Cara mempelajari cara menyolder dengan besi solder listrik: aturan kerja. Cara menyolder dengan besi solder dengan damar Apa yang Anda butuhkan untuk menyolder
Di dunia yang dipenuhi dengan produk logam listrik, kemampuan untuk menangani besi solder listrik dan solder dengan baik selalu dapat berguna. Keuntungan terkenal dari bagian penyolderan dengan berbagai ukuran memungkinkan untuk secara mandiri mengembalikan sampel individu peralatan rumah tangga (penerima televisi, misalnya), memperbaiki berbagai peralatan rumah tangga, dan menyolder barang-barang yang terbuat dari tembaga, kuningan, dan perak.
Sebelum Anda mempelajari teknik yang benar untuk menangani solder dan besi solder di rumah, Anda harus mengikuti kursus khusus yang melibatkan pembelajaran cara menyolder dan segala sesuatu yang mendahului prosedur ini. Anda dapat belajar sendiri, tetapi ketika menguasai pekerjaan dengan perhiasan, sirkuit elektronik yang kompleks, Anda tidak dapat melakukannya tanpa mentor yang berpengalaman.
Dari sudut pandang organisasi proses, menyolder logam menggunakan solder khusus adalah serangkaian operasi yang isinya cukup sederhana. Namun, terlepas dari kemudahan yang tampak, tidak semua orang dapat menyolder dengan benar pertama kali. Pada pertemuan pertama, ada beberapa kesulitan yang terkait dengan kurangnya gagasan yang jelas tentang apa dan dalam urutan apa yang harus dilakukan.

- perlu untuk memilih alat kerja utama yang tepat untuk disolder;
- Anda harus khawatir tentang membuat dudukan yang nyaman dan fungsional, siapkan tempat di mana Anda harus menyolder sebagian besar waktu;
- siswa harus menimbun bahan habis pakai yang sesuai, yang tanpanya prosedur seperti itu tidak dapat dilakukan (solder, fluks cair atau pasta).

Dan, akhirnya, pengguna pemula harus menguasai metode teknologi dasar penyolderan, yang melibatkan urutan tindakan tertentu yang bertujuan.
Anda dapat menyolder dengan besi solder listrik, kompor gas atau obor. Papan, sirkuit mikro biasanya disolder dengan pengering rambut khusus, stasiun termal yang memberikan pemanasan seragam. Pilihan satu atau beberapa jenis alat dan dudukan atau dudukan untuk itu ditentukan oleh kondisi suhu di mana ia seharusnya melakukan operasi kerja.
Persyaratan selanjutnya melibatkan persiapan komponen wajib yang memungkinkan Anda untuk menyolder sambungan logam apa pun dengan benar. Ini termasuk berbagai jenis solder, aditif fluks dan cairan solder khusus yang diperlukan untuk meningkatkan kualitasnya (komposisi rosin dan alkohol untuk tinning).
Semua komponen proses harus dipilih untuk kondisi khusus untuk pembentukan sambungan solder dan dengan mempertimbangkan karakteristik bagian yang digunakan.
Prosedur Operasi Dasar
Peta teknologi atau diagram penyolderan yang "benar" dengan besi solder menyarankan prosedur berikut untuk melakukan operasi.
Sebelum menyolder langsung, permukaan benda yang akan disolder dibersihkan dari kotoran berat dan endapan korosi, setelah itu harus dibersihkan hingga bersinar khas.
Setelah ini, titik-titik penyolderan bagian-bagian diperlakukan dengan fluks yang telah disiapkan sebelumnya, yang melaluinya dimungkinkan untuk meningkatkan kondisi penyebaran solder di atas permukaan kontak.
Kemudian pad atau area penyolderan mengalami pelapisan pelindung, yang intinya adalah menerapkan lelehan solder ke keadaan cair pada mereka. Pada saat yang sama, bahan habis pakai menyebar secara merata di atas permukaan bagian yang akan disolder, dan memastikan pembentukan koneksi termal yang andal.

Saat menyiapkan bagian untuk tinning, preferensi diberikan pada fluks pucat, yang mudah diaplikasikan dan mudah dicuci. Sebelum diproses dan disolder, bagian-bagiannya disambungkan sebelumnya dengan puntiran mekanis atau kompresi dengan tang.
Setelah diperbaiki, fluks diterapkan lagi padanya, dan kemudian titik kontak dipanaskan dengan memasukkan batang solder secara bersamaan ke dalamnya (komposisinya mungkin berbeda dari bahan yang digunakan untuk tinning).

Tidak mungkin mempelajari cara menyolder dengan benar dengan tangan Anda sendiri jika Anda tidak mempelajari cara menyetrika ujung besi solder. Untuk timah, setelah besi solder benar-benar hangat, ujung kerja harus ditekan dengan kuat ke permukaan yang ditutupi dengan foil dan digosok dengan itu di atas rosin cair dengan solder.
Operasi ini harus diulang sampai film karakteristik solder muncul di tepi titik tembaga, memberikan daya rekat yang baik pada logam apa pun.
Pertanyaan tentang cara menyolder dengan benar muncul bersamaan dengan minat mengapa penyolderan diperlukan dan apa yang dapat dilakukan dengannya. Dulu terutama pot dan samovar yang disolder, tetapi hari ini barang-barang berteknologi tinggi juga bisa disolder.
Kemampuan Solder
Ada lebih dari cukup peluang untuk menggunakan kemampuan Anda dalam menyolder bagian dan produk logam dengan benar. Dengan cara ini, banyak operasi perakitan dan perbaikan dilakukan. Berikut adalah beberapa yang paling penting:
- dimungkinkan untuk menyolder tabung tembaga yang merupakan bagian dari jalur internal penukar panas dan unit pendingin;
- elemen solder dari berbagai sirkuit elektronik;
- melakukan perbaikan, menyolder perhiasan, kacamata;
- pasang sisipan pemotong karbida pada pemegang alat pengerjaan logam;
- dalam kehidupan sehari-hari, penyolderan juga sering digunakan ketika perlu untuk mengencangkan bagian tembaga datar pada permukaan logam lembaran kosong;
- kemampuan permukaan timah secara kualitatif dapat berguna untuk melindungi struktur logam dari korosi.
Pada tahap awal mempelajari seni menyolder, disarankan untuk menggunakan rangkaian perangkat elektronik yang paling sederhana.
Selain itu, melalui proses yang sedang dipertimbangkan, dimungkinkan untuk menyolder bagian yang terbuat dari logam dengan struktur yang berbeda, serta menyegel berbagai jenis sambungan kaku.
Jenis operasi penyolderan
 Berbagai metode penyolderan dijelaskan oleh banyak faktor berbeda yang menentukan kualitas dan efisiensi penyolderan. Faktor-faktor tersebut tidak hanya mencakup jenis perangkat solder dan jenis solder yang digunakan dalam proses, tetapi juga fitur teknologi pembentukan jahitan. Untuk bagian pemasangan permukaan pada papan, Anda perlu mempelajari cara menggunakan topeng solder dengan benar.
Berbagai metode penyolderan dijelaskan oleh banyak faktor berbeda yang menentukan kualitas dan efisiensi penyolderan. Faktor-faktor tersebut tidak hanya mencakup jenis perangkat solder dan jenis solder yang digunakan dalam proses, tetapi juga fitur teknologi pembentukan jahitan. Untuk bagian pemasangan permukaan pada papan, Anda perlu mempelajari cara menggunakan topeng solder dengan benar.
Bagaimanapun, untuk menyolder dengan benar, Anda perlu mengetahui titik leleh logam yang Anda kerjakan. Ini mempengaruhi pilihan alat solder, serta fluks dan solder. Sesuai dengan parameter yang ditentukan, bahan solder dibagi menjadi melebur (hingga 450 derajat) dan tahan api (lebih dari 450 derajat).
Pilihan solder
 Solder dengan titik leleh rendah digunakan dalam kondisi normal yang tidak memerlukan kekuatan khusus dari elemen yang akan disambung. Dengan bantuan mereka, Anda dapat merakit sirkuit elektronik atau menyolder perhiasan berukuran kecil.
Solder dengan titik leleh rendah digunakan dalam kondisi normal yang tidak memerlukan kekuatan khusus dari elemen yang akan disambung. Dengan bantuan mereka, Anda dapat merakit sirkuit elektronik atau menyolder perhiasan berukuran kecil.
Selama operasi ini, bagian-bagiannya dicampur dengan timah cair, di mana timbal hadir sebagai aditif.
Benar, dalam beberapa tahun terakhir, solder bebas timah telah menyebar. Saat memilih jenis alat pemanas dalam hal ini, preferensi diberikan pada setrika listrik dengan daya operasi dari 25 hingga beberapa ratus watt.
Jika perlu untuk menyolder produk yang terbuat dari logam tahan api yang dioperasikan dalam kondisi ekstrim dalam hal suhu dan deformasi, yang disebut solder "keras" akan diperlukan. Jenis komposisi penyolderan ini dibuat berdasarkan tembaga murni dengan penambahan seng atau logam reaktif lainnya. Solder tembaga-seng tahan api direkomendasikan untuk digunakan bila diperlukan untuk mengartikulasikan bagian yang beroperasi di bawah beban statis yang tinggi.

