сварку. В принципе делаются практически те же операции, что и при высокотемпературной пайке, за исключением того, что не требуется применения флюса, а нагрев труб и фитингов увеличивается до температуры плавления металла.
Для низкотемпературных паек используют фитинги с заплавленным в них припоем. Внешне это такие же фитинги для раструбной пайки, но по поверхности раструба выдавлен поясок (рис. 39), внутрь которого производители залили припой еще на стадии изготовления фитингов. В фитинг может быть залит как тугоплавкий, так и легкоплавкий припой, благодаря которому могут выполняться оба вида пайки. Однако, чаще всего, в фитинги заливают легкоплавкий припой, поэтому соединения на таких фитингах относят к категории низкотемпературных паек.
 Рис. 39. Фитинги с заплавленным в них припоем
Рис. 39. Фитинги с заплавленным в них припоем
Технология соединения медных труб на фитингах с заплавленным припоем еще проще, чем на обычных фитингах. Трубы и фитинги обрабатываются точно так же, как было описано выше. Затем трубы вставляются в фитинги или соединительные муфты. Фитинги нагреваются огнем паяльной лампы либо горячим воздухом строительного фена, припой, заложенный в фитингах, расплавляется и растекается по раструбу, спаивая детали (рис. 40). Вот и вся технология: воткнул зачищенные и обработанные флюсом детали друг в друга, прогрел узел паяльной лампой и дал остыть.
 Рис. 40. Соединение медных труб фитингами с заплавленым в них припоем
Рис. 40. Соединение медных труб фитингами с заплавленым в них припоем
Соединение медных труб на низкотемпературной пайке можно применять для всех видов домовых трубных разводок, за исключением трубопроводов с высокими температурами (около 150–250°C), которых в обычном доме не бывает.
Несмотря на развитие технологий и популярность применения полимеров, при изготовлении трубопроводов для систем водоснабжения и отопления с успехом применяется металл. Для этих целей обычно используется сталь, латунь и медь. Последняя обладает отличными показателями стойкости к образованию коррозии, механической прочности и устойчивостью к воздействию высоких температур и давления. Поэтому, невзирая на некоторую дороговизну этого материала, его использование вполне оправдано.
Перед тем как соединить медные трубы, необходимо определиться, делать это с помощью пайки или без нее.
Соединение пайкой
Одним из первых вариантов следует рассмотреть соединение труб при помощи пайки. Нужно сразу отметить, что способов пайки медных труб существует два – это низкотемпературный и высокотемпературный метод. Как несложно догадаться, различие между ними заключается в температуре, при которой происходит пайка. При низкотемпературном режиме нагревание элементов происходит до 300 °С и применяются припои с низкой температурой плавления. Высокотемпературная пайка применяется для монтажа систем, испытывающих значительные нагрузки, например, в промышленности, использование этой методики в частных целях нецелесообразно.

При соединении медных труб при помощи пайки, как правило, используются соединительные элементы, называемые фитингами, припои на основе олова и флюсы. Процесс соединения труб выглядит следующим образом.
- Сначала необходимо отрезать трубы нужного размера. При этом стоит проявлять аккуратность и обязательно учитывать размеры самого фитинга.
- Торцы труб, которые нужно соединить, необходимо тщательно осмотреть на предмет наличия различных дефектов вроде трещин, сколов или заусенцев. Их присутствие недопустимо, так как способно повлиять на герметичность соединения, поэтому в случае обнаружения все дефекты необходимо ликвидировать.
- Если торцы труб в порядке, то можно приступать к соединению. Следует оговориться, что вариантов соединения существует несколько, например, соединять нужно более двух труб или трубы различного диаметра, поэтому должны быть выбраны фитинги, соответствующие цели.
- Торец трубы и внутренняя часть соединительного элемента обрабатывается при помощи флюса – специального состава, который выступает в роли обезжиривателя, подготавливающего поверхности для более прочного соединения.
- После этого торец трубы вставляется в фитинг и нагревается. Фитинг подбирается таким образом, чтобы его диаметр был на 1–1,5 мм больше, чем диаметр трубы. Нагревание труб производится с помощью газовой горелки. Пространство между соединяемыми элементами заполняется плавящимся припоем. Современный рынок предлагает разнообразие готовых припоев, удобных в применении, поэтому проблем с этим возникнуть не должно.
- После того как припой будет равномерно распределён по всей окружности, соединяемые части следует оставить до полного застывания припоя, образующего прочное соединение.
- Заключительным этапом должна стать проверка соединения, то есть воду нужно пустить. Таким образом, произойдёт не только проверка, но и удаление остатков флюса, которые могут остаться на внутренней поверхности труб, что нежелательно, так как способно стать причиной возникновения коррозии.
Соединение без помощи пайки
Следует также отметить, что, несмотря на то, что соединение медных труб при помощи пайки является наиболее надёжным и целесообразным в большинстве случаев, существуют моменты, когда паять не представляется возможным и в таких случаях можно прибегнуть к соединению без пайки при помощи специальных фитингов. Принцип их действия основан на зажимном эффекте, возникающем в результате соединения резьбой. Процесс соединения заключается в следующем.
- Сначала фитинг, обычно состоящий из двух частей, необходимо разобрать.
- Одна из частей одевается на трубу. Если быть точнее, то одевается гайка и зажимное кольцо.
- После этого, труба вставляется внутрь соединительного фитинга, и гайка затягивается по резьбе.

