Spojenie medených a oceľových rúr. Hlavné spôsoby pripojenia medených rúrok
Metóda je založená na kapilárnom stúpaní kvapaliny (roztavenej spájky) pozdĺž najtenšej medzery medzi stenami potrubia. Existujú dva typy spájkovania medených rúr: nízkoteplotné a vysokoteplotné spájkovanie. Rozdiel v spájkovaní závisí predovšetkým od teploty tavenia spájky. Pre vysokoteplotné spájky sa používajú žiaruvzdorné spájky, pre nízkoteplotné spájky mäkké spájky zvinuté do zvitkov. V súlade s tým sa acetylénové a propánové horáky používajú na ohrev rúrok pri vysokoteplotnom spájkovaní, niekedy stačí na nízkoteplotné, oheň z fúkač. Spájkovanie môže byť aplikované na všetky typy medených vodičov vrátane zberačov solárne vykurovanie kde je možné rúry ohriať až na 250°C, je nízkoteplotné spájkovanie náročnejšie na teploty ohrevu rúr, s úspechom sa však používa v teplovodných a vykurovacích systémoch. V týchto typoch spájkovania nie sú žiadne štrukturálne rozdiely, avšak vysokoteplotné spájkovanie sa častejšie používa pre hrdlové spoje a nízkoteplotné spájkovanie sa používa pre rúrkové spoje s tvarovkami, do ktorých je zatavená spájka, hoci je možné aj naopak. .
Na inštaláciu medených potrubí sa používajú tri typy rúr: mäkké (R 220), polotuhé (R 250) a tvrdé (R 290). Ako parameter tvrdosti (tvrdosti) sa navrhuje pevnosť v ťahu v MPa (N/mm²). Mäkké rúry sa predávajú zvinuté do polí, polotuhé a tvrdé - rovné tyče. Zásadným rozdielom v týchto typoch potrubí je tlak prepravovaného média, ktorý potrubia znesú. Tvrdé rúry odolávajú najvyššiemu tlaku (290 N/mm²), mäkké rúry najnižšiemu tlaku (220 N/mm²). Tlak, ktorý sa vytvára v byte a dokonca aj v chatových potrubiach, úspešne vydržia ktorékoľvek z týchto potrubí. A ak potrebujete postaviť parnú kotolňu alebo minivýrobu, potom sa nezaobídete bez výpočtu a vypracovania projektu, ale to je už iná téma.
Na hrdlové spájkovanie (obr. 36) sa používajú mäkké, polotvrdé alebo tvrdé medené rúrky s predžíhaným koncom. Jeden z koncov rúrky s expandérom je vytvarovaný do hrdla, podobne ako hrdlo kanalizačné potrubia, do nej sa vloží koniec ďalšej rúry. Treba pamätať na to, že pri žíhaní koncov pevné rúry uvoľníte kov a potrubie na križovatke získa vlastnosti mäkkého potrubia. Túto okolnosť je potrebné vziať do úvahy pri navrhovaní potrubia podľa tlakových kritérií.
Ryža. 36. Spojenie medených rúrok hrdlovým spájkovaním
Na vytvorenie zásuvky musíte na expandéri použiť iba tie hlavy, ktoré sú určené pre daný priemer potrubia, potom sa priemer hrdla automaticky ukáže byť o niečo väčší ako vonkajší priemer potrubia. Typicky je medzera medzi vnútornými stenami hrdla a vonkajšími stenami rúrky vloženej do hrdla približne 0,2 mm. Takáto medzera poskytuje "vtiahnutie" roztavenej spájky a jej rovnomerné rozloženie po celom vnútornom povrchu hrdla v akejkoľvek polohe potrubia. Inými slovami, rúrky je možné spájkovať v akejkoľvek polohe, aj keď je hrdlo dole, kapilárna medzera medzi rúrkami do seba stále "nasáva" roztavenú spájku, ktorá sa rovnomerne rozloží po mieste spájkovania. Použitie „správnej“ hlavice expandéra je 80% úspechu spájkovania - medzera medzi rúrkami a hĺbka hrdla je nastavená týmto konkrétnym nástrojom.
Výrobcovia rúr dnes vyrábajú hotové tvarovky a spojky, na ktorých sú už vyrobené hrdlá (obr. 37). Použitie takýchto dielov predražuje potrubie, ale úplne eliminuje „ľudský faktor“ prítomný počas vlastná výroba expandérová zásuvka.
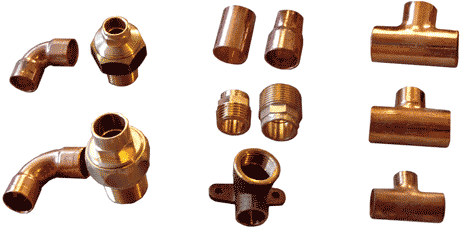 Ryža. 37. Tvarovky z medi a jej zliatin na spájkovanie zásuviek
Ryža. 37. Tvarovky z medi a jej zliatin na spájkovanie zásuviek Rúrky v mieste spájkovania sú pokryté tavivom (obr. 38), ktoré bude pôsobiť ako mazivo pre spájku a „moridlo“ (čistenie kovu) pre meď. Pri vysokoteplotnom spájkovaní striebornými alebo bronzovými spájkami sa ako tavivo používa bórax. Mieša sa s vodou, kým sa nezíska viskózna kaša. Tavidlo sa aplikuje bez prebytku iba na nákružok rúry, ktorý sa spojí s tvarovkou alebo hrdlom, a nie do tvarovky alebo hrdla. Po nanesení taviva sa odporúča diely ihneď spojiť, aby sa zabránilo vniknutiu cudzích častíc na mokrý povrch. Ak z nejakého dôvodu dôjde k spájkovaniu o niečo neskôr, potom je lepšie, aby diely čakali na túto chvíľu už v kĺbovej forme. Odporúča sa otáčať rúru v tvarovke alebo hrdle, alebo naopak, tvarovku okolo osi rúry, aby sa zabezpečilo rovnomerné rozloženie toku v montážnej medzere a aby bolo cítiť, že rúra dosiahla zastaviť. Potom je potrebné odstrániť viditeľné zvyšky taviva z vonkajšieho povrchu potrubia handrou.