Dengan bantuan mereka, Anda dapat menyolder produk yang terbuat dari kuningan dan paduan tembaga lainnya, di mana kandungan tembaga tidak melebihi 68 persen. Untuk menyambung blanko dan bagian baja, tembaga murni atau kuningan jenis tertentu paling sering digunakan sebagai solder.
Kesimpulannya, kami mencatat bahwa untuk mempelajari cara menyolder bagian logam dari berbagai struktur dengan benar, hanya keinginan saja tidak cukup. Dimungkinkan untuk menguasai dengan sempurna metode penyolderan yang benar yang terkenal hanya setelah semua pertanyaan yang terkait dengan proses ini dipelajari.
Yang terakhir termasuk pilihan alat pemanas, pendekatan yang kompeten untuk pemilihan bahan habis pakai, serta kepatuhan yang ketat terhadap prosedur yang ditetapkan untuk melakukan prosedur penyolderan.
Semua ini akan menghilangkan kemungkinan kesalahan saat bekerja dengan solder cair dan mendapatkan koneksi yang andal dan tahan lama.
Baru-baru ini, setelah mengetahui bahwa saya seorang amatir radio, dua orang meminta bantuan saya di forum kota kami, di cabang Radio. Keduanya karena alasan yang berbeda, dan keduanya dari usia yang berbeda, sudah dewasa, ternyata selama pertemuan, yang satu berusia 45 tahun, yang lain 27. Yang membuktikan bahwa Anda dapat mulai belajar elektronik pada usia berapa pun. Mereka disatukan oleh satu hal, keduanya entah bagaimana akrab dengan teknologi, dan ingin menguasai bisnis radio sendiri, tetapi tidak tahu harus mulai dari mana. Kami melanjutkan percakapan kami di dalam kontak dengan, untuk jawaban saya bahwa ada lautan informasi tentang topik ini di Internet, lakukan - saya tidak mau, saya mendengar hal yang sama dari keduanya - bahwa mereka berdua tidak tahu harus ke mana Mulailah. Salah satu pertanyaan pertama adalah: apa yang termasuk dalam pengetahuan minimum yang diperlukan seorang amatir radio. Butuh waktu lama untuk membuat daftar keterampilan yang diperlukan untuk mereka, dan saya memutuskan untuk menulis ulasan tentang topik ini. Saya pikir ini akan berguna untuk pemula seperti teman-teman saya, untuk semua orang yang tidak dapat memutuskan dari mana harus memulai pelatihan mereka.
Saya harus segera mengatakan bahwa ketika belajar, Anda perlu menggabungkan teori dengan praktik secara merata. Tidak peduli seberapa besar Anda ingin segera mulai menyolder dan merakit perangkat tertentu, Anda harus ingat bahwa tanpa dasar teoretis yang diperlukan di kepala Anda, paling banter, Anda dapat menyalin perangkat orang lain secara akurat. Sedangkan jika Anda tahu teorinya, setidaknya dalam jumlah minimal, Anda bisa mengubah skema dan menyesuaikannya dengan kebutuhan Anda. Ada ungkapan seperti itu, saya pikir diketahui oleh setiap amatir radio: "Tidak ada yang lebih praktis daripada teori yang bagus."

Pertama-tama, Anda perlu belajar cara membaca diagram sirkuit. Tanpa kemampuan membaca sirkuit, mustahil untuk merakit bahkan perangkat elektronik paling sederhana sekalipun. Juga, selanjutnya, tidak akan berlebihan untuk menguasai pembuatan diagram sirkuit secara independen, dalam yang khusus.

Bagian solder
Penting untuk dapat mengidentifikasi berdasarkan penampilan, komponen radio apa pun, dan mengetahui bagaimana hal itu ditunjukkan pada diagram. Tentu saja, untuk merakit, menyolder sirkuit apa pun, Anda harus memiliki besi solder, lebih disukai tidak lebih tinggi dari 25 watt, dan dapat menggunakannya dengan baik. Semua bagian semikonduktor tidak suka panas berlebih, jika Anda menyolder, misalnya, transistor ke papan, dan Anda tidak dapat menyolder output dalam 5 - 7 detik, menyela selama 10 detik, atau menyolder bagian lain saat ini, jika tidak ada adalah kemungkinan besar komponen radio terbakar karena panas berlebih.

Penting juga untuk menyolder dengan hati-hati, terutama ujung yang terletak dekat dari komponen radio, dan tidak menggantung "ingus", korsleting yang tidak disengaja. Selalu, jika ragu, hubungi tempat yang mencurigakan dengan multimeter dalam mode panggilan suara.

Sama pentingnya untuk menghilangkan residu fluks dari papan, terutama jika Anda menyolder sirkuit digital, atau dengan aditif aktif yang mengandung fluks. Bilas dengan cairan khusus, atau 97% etil alkohol.

Pemula sering merakit sirkuit dengan pemasangan di permukaan, tepat di pin bagian. Saya setuju bahwa jika kesimpulan dipelintir dengan aman, dan kemudian disolder, perangkat seperti itu akan bertahan lama. Tetapi dengan cara ini tidak layak lagi merakit perangkat yang berisi lebih dari 5 - 8 bagian. Dalam hal ini, Anda perlu merakit perangkat pada papan sirkuit tercetak. Perangkat yang dipasang di papan sangat andal, diagram koneksi dapat dengan mudah dilacak di sepanjang trek, dan, jika perlu, semua koneksi dapat dipanggil dengan multimeter.