Как правило, к фитингам такого рода прилагается инструкция, в строгом соответствии с которой должны проводиться все работы.
Обратите внимание! Соединение труб таким образом не является достаточно надёжным, поэтому недопустимы даже малейшие перекосы в соединении, а также нарушение технологии. Для достижения большей герметичности резьбового соединения его можно уплотнить специальными нитями, при этом недопустимо, чтобы излишки попали внутрь трубы, так как это может препятствовать свободному прохождению воды.
Какой бы способ соединения не был выбран, работы следует проводить, соблюдая ряд общих правил:
- Для соединения должны использоваться трубы из одного металла. Если же нужно соединить медную трубу с какой-либо ещё, нужно выбирать соответствующий метод. Например, для соединения медной и ПВХ трубы не подходит пайка.
- Если предполагается соединять медные и стальные трубы, то стальные нужно размещать перед медными.
- При затягивании резьбовых соединений необходимо соблюдать осторожность, особенно, если используются тонкостенные трубы.
- Для того чтобы не ошибиться с количеством припоя, длину проволоки нужно брать равную окружности трубы.
- Для нагревания труб лучше всего использовать специальную горелку. Применение обычной паяльной лампы в принципе допустимо, но при этом есть риск перегреть место соединения, что усложнит работу.
- Медные трубы несколько затратные с материальной точки зрения, поэтому перед началом работ целесообразно провести предварительные расчёты количества материала. При этом не следует забывать, что соединительные элементы тоже имеют определённые размеры, которые необходимо также учитывать.

В заключение стоит сказать, что соединение медных труб является не очень сложным с технологической точки зрения процессом, но в первый раз могут возникнуть некоторые сложности. Для того чтобы иметь наиболее полное представление о процессе, можно проконсультироваться с профессионалами или хотя бы просмотреть видео по этой теме.
Видео
В этом видео показан процесс пайки медных труб.
Существует множество методов, как соединять медные трубы в единую систему трубопровода. Рынок предоставляет огромное количество фитингов, припоев, флюсов, креплений, позволяющих создать разъемные и неразъемные, обслуживаемые и необслуживаемые соединения.
Работа с медными трубами состоит из:
- оценки размеров – если труба неправильно замерена, невозможно ее правильно порезать;
- резки – производится строго перпендикулярно при помощи трубореза, учитывая, что лучше сделать побольше оборотов, чем применять усилие;
- зачистки – удаления заусенцев после резки и оксидной пленки (лучше это сделать специальной салфеткой);
- соединения.
Способы соединения медных труб:
- пайка капилярная;
- пайка высокотемпературная;
- различные фитинги.
Соединение при помощи пайки
Для соединения медных изделий при помощи пайки на зачищенную поверхность следует нанести флюс и сразу же соединить детали. Узел соединения равномерно прогреть газовой горелкой (паяльной лампой, паяльником) до того момента, когда флюс начинает менять цвет, а припой плавится. Огонь горелки отводится, припой заполняет зазор между элементами.


Чтобы количество припоя было оптимальным, специалисты предлагают простой ориентир – длина прутка припоя должна быть равна диаметру трубы. Можно пруток необходимой длины отрезать уже перед пайкой. Если одним из элементов является фитинг, обработанный припоем уже на заводе, то добавлять его не нужно.
После заполнения зазора припоем необходимо отвести время для остывания, не подвергая узел механическим воздействиям. Когда припой полностью застыл, нужно удалить все остатки припоя и флюса влажной тряпкой. После того, как смонтирована вся система, ее следует промыть горячей водой. Флюс способствует коррозии, поэтому его присутствие на внутренней поверхности нежелательно.
Пайка медных трубВиды фитингов для соединения медных труб
Соединение без пайки производится при помощи фитингов, которые делятся на две большие группы – прямые (соединение одинаковых по диаметру элементов) и переходные (соединение разных по диаметру элементов). Диаметры могут быть от 8-и до 100 миллиметров.
Исходя из конфигурации, фитинг (соединитель) для медных труб называется:
- муфтой – должна быть изготовлена из того же материала, что и трубы, может применяться как для элементов с одинаковым диаметром, так и для элементов с разными диаметрами, применяется в случае, когда нет необходимости менять направление;
- угольником – предназначен для изменения направления системы на 30, 45 или 90 градусов;
- тройником – применяется для соединения трех концов, расположенным по отношению друг к другу под углом 45 или 90 градусов;
- крестовиной – стыкует вместе четыре трубы, расположенных перпендикулярно друг к другу на одной плоскости;
- переходником («американка», футорка, сгон, ниппель) – для объединения труб из разного материала с применением различных способов;
- заглушкой – колпак, пробка для герметизации конца трубки;
- штуцером – для соединения трубы и гибкого шланга.