 Ryža. 38. Natieranie rúr tavidlom a spájkovanie
Ryža. 38. Natieranie rúr tavidlom a spájkovanie Na spájkovanie medených rúrok sa používajú spájkovacie tyče s priemerom 3 mm z medi a zliatin striebra alebo bronzu. Po zhotovení hrdla alebo pri použití hotovej tvarovky s hrdlom sa rúry zasúvajú do seba. Križovatka je vyhrievaná zo všetkých strán propánovým alebo acetylénovým horákom. Zahrievanie sa vykonáva dovtedy, kým sa spájkovacia tyč zdvihnutá a pritlačená k objímke nezačne topiť. S nadobudnutím skúseností je čas ohrevu rúr určený zmenou farby potrubia - až do dosiahnutia "červenej žiary". Závitové tvarovky na pripojenie k iným potrubiam alebo k vodovodné armatúry sú vyrobené z bronzu a mosadze a vyžadujú dlhší čas ohrevu pri spájkovaní. Na určenie spotreby spájky na spoj sa zvyčajne používa nasledujúca metóda: spájkovacia tyč je ohnutá v tvare písmena G, čím sa mierne ohýba väčší priemer zvonček. Hneď ako sa miesto spájkovania zahreje na požadovanú teplotu, spájka sa pritlačí na medzeru medzi hrdlom a do nej vloženou rúrkou a vedie sa okolo rúry bez zastavenia ohrevu spoja. Spájka sa roztaví a vytečie do medzery. Je potrebné roztaviť celý ohnutý koniec spájky do medzery, nie viac a nie menej. Zvýšenie spotreby spájky vedie k tomu, že môže pretekať štrbinou a roztaviť vnútornú časť rúrok.Pokles spotreby spájky vedie k nespájkovaniu spoja.
Pri spájkovaní potrubí musíte dodržiavať základné bezpečnostné opatrenia pre prácu s otvoreným ohňom. Je potrebné pracovať v plátenných rukaviciach, je lepšie spolu s asistentom držať potrubie od miesta vykurovania. Pri samostatnej práci použite svorky na dočasné zaistenie rúr.
Po ochladení je zostava pripravená na prevádzku - ide o najspoľahlivejšie spojenie medených rúr a nie je vôbec ťažké. Skúsenosti s spájkovaním medených rúrok prichádzajú rýchlo a pre tých, ktorí už túto techniku vlastnia zváranie plynom, je hneď jasné. Je pravda, že na tepelné potrubia potrebujete zariadenie na zváranie plynom. Niekedy (na spájkovanie spojov malých priemerov) môžete použiť horúci vzduch výkonného budovanie sušiča vlasov pomocou obmedzovača kužeľa horúceho vzduchu na rýchlejšie zahriatie. Ďalším spôsobom ohrevu bez plameňa sú elektrokontaktné zariadenia. Navonok pripomínajú veľké kliešte s vymeniteľnými medenými hlavami na zakrytie rúrok rôznych priemerov.
Po dokončení spájkovania zostavy alebo celého potrubia sa musí prepláchnuť, aby sa uvoľnili vnútorné dutiny od zvyškov taviva. Ako už bolo spomenuté, tavidlo funguje nielen ako mazivo pre spájku, ale aj ako leptadlo pre meď, to znamená, že je to v skutočnosti agresívne oxidačné činidlo. A ak áno, potom už vo vnútri potrubia nemá čo robiť, treba ho odtiaľ odstrániť umytím vodou. Z vonkajšieho povrchu rúrok sa uniknutý tok odstráni handrou.
Spájkovanie potrubí na tupo nie je povolené. Ak je potrebné spájať časti medzi sebou, potom rúry nespájajú, ale zvárajú. V zásade sa vykonávajú takmer rovnaké operácie ako pri vysokoteplotnom spájkovaní, okrem toho, že nie je potrebný žiadny tavivo a ohrev rúr a tvaroviek sa zvyšuje na teplotu topenia kovu.
Na nízkoteplotné spájkovanie sa používajú tvarovky s do nich zatavenou spájkou. Navonok sú to rovnaké tvarovky na spájkovanie zásuviek, ale pozdĺž povrchu zásuvky je vytlačený pás (obr. 39), do ktorého výrobcovia nalievajú spájku už vo fáze výroby armatúr. Do tvarovky je možné naliať žiaruvzdornú aj nízkotavnú spájku, vďaka čomu je možné vykonávať oba typy spájkovania. Najčastejšie sa však do tvaroviek nalieva spájka s nízkou teplotou topenia, takže spoje na takýchto tvarovkách sú klasifikované ako spájkovanie pri nízkej teplote.
 Ryža. 39. Armatúry s natavenou spájkou
Ryža. 39. Armatúry s natavenou spájkou Technológia spájania medených rúrok na spájkovaných tvarovkách je ešte jednoduchšia ako na bežných tvarovkách. Rúry a tvarovky sa spracovávajú presne rovnakým spôsobom, ako je opísané vyššie. Rúry sa potom vložia do tvaroviek alebo spojok. Armatúry sa ohrievajú ohňom fúkača alebo horúcim vzduchom stavebného fénu, spájka zaliata v armatúrach sa roztaví a roztečie po objímke, pričom sú diely spájkované (obr. 40). To je celá technológia: vyčistené a natavené diely som vlepil do seba, zostavu nahrial fúkačom a nechal vychladnúť.
 Ryža. 40. Spojenie medených rúrok s tvarovkami s do nich zatavenou spájkou
Ryža. 40. Spojenie medených rúrok s tvarovkami s do nich zatavenou spájkou Spájkované medené potrubné spoje je možné použiť pre všetky typy domových potrubí, s výnimkou potrubí s vysokými teplotami (asi 150–250 °C), ktoré sa v bežnom dome nenachádzajú.
Napriek vývoju technológie a popularite používania polymérov sa kov úspešne používa pri výrobe potrubí pre vodovodné a vykurovacie systémy. Na tieto účely sa zvyčajne používa oceľ, mosadz a meď. Ten má vynikajúcu odolnosť proti korózii, mechanická pevnosť a odolnosť voči vysokej teplote a tlaku. Preto, napriek niektorým vysokým nákladom na tento materiál, je jeho použitie plne opodstatnené.
Pred pripojením medených rúrok sa musíte rozhodnúť, či to urobíte s alebo bez spájkovania.
Spájkované spojenie
Jednou z prvých možností, ktoré treba zvážiť, je spojenie rúr spájkovaním. Hneď je potrebné poznamenať, že existujú dva spôsoby spájkovania medených rúr - ide o nízkoteplotnú a vysokoteplotnú metódu. Ako asi tušíte, rozdiel medzi nimi spočíva v teplote, pri ktorej dochádza k spájkovaniu. V nízkoteplotnom režime sa prvky zahrievajú až na 300 °C a používajú sa spájky s nízkou teplotou tavenia. Vysokoteplotné spájkovanie sa používa na inštaláciu systémov, ktoré sú výrazne namáhané, napríklad v priemysle je použitie tejto techniky na súkromné účely nepraktické.