Kelemahan dari kabel yang dicetak adalah kesulitan mengubah skema perangkat yang sudah jadi. Oleh karena itu, sebelum memasang kabel dan mengetsa PCB, Anda harus terlebih dahulu memasang perangkat di papan tempat memotong roti. Dimungkinkan untuk membuat perangkat pada papan sirkuit tercetak dengan cara yang berbeda, hal utama di sini adalah untuk mematuhi satu aturan penting: trek foil tembaga pada textolite tidak boleh memiliki kontak dengan trek lain, di mana ini tidak disediakan oleh skema.

Secara umum, ada berbagai cara untuk membuat papan sirkuit tercetak, misalnya, dengan memisahkan bagian-bagian foil - trek, alur yang dipotong oleh pemotong di foil yang terbuat dari mata gergaji besi. Atau dengan menerapkan pola pelindung yang melindungi foil di bawahnya, (trek masa depan) dari etsa dengan spidol permanen.

Atau dengan bantuan teknologi LUT (laser - ironing technology), dimana track terlindung dari goresan oleh toner yang terbakar. Bagaimanapun, tidak peduli bagaimana kita membuat papan sirkuit tercetak, pertama-tama kita harus merutekannya dalam program pelacak. Saya merekomendasikan untuk pemula, ini adalah pelacak manual dengan fitur hebat.

Juga, ketika memasang kabel papan sirkuit tercetak sendiri, atau jika Anda mencetak papan jadi, Anda memerlukan kemampuan untuk bekerja dengan dokumentasi untuk komponen radio, dengan apa yang disebut Lembar Data ( Lembaran data), halaman dalam format PDF. Ada lembar data di Internet untuk hampir semua komponen radio yang diimpor, kecuali beberapa yang berbahasa Cina.

Pada komponen radio domestik, Anda dapat menemukan informasi di direktori yang dipindai, situs khusus yang menghosting halaman dengan karakteristik komponen radio, dan halaman informasi dari berbagai toko online seperti Keripik & Celup. Kemampuan untuk menentukan pinout suatu komponen radio adalah wajib, nama pinout juga ditemukan, karena sangat banyak, bahkan bagian dua-output memiliki polaritas. Ini juga membutuhkan keterampilan praktis dalam bekerja dengan multimeter.

Multimeter adalah perangkat universal, dengan bantuan hanya satu, Anda dapat melakukan diagnosa, menentukan kesimpulan bagian, kinerjanya, ada tidaknya korsleting di papan. Saya pikir tidak akan berlebihan untuk mengingatkan, terutama kepada amatir radio pemula muda, kepatuhan terhadap langkah-langkah keamanan listrik saat men-debug pengoperasian perangkat.

Setelah merakit perangkat, Anda perlu menatanya dalam kotak yang indah agar tidak malu untuk menunjukkannya kepada teman-teman Anda, yang berarti bahwa Anda memerlukan keterampilan tukang kunci jika kasingnya terbuat dari logam atau plastik, atau pertukangan jika kasingnya terbuat dari kayu. Terbuat dari kayu. Cepat atau lambat, setiap amatir radio sampai pada kesimpulan bahwa ia harus berurusan dengan perbaikan kecil peralatan, pertama miliknya sendiri, dan kemudian dengan perolehan pengalaman, dan dari kenalan. Dan ini berarti perlu untuk dapat mendiagnosis kerusakan, menentukan penyebab kerusakan, dan kemudian menghilangkannya.

Seringkali bahkan amatir radio yang berpengalaman, tanpa alat, merasa sulit untuk melepaskan bagian multi-pin dari papan. Ada baiknya jika bagian-bagiannya diganti, lalu kami menggigit timah di dekat kasing itu sendiri, dan menyolder kaki satu per satu. Lebih buruk dan lebih sulit ketika bagian ini diperlukan untuk merakit beberapa perangkat lain, atau perbaikan sedang dilakukan, dan bagian itu mungkin perlu disolder kembali setelah, misalnya, ketika mencari korsleting di papan tulis. Dalam hal ini, alat untuk membongkar diperlukan, dan kemampuan untuk menggunakannya adalah jalinan dan pompa pematrian.