Исходя из способа, соединение медных труб фитингами может быть :
- при помощи фитинга для пайки, под резьбой которого находится олово. В него вставляется труба, обработанная флюсом, узел прогревается, пока припой становится жидким и заполняет зазор;
- при помощи резьбового (оснащенного резьбой);
- обжимного (компрессионного), позволяющего соединить элементы разного диаметра. Фиксация трубы с фитингом происходит при помощи О - образного уплотнителя и разъемного или неразъемного кольца. Для монтажа подходят обычные инструменты;
- пресс - фитинга, состоящего из корпуса и втулки и монтирующегося при помощи пресс – клещей;
- самофиксирующегося фитинга, который устроен на основе внутренних колец, один из которых оснащен зубцами. Когда на него давят специальным ключом, зубцы входят в другое кольцо, образуя надежное соединение. Так же легко, как надевается, он и снимается.

Особенности изделий из меди: что нужно учитывать
При монтаже трубопровода из меди важно знать не только то, как соединять медные трубы, но выполнить несколько дополнительных условий:
- чтобы продлить срок эксплуатации системы, следует применять только медь и ее сплавы;
- если необходимо применение изделий из других материалов, то следует учитывать, что нельзя соединять медь с оцинкованной сталью, так как это приводит к возникновению коррозии в элементах из стали;
- если никак нельзя избежать использования изделий из стали, то они должны быть вмонтированы перед медными элементами;
- безопасно соединение меди и кислотоупорной стали.
Элементы крепления
Для окончательной установки любого трубопровода необходимы крепления для медных труб


- хомуты и кронштейны.
Для бытовых трубопроводов используются:
- металлические С- образные (крепление одним болтом) и О- образные (крепление двумя болтами) хомуты, изготовленные из стали и оснащенные резиновым покрытием, нейтрализующим механические и акустические вибрации;
- пластиковые хомуты (подвижные и стационарные) – для внутренних систем, оснащены дюбелем и шурупом;
- кронштейны – для подвешивания или расположения элементов системы.
Совершенно очевидно, что для каждой системы необходимо подбирать свои методы монтажа и крепления. Только при выборе качественных материалов и правильном монтаже трубопровод будет надежным и долговечным.
Производство медных трубМедные трубы и фитинги востребованы за счет своей высокой долговечности и прочности, а также ряда других технических характеристик, обеспечивающих бесперебойную работу различных коммуникационных сетей.
1 Основные особенности инженерных сетей из меди
Российские и зарубежные компании в настоящее время выпускают фитинги и трубы из меди высокого качества. Такие изделия отвечают требованиям европейских стандартов (ISO 9002, BS2, DIN), они отличаются повышенной устойчивостью к давлению рабочих сред, протекающих по трубопроводам, к высоким и низким температурам, к воздействиям внешнего характера при транспортировании и хранении.
Инженерные сети из меди не боятся солнечных лучей (это отличает их в лучшую сторону от популярных нынче полимерных конструкций), на них не появляется с течением времени ржавчина, которая всегда образуется на металлических и стальных трубопроводах. Срок их службы составляет не менее ста лет, согласитесь, очень трудно найти более качественный и практически "вечный" материал для обустройства бытовых и промышленных коммуникаций.
Применяются для строительства следующих систем:
- кондиционирования воздуха;
- отопления;
- подачи воды (как холодной, так и горячей);
- распределения газа.
Частные лица, как правило, используют трубы из меди тогда, когда устанавливают в своих жилищах надежные и долговечные сети водоснабжения. Понятно, что соединительные элементы для таких трубных изделий чаще всего выпускаются также из меди. Медные фитинги считаются намного более экономичными, нежели металлические, так как для их изготовления требуется меньше материала.
Суть в том, что при производстве, например, чугунных деталей их стенки проектируют изначально толстыми – инженеры оставляют "запас" на потери металла в результате коррозии. А вот соединительные элементы из меди можно изготавливать намного тоньше, ведь их ржавчина не трогает и через десятилетия эксплуатации.
Востребованность медных трубопроводов обуславливается и другими причинами:
- антисептическими свойствами меди (на воду в системах ее подачи не воздействуют болезнетворные микробы и организмы, что, естественно, улучшает качество питьевой воды);
- простотой установки труб и соединения их между собой.

Кроме того, если вода в трубах замерзает, магистраль всего лишь деформируется, а не рвется, как это отмечается при замерзании стальных и других изделий. Разрушение конструкций из меди фиксируется только в том случае, когда на них воздействует нагрузка свыше 200 атмосфер (подобного давления в бытовых системах просто-напросто не может быть).
2 Виды соединительных элементов для медных труб
Современные фитинги для сетей из меди бывают таких видов:
- резьбовые;
- самофиксирующиеся;
- компрессионные (обжимные);
- пресс-фитинги;
- капиллярные.