Pri spájaní medených rúr spájkovaním sa spravidla používajú spojovacie prvky nazývané tvarovky, spájky na báze cínu a tavivá. Proces pripojenia potrubia je nasledujúci.
- Najprv musíte odrezať rúry požadovanej veľkosti. V tomto prípade sa oplatí byť opatrný a určite brať do úvahy rozmery samotného kovania.
- Konce rúr, ktoré sa majú spojiť, musia byť starostlivo preskúmané na prítomnosť rôznych defektov, ako sú praskliny, triesky alebo otrepy. Ich prítomnosť je neprijateľná, pretože môže ovplyvniť tesnosť spojenia, a preto, ak sa zistia, musia byť odstránené všetky chyby.
- Ak sú konce rúr v poriadku, môžete pristúpiť k pripojeniu. Treba poznamenať, že existuje niekoľko možností pripojenia, napríklad musíte pripojiť viac ako dve potrubia alebo potrubia iný priemer, preto je potrebné zvoliť armatúry zodpovedajúce účelu.
- Koniec potrubia a vnútro spojovacieho prvku je ošetrené tavidlom - špeciálnym zložením, ktoré pôsobí ako odmasťovač, ktorý pripraví povrch na pevnejšie spojenie.
- Potom sa koniec potrubia vloží do tvarovky a zahreje sa. Tvarovka sa volí tak, aby jej priemer bol o 1–1,5 mm väčší ako priemer rúry. Ohrev potrubia sa vykonáva pomocou plynového horáka. Priestor medzi pripojenými prvkami je vyplnený spotrebnou spájkou. Moderný trh ponúka rôzne hotové spájky, ktoré sa ľahko používajú, takže by to nemal byť problém.
- Potom, čo je spájka rovnomerne rozložená po celom obvode, časti, ktoré sa majú spojiť, by sa mali ponechať, kým spájka úplne nestuhne a nevytvorí pevné spojenie.
- Posledným krokom by mala byť kontrola pripojenia, to znamená, že voda musí byť zapnutá. Dôjde teda nielen ku kontrole, ale aj k odstráneniu zvyškov taviva, ktoré môžu zostať na vnútornom povrchu rúr, čo je nežiaduce, pretože môže spôsobiť koróziu.
Spojenie bez spájkovania
Treba tiež poznamenať, že napriek tomu, že spojenie medených rúrok spájkovaním je vo väčšine prípadov najspoľahlivejšie a najvhodnejšie, existujú prípady, keď spájkovanie nie je možné a v takýchto prípadoch je možné uchýliť sa k spojeniu bez spájkovania. pomocou špeciálnych armatúr. Ich princíp činnosti je založený na upínacom efekte, ktorý je výsledkom závitového spojenia. Proces pripojenia je nasledujúci.
- Najprv treba rozobrať kovanie, ktoré sa zvyčajne skladá z dvoch častí.
- Jedna z častí sa nasadí na potrubie. Presnejšie povedané, nasadí sa matica a upínací krúžok.
- Potom sa potrubie vloží dovnútra spojovacia armatúra a matica je utiahnutá pozdĺž závitu.

K armatúram tohto druhu je spravidla pripojená inštrukcia, podľa ktorej sa musia vykonávať všetky práce.
Poznámka! Spojenie potrubí týmto spôsobom nie je dostatočne spoľahlivé, preto sú neprijateľné aj tie najmenšie deformácie v spojení, ako aj porušenie technológie. Na dosiahnutie väčšej tesnosti závitového spojenia je možné ho utesniť špeciálnymi závitmi, pričom je neprijateľné, aby sa prebytočné množstvo dostalo do potrubia, pretože to môže brániť voľnému priechodu vody.
Bez ohľadu na zvolený spôsob pripojenia by sa práca mala vykonať pri dodržaní niekoľkých všeobecných pravidiel:
- Na pripojenie je potrebné použiť rúry z rovnakého kovu. Ak potrebujete spojiť medenú rúrku s akoukoľvek inou, musíte zvoliť vhodnú metódu. Napríklad na pripojenie medi a PVC rúrky spájkovanie nie je vhodné.
- Ak je určené na spojenie medených a oceľových rúrok, potom musia byť oceľové rúry umiestnené pred medenými rúrami.
- Pri uťahovaní závitových spojov je potrebné postupovať opatrne, najmä ak sa používajú tenkostenné rúry.
- Aby sme sa nemýlili s množstvom spájky, musí sa dĺžka drôtu rovnať obvodu potrubia.
- Na ohrev potrubí je najlepšie použiť špeciálny horák. Použitie konvenčného horáka je v zásade prijateľné, ale existuje riziko prehriatia križovatky, čo skomplikuje prácu.
- Medené rúry sú z materiálového hľadiska trochu nákladné, preto sa pred začatím práce odporúča vykonať predbežné výpočty množstva materiálu. Zároveň by sa nemalo zabúdať, že aj spojovacie prvky majú určité rozmery, ktoré je tiež potrebné vziať do úvahy.

Na záver treba povedať, že spájanie medených rúr nie je z technologického hľadiska veľmi komplikovaný proces, ale po prvýkrát môžu vzniknúť určité ťažkosti. Ak chcete získať čo najúplnejší obraz o procese, môžete sa poradiť s odborníkmi alebo si aspoň pozrieť video na túto tému.
Video
Toto video ukazuje proces spájkovania medených rúrok.
Existuje mnoho spôsobov spájania medených rúrok do jedného potrubného systému. Trh poskytuje obrovské množstvo armatúr, spájok, tavív, spojovacích prvkov, čo vám umožňuje vytvárať odpojiteľné a nerozoberateľné, servisované a bezobslužné spojenia.
Práca s medenými rúrami pozostáva z:
- dimenzovanie - ak je potrubie nesprávne zmerané, nie je možné ho správne odrezať;
- rezanie - vyrobené striktne kolmo pomocou rezača rúrok, pretože je lepšie urobiť viac otáčok ako použiť silu;
- odizolovanie - odstránenie otrepov po rezaní a oxidového filmu (je lepšie to urobiť pomocou špeciálnej obrúsky);
- spojenia.
Spôsoby pripojenia medených rúrok:
- kapilárne spájkovanie;
- vysokoteplotné spájkovanie;
- rôzne armatúry.
Spojenie spájkovaním
Na spájanie medených výrobkov spájkovaním na čistený povrch naneste tavidlo a diely ihneď spojte. Kĺb rovnomerne zahrejte plynový horák(fúkačka, spájkovačka), kým tavidlo nezačne meniť farbu a spájka sa roztopí. Oheň horáka je odklonený, spájka vyplní medzeru medzi prvkami.