Saya tidak menyebutkan penggunaan besi solder, karena seringnya kurangnya akses bagi pemula untuk itu.
Kesimpulan
Semua hal di atas hanyalah bagian dari minimum yang perlu diketahui oleh seorang amatir radio pemula saat merancang perangkat, tetapi dengan keterampilan ini, Anda sudah dapat merakit, dengan sedikit pengalaman, hampir semua perangkat. Khusus untuk situs AKV.
Diskusikan artikel CARA MEMULAI UNTUK AMATIR RADIO
Kemampuan menyolder dalam kehidupan modern, jenuh dengan peralatan listrik dan elektronik, sama pentingnya dengan kemampuan menggunakan obeng dan pendorong. Ada banyak metode untuk menyolder logam, tetapi pertama-tama Anda perlu tahu cara menyolder dengan besi solder, meskipun metode lain dapat dilakukan dan mungkin juga diperlukan dalam kondisi rumah tangga. Artikel ini dimaksudkan untuk membantu mereka yang ingin menguasai teknologi pekerjaan perekat manual.
Fluks
Fluks solder dibagi menjadi netral (tidak aktif, bebas asam), tidak berinteraksi secara kimia dengan logam dasar atau berinteraksi secara signifikan, diaktifkan, bekerja secara kimia pada logam dasar ketika dipanaskan, dan aktif (asam), bekerja di atasnya dan dingin. . Berkenaan dengan fluks, abad kita telah membawa inovasi paling banyak; Kebanyakan dari mereka bagus, tapi mari kita mulai dengan yang buruk.
Pertama, aseton murni secara teknis untuk mencuci ransum tidak lagi tersedia secara luas karena digunakan dalam produksi obat-obatan secara rahasia dan memiliki efek narkotika. Pengganti aseton teknis - pelarut 646 dan 647.
Kedua, seng klorida dalam pasta fluks aktif sering diganti dengan natrium tetraborat - boraks. Asam klorida adalah zat volatil agresif yang sangat beracun secara kimiawi; seng klorida juga beracun, dan ketika dipanaskan, ia menyublim, mis. lolos tanpa meleleh. Boraks aman, tetapi ketika dipanaskan, ia melepaskan sejumlah besar air kristalisasi, yang sedikit memperburuk kualitas penyolderan.
Catatan: boraks sendiri merupakan fluks solder untuk penyolderan dengan cara mencelupkan ke dalam lelehan solder, lihat dibawah ini.
Kabar baiknya adalah bahwa sekarang ada kisaran fluks terluas yang dijual untuk semua kesempatan dalam masa pakai penyolderan. Untuk pekerjaan penyolderan normal, Anda akan membutuhkan (lihat gambar) SKF (alkohol rosin, sebelumnya CE, yang murah, kedua dalam daftar fluks bebas asam pada Tabel I.10 pada gambar di atas) dan asam solder (terukir), ini adalah yang pertama fluks asam pada daftar. SCF cocok untuk menyolder tembaga dan paduannya, dan asam solder cocok untuk baja.
Solder dari SCF harus dicuci: komposisi rosin termasuk asam suksinat, yang menghancurkan logam dengan kontak yang lama. Selain itu, SCF yang tumpah secara tidak sengaja langsung menyebar ke area yang luas dan berubah menjadi kotoran yang sangat lama mengering, sangat lengket, noda yang tidak dapat dihilangkan dari pakaian, furnitur, atau lantai dengan dinding. Secara umum, SCF adalah fluks yang baik untuk menyolder, tetapi tidak untuk goofballs dengan bungler.
Pengganti penuh untuk GFR, tetapi tidak terlalu buruk dengan penanganan yang ceroboh - fluks TAGS. Bagian baja lebih besar daripada yang diizinkan untuk disolder dengan asam solder, dan lebih kuat lagi, mereka disolder dengan fluks F38. Fluks universal dapat menyolder hampir semua logam dalam kombinasi apa pun, termasuk. aluminium, tetapi kekuatan sambungan dengannya tidak standar. Kami akan kembali ke penyolderan aluminium.
Catatan: amatir radio, perlu diingat - fluks sekarang dijual untuk menyolder kabel berenamel tanpa pengupasan!
Jenis lain dari penyolderan:
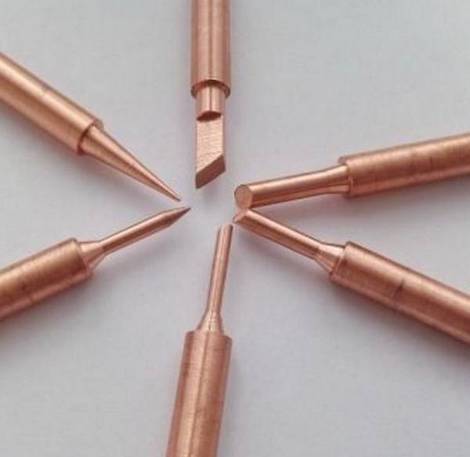
Pecinta kerajinan juga sering menyolder dengan besi solder kering dengan ujung perunggu tanpa timah, yang disebut. pensil solder, pos. 1 dalam gambar. Adalah baik di mana penyolderan menyebar di luar zona penyolderan tidak dapat diterima: dalam perhiasan, kaca patri, benda-benda yang disolder dari seni terapan. Terkadang microchip yang dipasang di permukaan juga disolder kering, dengan jarak pin 1,25 atau 0,625 mm, tetapi ini adalah bisnis yang berisiko bagi spesialis berpengalaman: kontak termal yang buruk memerlukan daya penyolderan yang berlebihan dan pemanasan yang lama, dan tidak mungkin untuk memastikan stabilitas pemanasan selama penyolderan manual. Untuk penyolderan kering, harpis dari POSK-40, 45 atau 50 dan pasta fluks digunakan, yang tidak memerlukan penghilangan residu.
Lilitan buntu dari kabel tebal (lihat di atas) disolder dengan cara direndam dalam futorka - bak mandi dengan solder cair. Setelah futorka dipanaskan dengan obor las (pos. 2a), tetapi sekarang ini adalah keliaran primitif: futorka listrik, atau bak penyolderan (pos. 2) lebih murah, lebih aman, dan memberikan kualitas penyolderan yang lebih baik. Pelintiran dimasukkan ke dalam futorka melalui lapisan fluks mendidih yang dipasok ke solder setelah meleleh dan dipanaskan sampai suhu operasi. Fluks paling sederhana dalam hal ini adalah bubuk rosin, tetapi segera mendidih dan membakar lebih cepat. Lebih baik memoles futorka dengan warna cokelat, dan jika rendaman solder digunakan untuk menggembleng bagian-bagian kecil, maka ini adalah satu-satunya pilihan yang mungkin. Dalam hal ini, suhu maksimum tabung tidak boleh lebih rendah dari 500 derajat Celcius, karena seng meleleh pada 440.
Akhirnya, tembaga besar dalam produk, misalnya. pipa disolder dengan api mematri. Selalu ada partikel yang tidak terbakar di dalamnya, menyerap oksigen dengan penuh semangat, sehingga nyala api, seperti yang dikatakan ahli kimia, memiliki sifat pereduksi: ia menghilangkan sisa oksida dan mencegah pembentukan yang baru. Di pos. 3 menunjukkan bagaimana nyala obor solder khusus benar-benar memadamkan semua yang tidak perlu dari area penyolderan.
Penyolderan suhu tinggi dilakukan, lihat gbr. di sebelah kanan, gosok merata area solder 1 dengan tekanan dengan tongkat solder keras 2. Nyala api burner 3 harus mengikuti solder agar hot spot tidak ke udara. Sebelumnya, area penyolderan dipanaskan sampai warna rona hilang. Untuk permukaan yang keras, Anda dapat menyolder sesuatu yang lain dengan solder lunak seperti biasa. Lihat di bawah untuk informasi lebih lanjut tentang mematri api ketika datang ke pipa.
Anehnya, di beberapa sumber, obor solder disebut stasiun solder. Nah, menulis ulang adalah menulis ulang, apa yang Anda dapatkan darinya. Faktanya, stasiun solder desktop (lihat gambar berikut) adalah peralatan untuk pekerjaan penyolderan yang baik: dengan microchip, dll., di mana panas berlebih tidak dapat diterima, penyebaran solder di tempat yang tidak perlu, dan kekurangan lainnya. Stasiun solder secara tepat mempertahankan suhu yang disetel di zona penyolderan, dan, jika stasiunnya adalah gas, ia mengontrol pasokan gas di sana. Dalam hal ini, pembakar disertakan dalam kitnya, tetapi pembakar solder itu sendiri adalah stasiun solder yang tidak lebih dari sebuah tambang - Katedral St. Basil.
Cara menyolder aluminium
Berkat fluks modern, aluminium mematri pada umumnya tidak lebih sulit daripada tembaga. Flux F-61A dimaksudkan untuk penyolderan suhu rendah, lihat gbr. Solder - analog apa pun dari solder Avia; Ada yang berbeda untuk dijual. Satu-satunya hal adalah lebih baik memasukkan batang perunggu kaleng ke dalam besi solder dengan takik di ujungnya, kira-kira seperti file. Di bawah lapisan fluks, itu akan dengan mudah mengikis film oksida kuat, yang tidak memungkinkan aluminium disolder begitu saja.
Flux F-34A ditujukan untuk penyolderan aluminium suhu tinggi dengan solder 34A. Namun, perlu untuk memanaskan area penyolderan dengan api dengan sangat hati-hati: titik leleh aluminium itu sendiri hanya 660 Celcius. Oleh karena itu, mematri aluminium suhu tinggi lebih baik menggunakan penyolderan ruang tanpa api (penyolderan dengan pemanas tungku), tetapi peralatan untuk itu mahal.
Ada juga metode "pelopor" untuk menyolder aluminium dengan pelapisan tembaga awal. Sangat cocok ketika hanya kontak listrik yang diperlukan, dan tekanan mekanis di area penyolderan tidak termasuk, misalnya, jika Anda perlu menghubungkan casing aluminium ke bus PCB umum. Penyolderan aluminium "dengan cara perintis" dilakukan pada instalasi yang ditunjukkan pada gambar. kiri. Bubuk tembaga sulfat dituangkan dalam slide ke area penyolderan. Sikat gigi yang lebih kaku, dibungkus dengan kawat tembaga telanjang, dicelupkan ke dalam air suling dan digosok dengan vitriol dengan tekanan. Ketika bintik tembaga muncul di aluminium, itu dikalengkan dan disolder seperti biasa.
solder kecil
Solder papan sirkuit tercetak memiliki karakteristiknya sendiri. Cara menyolder bagian-bagian pada papan sirkuit tercetak, secara umum, lihat kelas master kecil dalam gambar. Tinning kabel dihilangkan, karena. kesimpulan dari komponen radio dan chip sudah kalengan.