Пресс-фитинги для медных труб сейчас почти не применяются для соединения элементов медных трубопроводов. Во-первых, их монтаж выполняется с помощью специального пресса, который стоит немало. Во-вторых, такие фитинги изначально создавались для соединения пластиковых и металлопластиковых конструкций. Использовать пресс-детали для медных труб имеет смысл только в том случае, если невозможно выполнить качественную пайку труб либо смонтировать их другими видами соединительных элементов.
В этой статье мы подробно рассмотрим и другие фитинги (компрессионные, резьбовые и так далее), но прежде отметим, что при монтаже медных изделий необходимо всегда использовать материалы однородной структуры. В таком случае инженерная сеть будет гарантированно служить максимально долго и без поломок. Другими словами, соединение медных труб следует выполнять именно фитингами из меди, а другие материалы применять только по мере необходимости.

Если используются разнородные материалы, нужно придерживаться следующих правил монтажа трубопроводов:
- Медные трубы в комбинированных системах всегда устанавливаются по ходу течения воды после стальных или металлических изделий.
- Запрещается соединение меди с оцинкованной сталью, а также с трубами, сделанными из нелегированных сплавов. Это связано с тем, что в данном случае в системе образуются такие процессы электрохимической природы, которые существенно ускоряют ржавление стальных элементов.
- Разрешено соединение изделий из меди и ее сплавов со сталями кислотоупорной группы. Но лучше заменить металлические трубы на поливинилхлоридные (если, конечно же, имеется такая возможность).
3 Резьбовые фитинги для трубопроводов из меди
Такие соединительные элементы рекомендуется монтировать тогда, когда конструкция инженерной системы предполагает ее периодическую разборку, ремонт (замену частей, вышедших из строя) и сборку. Резьбовое соединение характеризуется наличием на нем внутренней либо внешней резьбы, предназначенной для создания единой магистрали.
По параметрам надежности и длительной эксплуатации резьбовые фитинги менее практичны, нежели компрессионные или капиллярные. Их необходимо регулярно проверять, производить демонтаж старых и установку новых элементов. По этой причине такие фитинги допускается монтировать на тех участках системы, куда легко добраться.

Варианты резьбовых элементов для обустройства медных трубопроводов:
- муфты: с их помощью можно осуществлять соединение труб из разных материалов, а также прямых участков трубопроводов с различными либо одинаковыми сечениями трубных изделий;
- уголки на 45 и 90 градусов: необходимы для поворота трубы под заданным углом;
- отводящие штуцеры;
- крестовины, тройники (иначе их называют коллекторами): позволяют сохранять главное направление сети и при этом выполнять любое количество независимых ответвлений от нее;
- колпаки и специальные заглушки: дают возможность качественно перекрывать окончания коммуникационной системы из меди.

При монтаже новых сетей желательно применять обжимные фитинги, а вот модернизацию трубопроводов и их капитальный ремонт лучше выполнять резьбовыми элементами.
4 Самофиксирующиеся и компрессионные фитинги
Такие соединительные детали, которые называются обжимными или цанговыми, являются хорошей заменой фитингам, монтируемым с помощью открытого огня. Цанговые фитинги состоят из набора уплотнительных прокладок и колец, а также специального кольца для обжима трубы. Полностью герметичное соединение трубных изделий из разных материалов обеспечивается тем, что гаечным ключом выполняют затяжку обжимного кольца. Компрессионные фитинги могут изготавливаться из стали, металлопластика, латуни или меди.
Обжимные (цанговые) детали незаменимы для систем подачи воды, которые состоят из различных по сечению труб. Также они востребованы для строительства сетей из разных материалов. Хотя в последнее время классические компрессионные фитинги стали вытесняться самофиксирующимися деталями, так как они по своим эксплуатационным возможностям являются более предпочтительными.

Самофиксирующиеся цанговые фитинги представляют собой конструкции, внутри коих устанавливается целая система колец. Причем одно кольцо обязательно оснащается зубцами. При надавливании особым монтажным ключом на этот зубчатый элемент он закрепляется в соседнем кольце, в результате чего получается по-настоящему прочное соединение.

Демонтируются подобные обжимные фитинги также просто, как и устанавливаются, тем же самым ключом. Обратите внимание – компрессионные изделия для медных труб всегда изготавливают из меди. При этом они годятся для обустройства трубопроводов из любых других металлов и пластика.
5 Соединение медных труб по капиллярной методике
Самым популярным способом действительно надежного и прочного соединения трубных конструкций из меди признается их пайка. Базируется данная операция на капиллярном эффекте. Он гласит, что жидкость способна подниматься вверх по капилляру, преодолевая возникающую силу тяжести в тех случаях, когда между двумя поверхностями имеется определенная дистанция.
На практике это явление позволяет равномерно распределяться используемому припою по всей площади соединяемой поверхности. Причем не имеет никакого значения, в каком пространственном положении располагается элемент трубопровода. Совсем несложно подавать припой не сверху, а снизу.