Aby bolo množstvo spájky optimálne, odborníci ponúkajú jednoduchý návod – dĺžka spájkovacej tyče by sa mala rovnať priemeru rúrky. Pred spájkovaním môžete odrezať lištu požadovanej dĺžky. Ak je jedným z prvkov armatúra, ktorá už bola prispájkovaná vo výrobe, nie je potrebné ju pridávať.
Po vyplnení medzery spájkou je potrebné nechať čas na vychladnutie bez vystavenia zostavy mechanickému namáhaniu. Po úplnom vytvrdnutí spájky odstráňte všetku zvyšnú spájku a tavidlo. vlhkou handričkou. Po namontovaní celého systému je potrebné ho opláchnuť horúcou vodou. Tok prispieva ku korózii, takže jeho prítomnosť na vnútornom povrchu je nežiaduca.
Spájkovanie medených rúrokTypy tvaroviek na pripojenie medených rúr
Spojenie bez spájkovania sa vykonáva pomocou tvaroviek, ktoré sú rozdelené do dvoch veľkých skupín - priame (spojenie prvkov rovnakého priemeru) a prechodné (spojenie prvkov rôznych priemerov). Priemery môžu byť od 8 do 100 milimetrov.
Na základe konfigurácie sa armatúra (konektor) pre medené rúry nazýva:
- spojka - musí byť vyrobená z rovnakého materiálu ako rúry, môže byť použitá ako pre prvky s rovnakým priemerom, tak aj pre prvky s rôznymi priemermi, používa sa, keď nie je potrebné meniť smer;
- štvorcový - určený na zmenu smeru systému o 30, 45 alebo 90 stupňov;
- odpalisko - používa sa na spojenie troch koncov umiestnených voči sebe pod uhlom 45 alebo 90 stupňov;
- kríž - spája štyri rúry umiestnené kolmo na seba v rovnakej rovine;
- adaptér ("americký", futorka, stierka, vsuvka) - na kombinovanie rúr z rôznych materiálov pomocou rôznych metód;
- zátka - uzáver, zátka na utesnenie konca rúrky;
- armatúra - na pripojenie potrubia a ohybnej hadice.

Na základe metódy môže byť spojenie medených rúr s tvarovkami:
- pomocou spájkovacej tvarovky, pod závitom ktorej je cín. Do nej sa vloží rúrka upravená tavivom, zostava sa zahrieva, kým sa spájka nestane tekutou a nevyplní medzeru;
- pomocou závitových (vybavených závitmi);
- krimpovanie (kompresia), čo vám umožní spojiť prvky iný priemer. Rúrka je upevnená tvarovkou pomocou tesnenia v tvare O a odnímateľného alebo jednodielneho krúžku. Na inštaláciu sú vhodné bežné nástroje;
- lisovacia tvarovka pozostávajúca z tela a objímky a namontovaná pomocou lisovacích klieští;
- samosvorné kovanie, ktorého základom sú vnútorné krúžky, z ktorých jeden je vybavený zubami. Po stlačení špeciálnym kľúčom zuby vstúpia do ďalšieho krúžku, čím sa vytvorí bezpečné spojenie. Rovnako jednoduché ako nasadzovanie, vyzliekanie.

Vlastnosti medených výrobkov: čo treba zvážiť
Pri inštalácii medeného potrubia je dôležité vedieť nielen to, ako pripojiť medené potrubia, ale aj splniť niekoľko ďalších podmienok:
- na predĺženie životnosti systému by sa mala používať iba meď a jej zliatiny;
- ak je potrebné použiť výrobky z iných materiálov, malo by sa vziať do úvahy, že meď nemožno kombinovať s pozinkovanou oceľou, pretože to vedie ku korózii oceľových prvkov;
- ak sa nedá žiadnym spôsobom vyhnúť použitiu oceľových výrobkov, mali by byť namontované pred medenými prvkami;
- bezpečné spojenie medi a kyselinovzdornej ocele.
Spojovacie prvky
Pre konečnú inštaláciu akéhokoľvek potrubia sú potrebné svorky pre medené rúry.


- svorky a konzoly.
Pre domáce potrubia sa používajú:
- kovové spony v tvare C (upevnenie na jednu skrutku) a v tvare O (upevnenie na dve skrutky) vyrobené z ocele a vybavené gumovým povlakom, ktorý neutralizuje mechanické a akustické vibrácie;
- plastové svorky (pohyblivé a stacionárne) - pre interné systémy, vybavené hmoždinkou a skrutkou;
- konzoly - na zavesenie alebo usporiadanie prvkov systému.
Je zrejmé, že pre každý systém je potrebné zvoliť vlastné spôsoby inštalácie a upevnenia. Len pri výbere kvalitných materiálov a správna inštalácia potrubie bude spoľahlivé a odolné.
Výroba medených rúrMedené rúry a tvarovky sú žiadané pre ich vysokú odolnosť a pevnosť, ako aj množstvo iných technické údaje ktoré zabezpečujú bezproblémovú prevádzku rôznych komunikačných sietí.
1 Hlavné vlastnosti inžinierskych sietí z medi
Ruské a zahraničné spoločnosti v súčasnosti vyrábajú tvarovky a rúry vyrobené z medi Vysoká kvalita. Takéto výrobky spĺňajú požiadavky európskych noriem (ISO 9002, BS2, DIN), vyznačujú sa zvýšenou odolnosťou proti tlaku pracovných médií prúdiacich potrubím, vysokým a nízkym teplotám, nárazom vonkajší charakter počas prepravy a skladovania.
Medené inžinierske siete sa neboja slnečné lúče(to ich odlišuje lepšia strana z polymérových štruktúr, ktoré sú teraz populárne), časom sa na nich nevytvára hrdza, ktorá sa vždy tvorí na kovových a oceľových potrubiach. Ich životnosť je najmenej sto rokov, vidíte, je veľmi ťažké nájsť lepší a prakticky "večný" materiál na usporiadanie domácich a priemyselných komunikácií.
Používajú sa na konštrukciu nasledujúcich systémov:
- klimatizácia;
- vykurovanie;
- zásobovanie vodou (studenou aj horúcou);
- rozvod plynu.
Jednotlivci spravidla používajú medené rúry pri inštalácii spoľahlivých a odolných vodovodných sietí vo svojich domoch. Je zrejmé, že spojovacie prvky pre takéto rúrkové výrobky sú najčastejšie tiež vyrobené z medi. Medené tvarovky sa považujú za oveľa ekonomickejšie ako kovové tvarovky, pretože vyžadujú menej materiálu na výrobu.
Podstatou je, že pri výrobe napríklad liatinových dielov sú ich steny spočiatku konštruované ako hrubé – inžinieri nechávajú „maržu“ na stratu kovu v dôsledku korózie. Ale spojovacie prvky vyrobené z medi môžu byť vyrobené oveľa tenšie, pretože ich hrdza sa nedotýka ani po desaťročiach prevádzky.
Dopyt po medených potrubiach určujú aj iné dôvody:
- antiseptické vlastnosti medi (voda v jej zásobovacích systémoch nie je ovplyvnená patogénnymi mikróbmi a organizmami, čo prirodzene zlepšuje kvalitu pitnej vody);
- jednoduchosť inštalácie potrubí a ich vzájomného spojenia.