Dalam kondisi amatir, pertama, tidak masuk akal untuk mengotak-atik semua trek pembawa arus jika perangkat beroperasi pada frekuensi hingga 40-50 MHz. Dalam produksi industri, papan dikalengkan menggunakan metode suhu rendah, misalnya. disemprot atau dilapisi. Memanaskan trek dengan besi solder sepanjang seluruh akan memperburuk daya rekatnya ke alas dan meningkatkan kemungkinan delaminasi. Setelah memasang komponen, lebih baik untuk memoles papan. Tembaga akan segera menjadi gelap dari ini, tetapi ini tidak akan memengaruhi kinerja perangkat dengan cara apa pun, kecuali jika kita berbicara tentang microwave.
Kemudian, lihatlah sesuatu yang jelek di sebelah kiri jalan setapak. Nasi. Untuk perkawinan semacam itu, dan dalam ingatan buruk, MEP Soviet (Kementerian Industri Elektronik), para pemasang diturunkan menjadi pemuat atau pembantu. Ini bahkan bukan tentang penampilan atau pengeluaran solder yang mahal, tetapi, pertama, bahwa selama pendinginan plak ini, bantalan pemasangan dan bagiannya menjadi terlalu panas. Dan aliran solder besar yang berat adalah bobot yang agak lembam untuk trek yang sudah melemah. Amatir radio sangat menyadari efeknya: Saya tidak sengaja mendorong papan "sotong" ke lantai - 1-2 trek atau lebih terkelupas. Tanpa menunggu penyolderan pertama.
Manik-manik solder pada papan sirkuit tercetak harus bulat, halus, dengan ketinggian tidak lebih dari 0,7 diameter bantalan pemasangan, lihat di sebelah kanan pada Gambar. Ujung lead harus sedikit menonjol dari sags. Ngomong-ngomong, papannya benar-benar buatan sendiri. Ada cara di rumah untuk membuat sirkuit cetak seakurat dan sejelas pabrik, dan bahkan menampilkan prasasti yang Anda inginkan di sana. Bintik putih - silau dari pernis saat memotret.
Arus masuknya cekung dan bahkan lebih berkerut - juga pernikahan. Hanya masuknya cekung berarti solder tidak cukup, dan berkerut, selain fakta bahwa udara telah masuk ke solder. Jika perangkat yang dirakit tidak berfungsi dan ada kecurigaan non-solder, pertama-tama lihat tempat-tempat tersebut.
IC dan chip
Faktanya, sirkuit terintegrasi (IC) dan chip adalah satu dan sama, tetapi untuk kejelasan, seperti yang diterima secara umum dalam teknologi, kami akan meninggalkan IC dalam paket DIP dengan sirkuit mikro - "mikruhs", hingga dan termasuk tingkat yang besar integrasi, dengan pin melalui 2,5 mm, dipasang di lubang pemasangan atau tutup solder jika papan multilayer. Biarkan chip menjadi IC super besar - "jutawan" dipasang di permukaan, dengan pin pitch 1,25 mm atau kurang, dan microchip - IC mini dalam wadah yang sama untuk ponsel, tablet, laptop. Kami tidak menyentuh prosesor dan "batu" lainnya dengan terminal pin multi-baris yang keras: mereka tidak disolder, tetapi dipasang di soket khusus, yang disolder ke papan sekali ketika dirakit di perusahaan.
Pentanahan besi solder
IC CMOS (CMOS) modern dalam hal kepekaan terhadap listrik statis sama dengan TTL dan TTLSH, tahan potensi 150 V selama 100 ms tanpa kerusakan. Nilai amplitudo tegangan operasi jaringan adalah 220 V - 310 V (220x1.414). Maka kesimpulannya: diperlukan besi solder bertegangan rendah, untuk tegangan 12-42V, dihubungkan melalui trafo step-down pada setrika, bukan melalui impuls atau pemberat kapasitif! Kemudian bahkan kerusakan langsung pada sengatan tidak akan merusak chip mahal.
Masih ada lonjakan tegangan listrik yang acak, dan yang lebih berbahaya: pengelasan dihidupkan di dekatnya, ada lemparan jaringan, kabel terpicu, dll. Cara yang paling dapat diandalkan untuk melindungi diri Anda dari mereka adalah dengan tidak mengalihkan potensi "menyimpang" dari ujung besi solder, tetapi tidak membiarkannya keluar dari sana. Untuk ini, bahkan di perusahaan khusus Uni Soviet, skema untuk menyalakan besi solder digunakan, ditunjukkan pada Gambar.:
Titik koneksi C1 C2 dan inti transformator terhubung langsung ke loop pelindung bumi, dan ke titik tengah belitan sekunder - belitan layar (kumparan terbuka dari foil tembaga) dan elektroda pembumian tempat kerja. Titik ini terhubung ke sirkuit dengan kabel terpisah. Dengan daya trafo yang cukup, Anda dapat menyambungkan besi solder sebanyak yang Anda suka tanpa harus mengkhawatirkan grounding masing-masing satu per satu. Di rumah, titik a dan b dihubungkan ke terminal arde bersama dengan kabel terpisah.
Sirkuit mikro, penyolderan
Chip dalam paket DIP disolder seperti komponen elektronik lainnya. Besi solder - hingga 25 watt. Solder - POS-61; fluks - TAGS atau alkohol rosin. Penting untuk mencuci sisa-sisanya dengan aseton atau penggantinya: alkohol mengambil damar dengan kuat, dan tidak mungkin untuk mencucinya sepenuhnya di antara kaki dengan sikat atau lap.
Adapun chip, dan terlebih lagi microchip, sangat tidak disarankan bagi spesialis dari tingkat mana pun untuk menyoldernya secara manual: ini adalah lotere dengan kemenangan yang sangat bermasalah dan kemungkinan kerugian yang sangat besar. Jika menyangkut kehalusan seperti memperbaiki ponsel dan tablet, Anda harus membayar untuk stasiun solder. Menggunakannya tidak jauh lebih sulit daripada menggunakan besi solder tangan, lihat video di bawah ini, dan harga stasiun solder yang cukup baik sekarang tersedia.
Video: pelajaran menyolder chip
Sirkuit mikro, pematrian
"Dengan cara yang benar", IC tidak disolder untuk verifikasi selama perbaikan. Diagnostik mereka dilakukan di tempat oleh penguji dan metode khusus, dan yang tidak dapat digunakan dihapus sekali dan untuk semua. Tetapi amatir tidak selalu mampu membelinya, jadi untuk berjaga-jaga, di bawah ini kami memberikan video tentang metode pematrian IC dalam paket DIP. Pengrajin juga berhasil menyolder chip dengan microchip, misalnya, dengan menyelipkan kawat nichrome di bawah sejumlah timah dan memanaskannya dengan besi solder kering, tetapi lotre ini bahkan kurang menang daripada pemasangan manual IC besar dan ekstra besar.
Video: pematrian sirkuit mikro - 3 cara
Cara menyolder pipa
Pipa tembaga disolder dengan cara suhu tinggi dengan solder keras apa pun untuk tembaga dengan pasta fluks aktif yang tidak memerlukan penghilangan residu. Berikut ini adalah 3 opsi:
- Dalam kopling tembaga (kuningan, perunggu) - alat kelengkapan solder.
- Dengan distribusi penuh.
- Dengan distribusi dan kompresi yang tidak lengkap.
Menyolder pipa tembaga dalam fitting lebih andal daripada yang lain, tetapi membutuhkan biaya tambahan yang signifikan untuk kopling. Satu-satunya kasus ketika sangat diperlukan adalah perangkat pengalihan; kemudian tee fitting digunakan. Kedua permukaan yang disolder tidak pra-kaleng, tetapi ditutupi dengan fluks. Kemudian pipa dimasukkan ke dalam fitting, diperbaiki dengan aman dan sambungan disolder. Penyolderan dianggap selesai ketika solder berhenti masuk ke celah antara pipa dan kopling (diperlukan 0,5-1 mm) dan menonjol dari luar dalam roller kecil. Kait dilepas tidak lebih awal dari 3-5 menit setelah solder mengeras, ketika sambungan sudah dapat dipegang dengan tangan, jika tidak, solder tidak akan mendapatkan kekuatan dan sambungan suatu saat akan bocor.
Bagaimana pipa disolder dengan ekspansi penuh ditunjukkan di sebelah kiri pada gambar. Tekanan penyolderan "terdistribusi" tetap sama dengan pemasangan, tetapi membutuhkan tambahan. alat khusus untuk memperluas soket dan meningkatkan konsumsi solder. Tidak perlu memasang pipa yang disolder, dapat didorong ke dalam soket dengan memutar sampai macet, sehingga penyolderan dengan distribusi penuh sering dilakukan di tempat-tempat yang tidak nyaman untuk memasang kait.
Dalam perkabelan rumah dari pipa berdinding tipis berdiameter kecil, di mana tekanannya sudah kecil dan kerugiannya tidak signifikan, mungkin disarankan untuk menyolder dengan ekspansi yang tidak lengkap dari satu pipa dan penyempitan yang lain, pos. Saya di sebelah kanan dalam gambar. Untuk menyiapkan pipa, cukup tongkat bundar yang terbuat dari kayu keras dengan ujung kerucut 10-12 derajat di satu sisi dan lubang kerucut terpotong 15-20 derajat di sisi lain, pos II. Ujung-ujung pipa diproses sampai pas satu sama lain tanpa macet kira-kira. sebesar 10-12mm. Permukaan dikalengkan terlebih dahulu, fluks diterapkan pada yang dikalengkan dan dihubungkan sampai macet. Kemudian mereka memanaskan sampai solder meleleh dan menopang pipa yang menyempit sampai macet. Konsumsi solder minimal.
Kondisi terpenting untuk keandalan sambungan semacam itu adalah penyempitan harus berorientasi sepanjang aliran air, pos. AKU AKU AKU. Hukum sekolah Bernoulli adalah generalisasi untuk fluida ideal dalam pipa lebar, dan untuk fluida nyata dalam pipa sempit, karena viskositasnya (cairan), lompatan tekanan maksimum digeser berlawanan dengan arus, pos. IV. Komponen gaya tekanan muncul, menekan pipa yang menyempit ke pipa yang diperpanjang, dan penyolderan sangat andal.
Apa lagi?
Oh ya, besi solder berdiri. Klasik, di sebelah kiri pada gambar, cocok untuk batang apa pun. Di mana ada pemandian untuk solder dan damar di atasnya terserah Anda, tidak ada peraturan. Untuk setrika solder berdaya rendah dengan celemek, braket berdiri yang disederhanakan cocok, di tengah.