Технология капиллярной методики такова:
- производится нагрев трубного соединения (при помощи горелки);
- расплавленный припой попадает в зазор между соединительным элементом и трубой и полностью заполняет его;
- трубопроводу дают остыть;
- используя чистящий состав, выполняют зачистку наружных частей системы.
На этом можно считать завершенной – система готова к выполнению своих задач! По капиллярной технологии монтируются медные и металлические трубы. Если используется стальной фитинг, на место пайки следует заранее нанести специальный флюс. Роль материала для припоя выполняет оловянная либо медная очень тонкая проволочка, которую помещают под резьбу фитинга. В некоторых случаях применяют и проволоку из серебра.

Еще один важный момент. Цанговые соединения монтируются без предварительной подготовки соединяемых изделий. А вот пайку можно производить только после тщательного удаления с кромок труб грязи и пыли, а также после обезжиривания поверхности.
6 Особенности вальцевания медных труб
При обустройстве трубопроводов из медных изделий посредством разъемных соединений часто используется специальное приспособление под названием вальцовка. Также распространено и ее второе наименование – отбортовка. С помощью данного инструмента можно произвести вальцевание – операцию, которая дает возможность модифицировать форму и геометрические показатели меди и иных пластичных материалов без утраты их эксплуатационных свойств.
Элементарная вальцовка представляет собой обыкновенную коническую болванку, которую помещают в трубу, а затем проворачивают до тех пор, пока не изогнут ее до нужной формы. Ясно, что такое приспособление нереально использовать при обустройстве современных трубопроводов, так как оно не обеспечивает равномерного давления на стенки и не позволяет выбирать конкретное усилие вальцевания.

Более эффективной является вальцовка со струбцинами и конусом, которые оборачиваются вокруг собственной оси. Именно такой инструмент рекомендуется приобретать для прокладки коммуникаций в своем жилище. Стоит он недорого, а вот качество работ гарантирует достаточно высокое. Струбцина такой отбортовки оснащается либо несколькими отверстиями, подходящими под определенные диаметры труб, либо одним отверстием универсального типа, в которое можно вставлять трубные изделия самых разнообразных сечений.
Профессиональными же специалистами, занятыми в сфере строительства трубопроводов, обычно применяется вальцовка с предохранительной трещоткой и с эксцентриком. Перед тем, как начать работу с ней, потребуется надеть гайки на соединяемую трубу (именно они дают возможность осуществить требуемое соединение). Профессиональная вальцовка деформирует металл посредством обкатки трубы (ее внутренней поверхности) эксцентриком – приспособлением со смещенным центром.

А трещотка определяет наибольшее усилие, которое может быть приложено к конструкции без образования явления утончения стенок трубы и ее продавливания. Четкое соблюдение усилия деформирования меди обеспечивается прокаткой эксцентрика. Это приспособление не оставляет небольших бороздок и вмятин на внутренней поверхности трубы. А значит, система будет служить вам очень долго, ведь именно наличие указанных изъянов значительно снижает срок эксплуатации коммуникации (бороздки и вмятины – это те участки, на которых высока вероятность появления утечек).
Таким образом, вальцовка с эксцентриком и трещоткой-предохранителем по праву считается идеальным инструментом для монтажа медных трубопроводов на безупречном качественном уровне. А главное – весь процесс идет быстро и без чрезмерных затрат физических сил.
Соединение медных труб производится тремя способами: на компрессионных фитингах, посредством капиллярной пайки и при помощи пресс-фитингов. Каждый из этих способ имеет свои плюсы и минусы. Все зависит от того, в каких именно условиях планируется эксплуатировать сантехническую систему.
Соединения на обжимных (компрессионных) фитингах
Основное преимущество данной методики – простота монтажа, минимум вспомогательных инструментов. Справиться с такой работой сможет каждый человек, ведь нужно только лишь двумя ключами затянуть гайки. Недостатки соединения посредством фитингов: ограниченное максимальное давление (до 10 БАР) при температуре системы, равной 100 градусам.
Соединение медных труб компрессионными фитингами
При монтаже также крайне важно не допустить малейших перекосов. Если фитинги предназначаются для «мягких» труб, обязательно наличие специальной втулки-вкладыша. Последний фактор крайне важен, но им часто пренебрегают.
Соединения, выполненные капиллярной пайкой
Преимущества соединения пайкой: аккуратность и ровность швов, минимальное количество требуемого припоя, демократичность относительно стоимости. Эксплуатационные характеристики: максимальное рабочее давление 40 БАР при максимальной температуре системы 150 градусов. Для капиллярной пайки требуется наличие горелки (на пропане или ацетилене), флюса, припоя. Данный способ соединения медных труб требует от человека определенного опыта и знаний.
С пресс-фитингов
Преимущества монтажных работ без пайки: высокая надежность, средняя стоимость при быстрой окупаемости. Для выполнения работ без пайки, посредством пресс-фитингов, от человека требуется минимум знаний и умений. Соединить медные трубы таким способом – дело считанных минут.