Okrem toho, ak voda v potrubí zamrzne, vedenie sa iba zdeformuje a nerozbije sa, ako je to zaznamenané pri zamrznutí ocele a iných výrobkov. Zničenie medených konštrukcií sa zaznamenáva iba vtedy, keď sú vystavené zaťaženiu viac ako 200 atmosfér (v domácich systémoch jednoducho nemôže byť taký tlak).
2 Typy spojovacích prvkov pre medené rúry
Moderné armatúry pre medené siete sú nasledujúcich typov:
- závitové;
- samozamýkateľné;
- kompresia (krimpovanie);
- lisovacie tvarovky;
- kapilárnej.

Lisovacie tvarovky pre medené rúry sa dnes už takmer nepoužívajú na spájanie prvkov medených potrubí. Po prvé, ich inštalácia sa vykonáva pomocou špeciálneho lisu, ktorý stojí veľa. Po druhé, takéto tvarovky boli pôvodne vytvorené na spojenie plastových a kovoplastových konštrukcií. Lisovacie diely pre medené rúry má zmysel používať iba vtedy, ak nie je možné vykonať kvalitné spájkovanie rúrok alebo ich namontovať s inými typmi spojovacích prvkov.
V tomto článku sa bližšie pozrieme na iné armatúry (kompresné, závitové atď.), Najprv si však všimneme, že pri inštalácii medených výrobkov musíte vždy použiť materiály homogénnej štruktúry. V tomto prípade inžinierske siete bude zaručene slúžiť čo najdlhšie a bez porúch. Inými slovami, spojenie medených rúrok by sa malo vykonávať pomocou medených tvaroviek a iné materiály by sa mali používať iba podľa potreby.

Ak sa použijú odlišné materiály, musia sa dodržiavať nasledujúce pravidlá inštalácie potrubia:
- Medené rúry v kombinovaných systémoch sa inštalujú vždy v smere toku vody za oceľovými alebo kovovými výrobkami.
- Je zakázané spájať meď s pozinkovanou oceľou, ako aj s rúrkami vyrobenými z nelegovaných zliatin. Je to spôsobené tým, že v tomto prípade sa v systéme vytvárajú také procesy elektrochemickej povahy, ktoré výrazne urýchľujú hrdzavenie oceľových prvkov.
- Spojenie výrobkov z medi a jej zliatin s oceľami kyselinovzdornej skupiny je povolené. Ale je lepšie vymeniť kovové rúry na polyvinylchlorid (ak, samozrejme, existuje taká príležitosť).
3 Závitové tvarovky pre medené potrubia
Takéto spojovacie prvky sa odporúčajú namontovať pri konštrukcii inžiniersky systém zahŕňa jeho periodickú demontáž, opravu (výmena dielov, ktoré zlyhali) a montáž. Závitové pripojenie charakterizované prítomnosťou vnútorného alebo vonkajšieho závitu určeného na vytvorenie jednej línie.
Z hľadiska spoľahlivosti a dlhodobej prevádzky sú závitové tvarovky menej praktické ako kompresné alebo kapilárne tvarovky. Musia sa pravidelne kontrolovať, demontovať staré a inštalovať nové prvky. Z tohto dôvodu môžu byť takéto armatúry namontované v tých častiach systému, ktoré sú ľahko dostupné.

Možnosti závitových prvkov na usporiadanie medených potrubí:
- spojky: dajú sa použiť na spojenie rúr z rôzne materiály, ako aj priame úseky potrubí s rôznymi alebo identickými úsekmi rúrkových výrobkov;
- rohy v uhle 45 a 90 stupňov: potrebné na otočenie potrubia pod daným uhlom;
- výstupné armatúry;
- kríže, odpaliská (inak sa nazývajú kolektory): umožňujú vám udržiavať hlavný smer siete a súčasne z nej vykonávať ľubovoľný počet nezávislých vetiev;
- uzávery a špeciálne zástrčky: umožňujú kvalitatívne zablokovať koncovky medeného komunikačného systému.

Pri inštalácii nových sietí je žiaduce použiť kompresné tvarovky, ale modernizáciu potrubí a ich generálna oprava je lepšie vykonávať závitové prvky.
4 Samosvorné a kompresné kovanie
Takéto tvarovky, ktoré sa nazývajú lisovacie alebo klieštinové tvarovky, sú dobrou náhradou za tvarovky namontované pomocou zahájiť paľbu. Nástrčné armatúry pozostávajú zo sady tesnení a krúžkov, ako aj špeciálneho krúžku na krimpovanie potrubia. Úplne hermetické spojenie rúrkových výrobkov z rôznych materiálov je zabezpečená tým, že kľúč utiahnite kompresný krúžok. Kompresné armatúry môžu byť vyrobené z ocele, kovoplastu, mosadze alebo medi.
Lisovacie (klieštinové) časti sú nevyhnutné pre vodovodné systémy, ktoré pozostávajú z rúrok rôznych prierezov. Sú tiež žiadané pre výstavbu sietí z rôznych materiálov. Hoci v V poslednej dobe klasické kompresné fitingy sa začali nahrádzať samosvornými dielmi, keďže sú z hľadiska ich prevádzkových možností výhodnejšie.

Samosvorné klieštinové kovania sú konštrukcie, vo vnútri ktorých je inštalovaný celý systém krúžkov. Okrem toho je jeden krúžok nevyhnutne vybavený zubami. Po stlačení špeciálnym montážnym kľúčom na tento prvok prevodovky sa tento upevní v susednom krúžku, čo vedie k skutočne pevnému spojeniu.

Takéto kompresné armatúry sa demontujú tak jednoducho, ako sú inštalované, pomocou rovnakého kľúča. Upozorňujeme, že kompresné výrobky pre medené rúry sú vždy vyrobené z medi. Zároveň sú vhodné na usporiadanie potrubí z akýchkoľvek iných kovov a plastov.
5 Spojenie medených rúr kapilárnou technikou
Spájkovanie sa považuje za najobľúbenejší spôsob skutočne spoľahlivého a odolného spojenia medených rúrových konštrukcií. Táto operácia je založená na kapilárnom efekte. Uvádza, že kvapalina je schopná stúpať hore kapilárou a prekonávať vznikajúcu gravitačnú silu v prípadoch, keď je medzi dvoma povrchmi určitá vzdialenosť.
V praxi tento jav umožňuje rovnomerné rozloženie použitej spájky po celej ploche spájaného povrchu. Navyše nezáleží na tom, v akej priestorovej polohe sa prvok potrubia nachádza. Nie je ťažké aplikovať spájku nie zhora, ale zdola.