Jika di masa Soviet ada permainan untuk anak sekolah, yang intinya adalah menyolder sendiri sirkuit mikro elektronik "berlutut", yang berhasil mereka lakukan, sekarang banyak orang berada dalam posisi sulit tentang cara menggunakan besi solder dengan benar. Meskipun mempelajari cara menyolder dengan besi solder tidak begitu sulit, dan setelah menguasai dasar-dasar "boneka", dimungkinkan untuk melakukan pekerjaan sederhana secara mandiri tanpa beralih ke spesialis.
Menyolder dengan besi solder
Untuk mulai menyolder, Anda perlu menyiapkan tempat kerja dan alat yang diperlukan. Terlepas dari jenis pekerjaan yang diusulkan, persyaratan berikut dikenakan di tempat kerja:
- Kehadiran pencahayaan yang baik akan memungkinkan tidak hanya untuk bekerja dengan nyaman, tetapi juga untuk melihat kekurangan kecil pada bagian yang disolder, yang sulit dengan kurangnya cahaya;
- Tidak ada barang yang mudah terbakar;
- Ruang kerja gratis, di mana Anda dapat dengan mudah menempatkan bagian yang akan disolder;
- Kehadiran ventilasi akan membuat pekerjaan tidak hanya lebih nyaman, tetapi juga lebih aman, menghirup rosin cair berdampak buruk pada sistem pernapasan;
- Kaca pembesar memungkinkan untuk bekerja bahkan dengan detail kecil dan kabel tipis;
- Dudukan sederhana memecahkan masalah menempatkan besi solder yang dipanaskan.
Tahap persiapan selanjutnya adalah pemilihan alat, dan pemula selalu menghadapi pertanyaan tentang apa yang dibutuhkan untuk menyolder dengan besi solder.
Dasar penyolderan berkualitas tinggi adalah pemanasan bagian logam ke suhu penyolderan, masing-masing, untuk setiap jenis pekerjaan disarankan untuk menggunakan besi solder dengan kapasitas berbeda:
- Untuk menyolder komponen radio dan sirkuit mikro, yang terbaik adalah menggunakan besi solder dengan daya tidak lebih dari 60 watt, jika tidak, Anda dapat terlalu panas atau melelehkannya;
- Bagian dengan ketebalan hingga 1 mm akan memanas lebih baik saat menggunakan alat dengan daya 80-100 watt;
- Bagian dengan dinding hingga 2 mm membutuhkan daya tinggi dan pengalaman kerja tertentu, oleh karena itu, dalam artikel ini, penyolderan bagian tersebut tidak akan dipertimbangkan.
 Setelah memilih kekuatan besi solder, Anda harus mempersiapkannya untuk bekerja, lebih tepatnya, siapkan tip. Ada besi solder dengan ujung yang dapat diganti yang cocok untuk berbagai jenis pekerjaan. Ada juga model dengan sengatan tembaga, yang dapat diasah atau dengan palu untuk memberikan bentuk yang diinginkan. Kerugian serius dari tip semacam itu adalah kebutuhan untuk terus-menerus melapisinya sehingga film oksida tidak muncul di permukaan, yang mencegah solder menempel. Pabrikan juga memproduksi versi berlapis nikel yang lebih mahal, tetapi takut terlalu panas dan membutuhkan penanganan yang hati-hati.
Setelah memilih kekuatan besi solder, Anda harus mempersiapkannya untuk bekerja, lebih tepatnya, siapkan tip. Ada besi solder dengan ujung yang dapat diganti yang cocok untuk berbagai jenis pekerjaan. Ada juga model dengan sengatan tembaga, yang dapat diasah atau dengan palu untuk memberikan bentuk yang diinginkan. Kerugian serius dari tip semacam itu adalah kebutuhan untuk terus-menerus melapisinya sehingga film oksida tidak muncul di permukaan, yang mencegah solder menempel. Pabrikan juga memproduksi versi berlapis nikel yang lebih mahal, tetapi takut terlalu panas dan membutuhkan penanganan yang hati-hati.
Apa lagi yang Anda butuhkan untuk menyolder?
Selain besi solder itu sendiri, Anda memerlukan yang berikut untuk menyolder:
- pateri;
- damar;
- asam atau fluks solder.
 Solder adalah bahan pengikat antara bagian yang disolder, dan bekerja tanpanya tidak akan berhasil dengan cara apa pun. Sekarang solder yang disiapkan secara khusus dijual di toko-toko dalam bentuk kabel dengan berbagai diameter yang dipilin menjadi spiral, dari mana lebih mudah untuk "mencubit" bagian yang diperlukan dengan sengatan panas, tetapi Anda juga dapat menggunakannya sebagai solder di cara kuno. sepotong timah tapi itu tidak akan berhasil juga.
Solder adalah bahan pengikat antara bagian yang disolder, dan bekerja tanpanya tidak akan berhasil dengan cara apa pun. Sekarang solder yang disiapkan secara khusus dijual di toko-toko dalam bentuk kabel dengan berbagai diameter yang dipilin menjadi spiral, dari mana lebih mudah untuk "mencubit" bagian yang diperlukan dengan sengatan panas, tetapi Anda juga dapat menggunakannya sebagai solder di cara kuno. sepotong timah tapi itu tidak akan berhasil juga.
Rosin digunakan untuk mempersiapkan permukaan untuk aplikasi solder. Solder dengan rosin didistribusikan secara merata, jika tidak ada yang terakhir, ia berguling menjadi tetes, dan tidak menempel pada beberapa permukaan sama sekali.
Asam solder, atau fluks, diperlukan untuk menyiapkan kontak untuk penyolderan. Seorang pemula harus menyadari bahwa fluks untuk setiap bahan yang disolder berbeda, dan Anda tidak boleh menggunakan asam untuk menyolder aluminium pada kawat tembaga, jika tidak, solder tidak akan berbaring.
Dasar dari setiap penyolderan adalah kualitas pemanasan bagian yang akan disolder diikuti dengan memperbaikinya dengan solder. Secara teknologi, seseorang dapat membedakan dua jenis penyolderan:: menggunakan fluks atau dengan damar.
 Mempelajari cara menyolder dengan besi solder dengan damar lebih sulit, tetapi setelah menguasai keterampilan ini, akan mungkin untuk menyelesaikan 90 persen pekerjaan.
Mempelajari cara menyolder dengan besi solder dengan damar lebih sulit, tetapi setelah menguasai keterampilan ini, akan mungkin untuk menyelesaikan 90 persen pekerjaan.
Pertimbangkan contoh menyolder kawat ke papan. Pertama, Anda perlu memanaskan kawat, untuk ini kami menerapkan ujung besi solder yang dipanaskan dengan pesawat (lebih baik jika ujungnya berbentuk obeng), menekannya sebanyak mungkin. Setelah beberapa detik, kawat dengan sengatan yang menempel padanya jatuh ke dalam damar, yang, mendidih, akan didistribusikan secara merata ke semua helai kawat. Jadi kawat siap untuk disolder. Kami mengambil sebagian kecil dari solder dengan ujung besi solder dan menerapkannya dalam lapisan tipis ke kawat. Dalam hal ini, tidak ada tetes atau area yang tidak terpengaruh yang harus diperoleh, idealnya kawat yang sama diperoleh, tetapi dalam timah.
Kami membersihkan ujung besi solder dengan spons atau kain logam dan, menyentuh ujung damar, menjalankan ujungnya di sepanjang papan, sambil meninggalkan lapisan tipis damar di permukaan. Permukaan disiapkan. Memastikan kontak maksimum antara kawat dan papan, kami menekan ujung dengan lapisan tipis solder ke kawat dan "menggores" tempat penyolderan dengan besi solder beberapa kali untuk pemanasan yang lebih baik. Setelah itu, biarkan dingin dan periksa kekuatan kontaknya.
Jika penyolderan dilakukan dengan benar, maka permukaannya bersinar, dan sambungannya memiliki kekuatan maksimum. Jika permukaan terlihat kusam dan longgar, maka aturan menyolder dengan besi solder telah dilanggar dan sambungannya tidak begitu kuat. Tetapi dalam beberapa kasus, hasil ini memuaskan.
Solder dengan fluks
Untuk menyolder dengan fluks, Anda hanya perlu mengambil fluks, celupkan kuas ke dalamnya dan oleskan pada permukaan yang akan disolder. Setelah itu, Anda bisa mengoleskan solder atau langsung menyolder. Terlepas dari kesederhanaan yang tampak, bekerja dengan asam memiliki banyak nuansa:
- Setiap bahan memiliki fluksnya sendiri dan tidak dapat dipertukarkan, dan dalam beberapa kasus bahkan memberikan efek sebaliknya;
- Jangan gunakan fluks yang terlalu aktif pada sirkuit mikro, karena dapat membakar logam trek;
- Jika setelah bekerja fluks tidak dihilangkan dari permukaan atau dilakukan dengan reagen yang salah, itu akan terus merusak logam;
- Ujung tembaga dari besi solder, terutama jika diasah dengan tajam, dihancurkan di bawah pengaruh asam, dan Anda harus terus-menerus merusaknya.
Selain pengetahuan, bekerja dengan besi solder membutuhkan akurasi dan presisi, dan, setelah mempelajari cara menyolder bagian-bagian sederhana, tidak akan sulit untuk beralih ke menyolder papan sirkuit mikro yang lebih tipis, atau, sebaliknya, kabel tebal, berbagai elemen, rhinestones, dan kemudian bahkan menyolder pelat bersama-sama.
Setiap amatir radio pemula, dengan satu atau lain cara yang terhubung dengan elektronik, harus memecahkan masalah bagaimana belajar cara menyolder dengan besi solder dari awal. Sekilas, ini tidak sulit, tetapi ini adalah kesalahpahaman umum dari semua insinyur elektronik pemula, karena tanpa keterampilan praktis tidak mungkin untuk menyediakan koneksi yang andal dan berkualitas tinggi dengan menyolder.
Apa itu penyolderan dan apa inti dari prosesnya
Hasil akhir dari penyolderan adalah penyambungan antara dua elemen logam. Proses penyolderan itu sendiri disediakan oleh logam independen dengan titik leleh yang jauh lebih rendah. Logam inilah yang melakukan fungsi solder.
Setiap metode penyolderan didasarkan pada prinsip pemanasan elemen logam pada titik sambungan. Suhu pemanasan harus melebihi suhu di mana logam yang digunakan untuk solder meleleh. Dalam mode ini, logam solder, yang dicairkan, mengalir bebas ke celah dan celah di antara bagian-bagian, sebagian menembus bahkan ke dalam struktur logam itu sendiri. Setelah pemadatan di tempat ini, ikatan mekanis dan kontak listrik terbentuk.
Ada dua kondisi utama, yang tanpanya solusi masalah cara menyolder dengan benar tidak mungkin dilakukan:
- Pada titik penyolderan, elemen harus sebersih mungkin. Sambungan dengan permukaan dilakukan pada tingkat molekuler, dan bahkan sejumlah kecil kotoran atau film oksida akan secara signifikan mengurangi keandalan kontak. Ada kemungkinan bahwa bagian-bagiannya tidak akan terhubung sama sekali.
- Kepatuhan dengan rezim suhu, yang disebutkan sebelumnya. Jika perbedaan suhu tidak mencukupi, kisi kristal solder tidak dapat terbentuk secara normal karena penyusutan termal selama pemadatan.
Tembaga dan paduannya terikat dengan baik dengan solder tradisional. Mereka cocok untuk baja, aluminium dan logam lainnya. Satu-satunya batasan serius adalah penyolderan bagian logam besar karena ketidakmungkinan memanaskannya ke suhu yang diinginkan.
Paling sering, solder terdiri dari paduan timah-timah, yang dapat mengandung jumlah timah yang bervariasi. Persentase konten ditampilkan di label, misalnya, POS-40 atau POS-60. Suhu leleh juga tergantung pada indikator ini, yaitu 235 derajat untuk solder pertama, dan 183 derajat untuk yang kedua. Bahkan lebih rendah adalah titik leleh solder POSV-33, yang terdiri dari timah, timbal dan bismut. Untuk menyambung bagian aluminium, diperlukan solder khusus dengan titik leleh tinggi.