Как соединить медные трубы со стальными?
Традиционно изделия из меди монтируются со стальными деталями посредством обжимных (компрессионных) фитингов. Технология работы:
Фитинг разбирается, затем в него вставляется труба, на которую предварительно надето обжимное кольцо и зажимная гайка.
Ручным способом гайка затягивается до самого упора. Важно следить за тем, чтобы не было никаких перекосов. Исходя из диаметров медной трубы или инструкции, указанной в паспортных документах или специальных таблицах, гайка затягивается на некоторое число оборотов посредством ключа. Обычно число оборотов составляет от ½ до ¼. Важно соблюдать рекомендованное число оборотов. В ином случае труба может деформироваться.
Соединить изделия из меди со стальными деталями довольно просто. Если вам что-то осталось непонятным, настоятельно рекомендуем просмотреть обучающее видео, где детально рассказывается, как смонтировать детали из меди со стальными трубами.
Технология монтажа

Как соединить медные изделия?
- Отрезается, как и в предыдущем варианте, нужный отрезок изделия;
- Внешняя и внутренняя часть очищается от загрязнений посредством специального ерша или губки для меди;
- Труба вставляется в капиллярный фитинг до предела, наносится флюс, излишки которого можно удалить чистой тканью;
- Соединение нагревается посредством газовой горелки или специального строительного фена, наносится припой. Припой должен расплавиться и равномерно заполнить монтажный зазор;
- Ждем естественного остывания припоя. Остатки флюса убираются при помощи влажной и чистой ткани.
Теперь вы знаете, как соединить медные трубы несколькими способами. Если что-то в монтаже медных изделий кажется вам неясным, вы всегда можете изучить обучающее видео. В принципе, работа эта достаточно проста и ее можно выполнить самостоятельно, не прибегая к услугам профессионалов.
trubygid.ru
Как соединить медные трубы
Соединение развальцовкой
2. На трубу надеваете муфту.
Соединение резьбовое
Подготавливается фитинг;
truba-info.ru
Как паять медные трубы - пайка медных труб
Трубные изделия из медных материалов и их сплавов давно уже не выглядят новинкой в наших отопительных системах; кроме того, они всё чаще встречаются сегодня в современных водо- и газоснабжающих магистралях жилых строений и промышленных предприятий. Эти надёжные и пластичные изделия широко используются в настоящее время в качестве ответственных узлов современных систем кондиционирования воздуха и холодильных агрегатов различного профиля.
Медная труба
Всего этого вполне достаточно для того, чтобы у нас появилось желание научиться формировать неразъемные соединения из подобных изделий, а точнее – ознакомиться с тем, как паять медные трубы в бытовых условиях. Дело в том, что известные техники соединения медных труб используются с давних времён и предполагают введение в контактную зону специального расплавленного сцепляющего состава или припоя. Что особо важно знать при освоении процесса пайки медных труб, – это то, что надёжный сварочный контакт получается, как правило, лишь в том случае, когда температура плавления самого припоя имеет значение чуть ниже точки плавления свариваемых трубок.
Отметим также, что качественная и надёжная пайка медных труб своими руками потребует от исполнителя особой аккуратности при работе со свариваемыми изделиями, а также определённой теоретической подготовки.
Преимущества сварных медных соединений
Сварка медной трубыНельзя не упомянуть в нашей статье и того множества свидетельств, которые дополнительно подтверждают неоспоримые преимущества медных конструкций, получаемых сварным методом. Подобные упоминания лишь увеличивают всё более растущий спрос на продукцию, которая отличается целым набором достаточно уникальных свойств:
- долговечностью и прочностью сварных медных изделий;
- доступностью и простотой обработки медного материала;
- возможностью выбора условий формирования сварочного контакта (регулировкой режима сварки).
Помимо этого, применение новейших сварочных методик позволит вам сэкономить на таких обязательных сборочных запасных частях, какими являются стандартные переходники и фитинги, что заметно снижает общую стоимость изготовления сварных труб отопления.
Методы пайки медных труб и используемый инструмент
При проведении специальных операций, связанных со сваркой трубных заготовок различного диаметра, чаще всего применяются следующие температурные режимы:
- Высокотемпературный режим с термическим прогревом зоны расплава до 900 градусов, используемый для заготовок, находящихся под значительными нагрузками.
- Режим низкотемпературной обработки, практикуемый чаще всего в быту с рабочей температурой в зоне контакта до 450 градусов.
Для удобства фиксации сочленяемых труб в процессе пайки вам может потребоваться следующий инструмент:
- Специальный захват-труборез, обеспечивающий ровный срез заготовки в месте её предполагаемой сварки.
- Приспособление для подготовки фасок (включая удаление заусенцев).
- Особого рода расширительный механизм, используемый для подготовки места спайки на глубину, примерно равную диаметру свариваемых заготовок.