Technológia kapilárnej techniky je nasledovná:
- pripojenie potrubia sa zahrieva (pomocou horáka);
- roztavená spájka vstupuje do medzery medzi spojovacím prvkom a potrubím a úplne ju vyplní;
- potrubie sa nechá vychladnúť;
- pomocou čistiacej zmesi čistia vonkajšie časti systému.
Toto možno považovať za dokončené - systém je pripravený vykonávať svoje úlohy! Medené a kovové rúry sa inštalujú pomocou kapilárnej technológie. Ak sa použije oceľová tvarovka, musí sa na miesto spájkovania vopred naniesť špeciálne tavidlo. Úlohu materiálu pre spájku plní veľmi tenký cínový alebo medený drôt, ktorý je umiestnený pod závitom tvarovky. V niektorých prípadoch sa používa aj strieborný drôt.

Ďalší dôležitý bod. Klieštinové spoje sa montujú bez predbežnej prípravy pripojených výrobkov. Spájkovanie je však možné vykonať až po starostlivom odstránení nečistôt a prachu z okrajov rúrok, ako aj po odmastení povrchu.
6 Vlastnosti valcovania medených rúr
Pri usporiadaní potrubí z medených výrobkov pomocou odpojiteľných spojení sa často používa špeciálne zariadenie nazývané valcovanie. Bežné je aj jeho druhé meno - lemovanie. Pomocou tohto nástroja je možné vykonávať valcovanie - operáciu, ktorá umožňuje upravovať tvar a geometrické parametre medi a iných tvárnych materiálov bez straty ich prevádzkových vlastností.
Elementárne valcovanie je obyčajný kužeľový polotovar, ktorý sa vloží do rúrky a potom sa otáča, kým sa neohne do požadovaného tvaru. Je zrejmé, že takéto zariadenie je nereálne použiť pri usporiadaní moderných potrubí, pretože neposkytuje rovnomerný tlak na steny a neumožňuje vám zvoliť si špecifickú silu valcovania.

Efektívnejšie je rolovanie pomocou svoriek a kužeľa, ktorý sa ovíja okolo vlastnej osi. Je to taký nástroj, ktorý sa odporúča zakúpiť na kladenie komunikácií vo vašej domácnosti. Je to lacné, ale kvalita práce zaručuje pomerne vysokú. Svorka takejto príruby je vybavená buď niekoľkými otvormi vhodnými pre určité priemery rúr, alebo jedným otvorom univerzálneho typu, do ktorého je možné vkladať rúrkové výrobky najrôznejších profilov.
Profesionálni špecialisti, ktorí sa podieľajú na konštrukcii potrubí, zvyčajne používajú valcovanie s bezpečnostnou račňou a excentrom. Predtým, ako s ním začnete pracovať, musíte na potrubie, ktoré sa má pripojiť, nasadiť matice (umožňujú vykonať požadované spojenie). Profesionálne valcovanie deformuje kov valcovaním potrubia (jeho vnútorného povrchu) s excentrom - zariadením s posunutým stredom.

A račňa určuje najväčšiu silu, ktorá môže byť aplikovaná na konštrukciu bez toho, aby sa vytvoril fenomén stenčovania stien potrubia a jeho dierovania. Striktné dodržanie deformačnej sily medi je zabezpečené valcovaním excentra. Toto zariadenie nezanecháva malé drážky a priehlbiny na vnútornom povrchu potrubia. To znamená, že systém vám bude slúžiť veľmi dlho, pretože práve prítomnosť týchto nedostatkov výrazne znižuje životnosť komunikácie (drážky a priehlbiny sú oblasti, kde je vysoká pravdepodobnosť úniku).
Excentrické valcovanie s bezpečnostnou západkou je preto považované za ideálny nástroj pre inštaláciu medených potrubí na bezchybnej kvalitatívnej úrovni. A čo je najdôležitejšie - celý proces ide rýchlo a bez nadmerného výdaja fyzickej sily.
Spojenie medených rúrok sa vykonáva tromi spôsobmi: na lisovacích tvarovkách, pomocou kapilárneho spájkovania a pomocou lisovacích tvaroviek. Každá z týchto metód má svoje pre a proti. Všetko závisí od podmienok, v ktorých sa plánuje prevádzka. vodovodný systém.
Spoje na kompresných (kompresných) armatúrach
Hlavnou výhodou tejto techniky je jednoduchá inštalácia, minimum pomocných nástrojov. Každá osoba sa s takouto prácou dokáže vyrovnať, pretože matice stačí utiahnuť dvoma kľúčmi. Nevýhody spojenia s armatúrami: obmedzené maximálny tlak(do 10 BAR) pri teplote systému 100 stupňov.
Spojenie medených rúr so zvernými tvarovkami
Počas inštalácie je tiež mimoriadne dôležité zabrániť najmenšiemu skresleniu. Ak sú tvarovky určené pre "mäkké" potrubia, je potrebná špeciálna priechodka. Posledný faktor je mimoriadne dôležitý, no často sa zanedbáva.
Spoje vytvorené kapilárnym spájkovaním
Výhody spájkovania: presnosť a rovnomernosť švíkov, minimálne požadované množstvo spájky, demokratická hodnota. Výkonnostné charakteristiky: maximálne prevádzkový tlak 40 BAR pri maximálnej teplote systému 150 stupňov. Kapilárne spájkovanie vyžaduje horák (na propán alebo acetylén), tavivo, spájku. Táto metóda pripojenie medených rúr vyžaduje od človeka určité skúsenosti a znalosti.
S lisovacími tvarovkami
Výhody inštalačné práce bez spájkovania: vysoká spoľahlivosť, priemerné náklady s rýchlou návratnosťou. Na vykonávanie práce bez spájkovania pomocou lisovacích tvaroviek sa od osoby vyžadujú minimálne znalosti a zručnosti. Pripojenie medených rúr týmto spôsobom je otázkou niekoľkých minút.