Fluks adalah komponen penting lainnya, yang dengannya permukaan logam dibersihkan dari oksida dalam bentuk film. Yang paling umum adalah rosin, yang melindungi logam yang dipanaskan dari kontak dengan udara.
Pemilihan fluks dan solder
Karena kualitas sambungan solder sebagian besar tergantung pada pilihan fluks dan solder yang benar, bahan ini harus dipertimbangkan secara lebih rinci. Saat ini, ada sejumlah besar komponen ini, cocok untuk hampir semua jenis penyolderan.
Fungsi utamanya adalah etsa bagian logam, penghilangan film oksida dan perlindungan permukaan selanjutnya dari korosi. Lapisan fluks memastikan kemurniannya, pembasahan yang baik dan penyebaran timah.

Fluks dipilih sesuai dengan logam dan paduan yang akan direkatkan. Komposisi fluks apa pun termasuk garam logam, alkali dan asam, yang secara aktif bereaksi terhadap peningkatan suhu. Dalam hal ini, ada pembagian bersyarat dari bahan-bahan ini menjadi dua jenis.
Yang pertama aktif, didasarkan pada asam klorida, perklorat, dan asam anorganik lainnya. Efek agresifnya pada logam membutuhkan pembilasan cepat di akhir pekerjaan. Ini adalah satu-satunya kelemahan fluks semacam itu, tetapi dengan bantuannya Anda dapat menghubungkan hampir semua logam. Mereka tersedia dalam bentuk cair dan dianggap lebih nyaman untuk diterapkan. Alkohol atau gliserin ditambahkan ke dalamnya, yang benar-benar menguap saat dipanaskan.
Jenis kedua fluks terdiri dari rosin dan digunakan untuk bergabung dengan logam non-ferrous. Untuk bagian baja, dianggap kurang efektif. Pada akhir pekerjaan, damar harus dicuci, karena lama kelamaan akan menimbulkan korosi dan menjadi penghantar arus listrik bila berada dalam lingkungan lembab dalam waktu lama.