- И, наконец, сам сварочный аппарат или газовая горелка, непосредственно применяемые для спайки медных стыков.
Вдобавок к этому, вам непременно потребуется строительный термический фен, посредством которого можно будет разогревать места стыка заготовок до 650 градусов (используется в основном при работе с легкоплавкими припоями).
Строительный фен
Наличие в текущем инструментальном наборе такого разогревающе-сварочного аппарата позволит его обладателю очень просто регулировать температурный режим в зоне сварки, а также поддерживать его на оптимальном уровне. Кроме того, широкий набор сменных насадок, входящих в рабочий комплект сварочного устройства, обеспечивает вам возможность направлять струю разогретого воздуха в любое удобное для вас место.
Материалы, используемые при пайке медных заготовок
Перед тем как паять трубы отопления своими руками, любой исполнитель просто обязан основательно ознакомиться с рабочими материалами, используемыми в качестве термических припоев. Помимо этого, ему непременно следует знать о том, что все эти материалы по характеристикам тугоплавкости делятся на припои твердых и мягких категорий.
Припои
ПрипойТак называемые припои высокой тугоплавкости внешне напоминают удлинённые стержни произвольного профиля и используются обычно при необходимости разогрева металла в зоне пайки до максимально возможных температур (вплоть до 900 градусов по Цельсию). Подобные температуры обеспечивают получение высококачественного и надёжного паяного контакта.
Обратите внимание! Такие паяльные материалы используются в основном при ремонтно-восстановительных работах, производимых на ответственных снабжающих магистралях или же при ремонте промышленных кондиционеров и специального холодильного оборудования.
К наиболее типичным представителям паяльных припоев данного класса следует отнести самофлюсующиеся медно-фосфорные составы, оснащаемые самыми различными добавками (типа Cu94 P6 и Cu92 P6 Ag2). Практически незаметная на глаз 6% добавка серебра или фосфора позволит вам понизить рабочую температуру плавления подобного припоя вплоть до 750 градусов. И это при условии, что фактические показатели расширения используемых материалов почти в точности соответствуют аналогичным параметрам для меди, что обеспечивает возможность получения прочного и надёжного соединения.
Мягкий припой
Припои, называемые в просторечье «мягкими», своё название получили из-за того, что используются в процессе низкотемпературной обработки медных трубок, производимой в бытовых условиях. Изготавливаются они, как правило, в виде довольно тонких проволочек и разрабатываются на основе таких популярных химических веществ, какими являются известные всем нам свинец, олово, цинк или их сплавы.
Флюсы
Флюс для пайкиС целью упрощения процедуры пайки медных труб своими руками нередко применяются особые пастообразные или даже жидкие составы (их ещё называют флюсами). Важно заметить, что зачастую от грамотного подбора того или иного флюса во многом может зависеть успех или неуспех производимой операции.
Подобно припоям, рассматриваемые нами материалы также условно подразделяются на низкотемпературные реактивы (до 450 градусов) и высокотемпературные химические составляющие, используемые при пайках выше 450 градусов.
Такие химические составы используются для следующих целей:
- способствуют очищению зоны пайки от вредных окислов;
- защищают рабочую зону от попадания в неё кислорода, всегда содержащегося в окружающей среде;
- формируют благоприятные условия для равномерного распределения паяльного состава по местам пайки;
- повышают качество сцепления изделий с припоем.
В процессе проведения работ припой, разогретый до нужной температуры, равномерно растекается по частям спаиваемых деталей, образуя при этом надёжное соединение. После остывания контакта пайки из зоны обработки все излишки флюса просто удаляются.
Видео
Этот ролик посвящен пайке труб мягким припоем:
trubyinfo.ru
Как соединить медные трубы | Все о трубах
Монтаж медных трубопроводов предполагает умение правильно делать соединения труб и арматуры. Об этом мы и расскажем в этой короткой статье.
Медные трубы можно соединять с муфтой без развальцовки торцевой части трубы. Преимуществом такого соединения является то, что его можно в любое время разобрать и собрать по второму разу. Там же где нет возможности работать с газовой горелкой или же невозможно полностью слить воду из старой трубы, используется соединение с развальцовкой. Делается такое соединение следующим образом. Первым делом обрабатывается торец трубы с тем, чтобы его поверхность была идеально ровной. После этого на трубу одевается муфта, а внутрь трубы направляется конус развальцовки. После этого следует стянуть зажим развальцовки и медленно вращать её винт. Это нужно делать до тех пор, пока угол расширения трубы не достигнет сорока пяти градусов. После этого винт нужно выкрутить, зажим ослабить и снять с трубы развальцовочное устройство. Теперь муфту можно сдвигать в сторону торца трубы до упора и закручивать гайку.