Ako spojiť medené rúry s oceľou?
Tradične sa medené výrobky montujú s oceľovými časťami pomocou kompresných (kompresných) tvaroviek. Technológia práce:
Armatúra sa rozoberie, potom sa do nej vloží rúrka, na ktorú sa predbežne nasadí kompresný krúžok a upínacia matica.
Ručne matica je dotiahnutá na doraz. Je dôležité zabezpečiť, aby nedošlo k žiadnym deformáciám. Na základe priemerov medenej rúry alebo pokynov uvedených v pasových dokumentoch alebo špeciálnych tabuľkách sa matica utiahne kľúčom o určitý počet otáčok. Zvyčajne je počet závitov od ½ do ¼. Je dôležité dodržiavať odporúčané otáčky. V opačnom prípade môže dôjsť k deformácii potrubia.
Pripojenie medených výrobkov k oceľovým častiam je pomerne jednoduché. Ak stále niečomu nerozumiete, dôrazne odporúčame pozrieť si inštruktážne video, ktoré podrobne vysvetľuje, ako namontovať medené diely s oceľovými rúrkami.
Technológia montáže

Ako pripojiť medené výrobky?
- Odrežte, ako v predchádzajúcej verzii, požadovaný segment produktu;
- Vonkajšie a vnútorné časti sú očistené od nečistôt pomocou špeciálneho rúna alebo špongie na meď;
- Potrubie sa vloží do kapilárnej armatúry na doraz, aplikuje sa tavidlo, ktorého prebytok je možné odstrániť čistou handričkou;
- Zapojenie sa ohrieva pomocou plynového horáka alebo špeciálneho stavebného sušiča vlasov, aplikuje sa spájka. Spájka by sa mala roztaviť a rovnomerne vyplniť montážnu medzeru;
- Čakáme na prirodzené chladenie spájky. Zvyšky taviva sa odstránia vlhkou a čistou handričkou.
Teraz viete, ako pripojiť medené rúry niekoľkými spôsobmi. Ak sa vám zdá niečo v inštalácii medených výrobkov nejasné, vždy si môžete pozrieť inštruktážne video. V zásade je táto práca pomerne jednoduchá a môžete to urobiť sami, bez toho, aby ste sa uchýlili k službám profesionálov.
www.trubygid.ru
Ako pripojiť medené rúrky
Spojenie svetlice
2. Nasaďte spojku na potrubie.
Závitové pripojenie
Kovanie sa pripravuje;
truba-info.ru
Ako spájkovať medené rúrky - spájkovanie medených rúrok
Potrubné výrobky z medených materiálov a ich zliatin u nás nevyzerali ako novinka vykurovacie systémy; okrem toho sa dnes čoraz častejšie nachádzajú v moderných vodovodných a plynových rozvodoch obytných budov a priemyselných podnikov. Tieto spoľahlivé a plastové výrobky sú v súčasnosti široko používané ako kritické komponenty. moderné systémy klimatizačné a chladiace jednotky rôznych profilov.
medené potrubie
To všetko je dosť na to, aby sme sa chceli naučiť, ako z takýchto výrobkov vytvárať jednodielne spojenia, alebo skôr, aby sme sa zoznámili s tým, ako doma spájkovať medené rúry. Faktom je, že známe techniky spájania medených rúrok sa používajú od staroveku a zahŕňajú zavedenie špeciálnej roztavenej lepiacej kompozície alebo spájky do kontaktnej zóny. Pri zvládnutí procesu spájkovania medených rúr je obzvlášť dôležité vedieť, že spoľahlivý zvárací kontakt sa spravidla dosiahne iba vtedy, keď je teplota tavenia samotnej spájky o niečo nižšia ako teplota tavenia zváraných rúr.
Upozorňujeme tiež, že kvalita spoľahlivé spájkovanie medené rúry pre domácich majstrov budú vyžadovať, aby umelec bol obzvlášť opatrný pri práci s výrobkami, ktoré sa majú zvárať, ako aj určité teoretické školenie.
Výhody zváraných medených spojov
Zváranie medených rúrV našom článku nemožno nespomenúť mnohé svedectvá, ktoré navyše potvrdzujú nepopierateľné výhody medené konštrukcie získané zváraním. Takéto zmienky len zvyšujú neustále rastúci dopyt po produktoch, ktoré sa vyznačujú celým radom jedinečných vlastností:
- trvanlivosť a pevnosť zváraných medených výrobkov;
- dostupnosť a jednoduchosť spracovania medeného materiálu;
- možnosť výberu podmienok pre vytvorenie zváracieho kontaktu (úprava režimu zvárania).
Okrem toho použitie najnovších zváracích techník umožňuje ušetriť na povinných montážnych dieloch, ako sú štandardné adaptéry a armatúry, čo výrazne znižuje celkové náklady na výrobu. zvárané rúry kúrenie.
Použité metódy a nástroje spájkovania medených rúrok
Pri vykonávaní špeciálnych operácií súvisiacich so zváraním potrubné polotovary rôzne priemery, najčastejšie sa používajú tieto teplotné režimy:
- Vysokoteplotný režim s tepelným ohrevom zóny taveniny až do 900 stupňov, používaný pre obrobky pod značným zaťažením.
- Nízkoteplotný režim spracovania, najčastejšie praktizovaný v každodennom živote s pracovnou teplotou v kontaktnej zóne až do 450 stupňov.
Možno budete potrebovať nasledujúci nástroj, ktorý vám pomôže opraviť spojené rúry počas procesu spájkovania:
- Špeciálny úchopový rezač rúr, ktorý zabezpečuje rovnomerné rezanie obrobku v mieste jeho zamýšľaného zvárania.
- Nástroj na prípravu skosenia (vrátane odhrotovania).
- Špeciálny druh expanzného mechanizmu používaný na prípravu miesta spájkovania do hĺbky približne rovnajúcej sa priemeru obrobkov, ktoré sa majú zvárať.
- A nakoniec aj seba zváračka alebo plynový horák, priamo používaný na spájkovanie medených spojov.
Okrem toho budete určite potrebovať stavebný termálny fén, cez ktorý bude možné zohriať spoje obrobkov až na 650 stupňov (využíva sa hlavne pri práci s nízkotaviteľnými spájkami).
Stavebný sušič vlasov
Prítomnosť takéhoto vykurovacieho-zváracieho stroja v súčasnej súprave nástrojov umožní jeho majiteľovi veľmi ľahko regulovať teplotný režim v zváracej zóne, ako aj udržiavať ho na optimálnej úrovni. Okrem toho široká škála vymeniteľných trysiek, ktoré sú súčasťou pracovnej súpravy zváracieho zariadenia, vám poskytuje možnosť nasmerovať prúd ohriateho vzduchu na akékoľvek miesto, ktoré vám vyhovuje.