Solder untuk pekerjaan dipilih lebih mudah. Senyawa timbal dan timah dengan tanda POS terutama digunakan. Persentase kandungan timah ditunjukkan dengan angka setelah huruf. Kandungan timah yang lebih tinggi dalam solder memberikan kekuatan mekanik dan konduktivitas listrik yang lebih tinggi dari sambungan. Pada saat yang sama, suhu leleh solder dengan proporsi timah yang tinggi juga menurun. Penambahan timbal menormalkan pemadatan dan mencegah timah menyebar.
Beberapa solder modern diproduksi tanpa timbal (BP), alih-alih yang ditambahkan seng atau indium. Mereka memiliki titik leleh yang lebih tinggi, tetapi sambungannya lebih kuat dan lebih tahan terhadap korosi. Dan, sebaliknya, ada solder yang terbuat dari paduan ringan yang dapat menyebar, mulai dari 90-110 derajat. Dengan bantuan mereka, koneksi komponen dengan sensitivitas yang meningkat terhadap panas berlebih dilakukan.
Pemilihan besi solder
Ada beberapa jenis solder yang digunakan di rumah. Mereka dirancang untuk tegangan yang berbeda dan dapat beroperasi dari 12, 220 dan 380 volt.

Kekuatan besi solder dipilih berdasarkan pekerjaan yang dilakukan:
- Menyolder bagian dan komponen elektronik - 40-60 W.
- Detail hingga 1 mm tebal - 80-100 watt.
- Elemen dengan ketebalan 2 mm membutuhkan daya 100 W atau lebih.
Biasanya, pengrajin rumah memiliki dua besi solder - daya rendah dan sedang, yang mampu menyelesaikan hampir semua tugas. Anda dapat mempelajari salah satunya. Bagian berdinding tebal direkomendasikan untuk disolder pada peralatan profesional.
Persiapan untuk menyolder
Saat Anda pertama kali menghubungkan besi solder ke jaringan, itu pasti akan berasap. Pada titik ini, pelumas pabrik akan habis. Setelah emisi asap berhenti, besi solder harus dimatikan dan dibiarkan dingin. Kemudian, sebelum menyolder, Anda perlu mengasah ujungnya.
Ujung besi solder dibuat dalam bentuk batang silinder. Bahannya adalah paduan tembaga. Fiksasi dilakukan dengan sekrup penjepit. Dalam kebanyakan kasus, sengatan datang tanpa diasah, dan karena itu harus disiapkan. Anda dapat mengubah bentuknya dengan palu, kikir, atau amplas.
Setiap jenis pekerjaan memerlukan konfigurasi tipnya sendiri:
- Bentuknya pipih atau berupa spatula diberikan dengan cara diratakan. Penajaman sudut datar mungkin diperlukan untuk menghubungkan bagian-bagian besar.
- Penajaman dalam bentuk kerucut tajam atau piramida diperlukan untuk menyolder bagian-bagian kecil.
- Kerucut yang kurang tajam diperlukan untuk menyolder konduktor tebal dan bagian besar.
Dengan tidak adanya lapisan pelindung, ujung alat harus dikalengkan. Lapisan tipis timah diterapkan ke permukaan bagian yang bekerja. Prosedur ini dilakukan selama start-up pertama, ketika tidak ada lagi asap. Setelah alat siap, kita belajar menyolder.
Metode untuk menyolder bagian dan komponen
Kabel solder dianggap sebagai prosedur termudah. Ujung setiap kawat dicelupkan ke dalam fluks terlarut, setelah itu perlu untuk berjalan di sepanjang mereka dengan besi solder, yang ujungnya juga dibasahi dengan fluks.
Selama tinning itu sendiri, disarankan untuk melepaskan semua kelebihan solder. Dalam proses koneksi, twist secara bertahap terbentuk. Menghangat, dan semua ruang kosong diisi dengan timah.


Dalam kasus lain, ujungnya direndam dalam fluks, dan penyolderan dilakukan segera, tanpa timah. Metode ini sering digunakan dalam koneksi konduktor tipis atau banyak untaian kawat. Dengan fluks yang baik dan besi solder yang kuat, koneksi berkualitas tinggi dan andal dipastikan.
Bekerja dengan elektronik jauh lebih sulit. Itu sudah membutuhkan pengetahuan dan keterampilan praktis tertentu. Namun, tindakan sederhana untuk memperbaiki sirkuit dapat dilakukan oleh master pemula:
- Sebelum menyolder, elemen pin dengan kaki harus diperbaiki dengan lilin atau plastisin di lubangnya. Di sisi lain papan, besi solder harus ditekan dengan kuat ke terminal untuk menghangatkannya. Selanjutnya, solder tipis berupa kawat dengan fluks dimasukkan ke tempat ini. Timah dibutuhkan cukup sedikit, yang utama mengalir secara merata ke dalam lubang dari semua sisi.
- Jika lubangnya terlalu besar dan kakinya menjuntai di dalamnya, basahi tempat ini dengan sedikit fluks. Selanjutnya, kaleng dibawa ke kaki dan mengalir ke bawah, setelah itu lubang diisi secara merata.