Однако чаще медные трубы соединят между собой с помощью фитингов. В отличии от пластиковых труб, фитинги в медных трубах не обжимаются, а впаиваются. Такая пайка может быть как высокотемпературной, так и низкотемпературной. В первом случае используется твёрдый стержневой припой с высокой температурой плавления. Прогрев труб и фитингов при этом должен производится ацетиленовыми или же пропановыми горелками, так как температура их пламени очень высокая. При низкотемпературной пайке используется мягкий припой, выполненный в виде проволоки. Прогрев можно делать обычной паяльной лампой. На практике высокотемпературную пайку применяют при раструбных соединениях, а низкотемпературную при фитинговых.Технология пайки несложная. Сначала спаиваемая поверхность трубы и фитинга очищается от окиси и покрывается флюсом. Затем на трубу одевается фитинг и место будущего соединения прогревается до тех пор, пока расплавленный припой не заполнит зазор между трубой и фитингом. Следует иметь в виду, что припой должен плавится не в пламени горелки, а от температуры разогретого металла. После остывание соединение приобретает высокую прочность. После этого остаётся лишь снять с поверхности остатки флюса.
Также в медных трубопроводах используются и резьбовые соединения. Обращаться с ними нужно предельно осторожно, так как сорвать медную резьбу можно даже не прилагая для этого чрезмерных усилий. В резьбовых соединениях для медных труб всегда используется обжимное кольцо, которое предназначено для равномерного распределения нагрузки по всей площади соединения. Работа эта делается в такой последовательности. Сначала обрабатывается торец трубы, затем на трубу одевается накидная гайка, а на самый край обжимное кольцо. Затем фитинг вставляется в трубу до упора и осторожно закручивается накидная гайка.
xn--80abcm9bmekkw.xn--p1ai
Как соединить медные трубы - строительство
Как соединить медные трубы
Медные трубы соединяют при обустройстве различных трубопроводов, используя при этом арматуру и специальные методы. Каждому нужно знать, как соединить медные трубы, так как получение надежного стыка требует соблюдения определенных условий.
Соединение развальцовкой
Мягкие трубы из меди очень часто соединяют с муфтой, в которую заделывается не развальцованный конец трубы. Такой стык демонтировать не сложно, а потом его можно легко восстановить. Обычно соединение медных труб с развальцовкой используется тогда, когда работать горелкой опасно и из старой трубы невозможно слить воду полностью. Порядок работ следующий:
1. Зачищаете торец трубы. При этом нужно снять все задирки.
2. На трубу надеваете муфту.
3. Вставляете в калиброванное отверстие для развальцовки трубу. Хорошенько ее там зажмите. Отверстие должно быть таким же диаметром, что и сама труба. Торец трубы устанавливаете на одном уровне или же чуть выше поверхности зажима.
4. Надеваете на зажим приспособление. Начинайте вращать винт, пока конус не развальцует под углом примерно в 45 градусов торец трубы.
5. Вынимаете из калиброванного отверстия трубу. Затем нужно подвести вплотную муфту к развальцованным кромкам. Оборачиваете резьбу муфты лентой уплотнительной, а гайку закручиваете.
Соединение при помощи фитингов
Соединение медных труб фитингами уменьшает трудозатраты при монтаже, само время выполнения работ и гарантирует качество соединения, так как втяжка металла отсутствует. Медные трубы с фитингами чаще всего соединяются капиллярной пайкой, в основе которой лежит капиллярный эффект. Существует две разновидности пайки труб из меди:
Пайка высокотемпературная. Для этого метода используются стержневые тугоплавкие припои. Для нагревания труб применяются пропановые и ацетиленовые горелки;
Пайка низкотемпературная. При этом методе применяются припои мягкие, которые свернуты в бухточки. Для этой пайки достаточно огня от обычной паяльной лампы.
Каких-то особенных отличий в этих двух методах нет, но пайку высокотемпературную используют при раструбном соединении труб, а пайку низкотемпературную - на соединениях фитингами, в которые заплавлен припой.
Метод соединения фитингами следующий:
На покрытую флюсом трубу надевается фитинг:
Горелкой нагревают соединение, пока припой не расплавится и не закроет щель между фитингом и трубой;
Конструкция остывает, и затем проводят внешнюю чистку при помощи специальных чистящих средств для меди. После этого труба готова к эксплуатации.
Соединение резьбовое
Резьбовое соединение медных труб является разборным, и используются специальные обжимные кольца. Если возникает надобность в демонтаже, кольцо нужно будет заменить. Соединение такого вида выполняется следующим образом:
Сначала отрезают кусок трубы необходимой длины;
Если применяются трубы с ПВХ-изоляцией, нужно убрать с конца трубы острым ножиком изоляционный слой и снять напильником заусеницы, которые образовались после среза;
Подготавливается фитинг;
На трубу надевается накидная гайка, потом надевают отжимное кольцо;
Гайку следует накручивать плавно – сначала ее крутят руками, когда уже так делать становится невозможно, используется ключ. В процессе работы гайка обжимает трубу и получается герметизация стыка.
fix-builder.ru