Materiály používané na spájkovanie medených polotovarov
Pred spájkovaním vykurovacích rúrok vlastnými rukami je každý umelec jednoducho povinný dôkladne sa oboznámiť s pracovnými materiálmi používanými ako tepelné spájky. Okrem toho by si mal určite uvedomiť, že všetky tieto materiály sa podľa ich žiaruvzdorných charakteristík delia na spájky tvrdých a mäkkých kategórií.
Spájky
SpájkaTakzvané spájky s vysokou žiaruvzdornosťou navonok pripomínajú predĺžené tyče ľubovoľného profilu a zvyčajne sa používajú, keď je potrebné zahriať kov v spájkovacej zóne na najvyššie možné teploty (až do 900 stupňov Celzia). Takéto teploty poskytujú vysoko kvalitný a spoľahlivý spájkovací kontakt.
Poznámka! Takéto spájkovacie materiály sa používajú hlavne pri opravách a reštaurátorských prácach vykonávaných na kritických prívodných vedeniach alebo pri opravách priemyselných klimatizácií a špeciálnych chladiacich zariadení.
Medzi najtypickejších predstaviteľov spájkovacích spájok tejto triedy patria samotaviace zmesi medi a fosforu vybavené rôznymi prísadami (ako sú Cu94 P6 a Cu92 P6 Ag2). Takmer nepostrehnuteľné pre oko, pridanie 6% striebra alebo fosforu vám umožní znížiť Prevádzková teplota roztavenie takejto spájky až do 750 stupňov. A to za predpokladu, že skutočné rýchlosti rozťažnosti použitých materiálov sú takmer úplne rovnaké ako u medi, čo umožňuje získať pevné a spoľahlivé spojenie.
mäkká spájka
Spájky, hovorovo nazývané „mäkké“, dostali svoje meno vďaka tomu, že sa používajú v procese nízkoteplotného spracovania. medené rúrky vyrábané doma. Vyrábajú sa spravidla vo forme pomerne tenkých drôtov a sú vyvinuté na základe takých populárnych chemikálií, ako je olovo, cín, zinok alebo ich zliatiny, ktoré všetci poznáme.
tavivá
Tavidlo na spájkovanieAby sa zjednodušil postup spájkovania medených rúrok vlastnými rukami, špeciálnymi pastovitými alebo rovnomernými tekuté formulácie(nazývajú sa aj toky). Je dôležité poznamenať, že často úspech alebo neúspech vykonanej operácie môže do značnej miery závisieť od kompetentného výberu jedného alebo druhého toku.
Rovnako ako spájky, aj materiály, o ktorých uvažujeme, sú tiež podmienene rozdelené na nízkoteplotné činidlá (do 450 stupňov) a vysokoteplotné chemické zložky používané pri spájkovaní nad 450 stupňov.
Takéto chemické zloženie sa používajú na nasledujúce účely:
- pomôcť vyčistiť oblasť spájkovania od škodlivých oxidov;
- chrániť pracovisko z prenikania kyslíka, ktorý je vždy obsiahnutý v životné prostredie;
- vytvoriť priaznivé podmienky pre Rovnomerné rozdelenie spájkovacia kompozícia v miestach spájkovania;
- zlepšiť kvalitu priľnavosti výrobkov pomocou spájky.
Spájka zohriata na požadovanú teplotu sa počas práce rovnomerne rozprestrie po častiach spájkovaných dielov a vytvorí tak spoľahlivé spojenie. Po ochladení spájkovacieho kontaktu sa všetko prebytočné tavidlo jednoducho odstráni zo zóny spracovania.
Video
Toto video je o spájkovaní rúr mäkkou spájkou:
www.trubyinfo.ru
Ako pripojiť medené rúrky | Všetko o potrubiach
Inštalácia medených potrubí zahŕňa schopnosť správneho pripojenia potrubí a armatúr. O tom si povieme v tomto krátkom článku.
Medené rúry môžu byť pripojené k spojke bez rozšírenia konca rúry. Výhodou takéhoto spojenia je, že ho možno kedykoľvek rozobrať a znova zložiť. Na rovnakom mieste, kde nie je možné pracovať s plynovým horákom alebo z ktorého nie je možné úplne vypustiť vodu staré potrubie, používa sa flérové spojenie. Takéto spojenie sa uskutočňuje nasledovne. Prvým krokom je spracovať koniec potrubia tak, aby bol jeho povrch dokonale rovný. Potom sa na potrubie nasadí spojka a dovnútra potrubia sa nasmeruje rozšírený kužeľ. Potom potiahnite príchytku a pomaly otáčajte skrutkou. Toto sa musí vykonať, kým uhol roztiahnutia potrubia nedosiahne štyridsaťpäť stupňov. Potom je potrebné odskrutkovať skrutku, uvoľniť svorku a odstrániť rozširujúce zariadenie z potrubia. Teraz môže byť spojka posunutá smerom ku koncu potrubia, kým sa nezastaví a utiahnite maticu.
Častejšie sú však medené rúry prepojené pomocou tvaroviek. Na rozdiel od plastové rúrky, tvarovky v medených rúrach nie sú krimpované, ale spájkované. Takéto spájkovanie môže byť vysokoteplotné aj nízkoteplotné. V prvom prípade sa používa tvrdá spájkovacia tyč s vysokým bodom topenia. Ohrev rúrok a armatúr by sa v tomto prípade mal vykonávať pomocou acetylénových alebo propánových horákov, pretože teplota ich plameňa je veľmi vysoká. Používa sa na nízkoteplotné spájkovanie mäkká spájka vyrobené vo forme drôtu. Zahrievanie je možné vykonať pomocou bežného horáka. V praxi sa používa vysokoteplotné spájkovanie hrdlových spojov, nízkoteplotné spájkovanie tvaroviek Technológia spájkovania je jednoduchá. Najprv sa spájkovaný povrch potrubia a tvarovky očistí od oxidu a pokryje sa tavivom. Potom sa na potrubie nasadí tvarovka a miesto budúceho spojenia sa zahrieva, kým roztavená spájka nevyplní medzeru medzi rúrou a tvarovkou. Treba mať na pamäti, že spájka by sa nemala roztaviť v plameni horáka, ale z teploty vyhrievaného kovu. Po ochladení získa spojenie vysokú pevnosť. Potom zostáva len odstrániť zostávajúce tavidlo z povrchu.
aj v medené potrubia používajú sa aj závitové spojenia. Musí sa s nimi zaobchádzať s mimoriadnou opatrnosťou, pretože medené nite možno odtrhnúť aj bez použitia nadmernej sily. V závitových spojoch pre medené rúry sa vždy používa objímka, ktorá je navrhnutá tak, aby rovnomerne rozložila zaťaženie po celej ploche pripojenia. Táto práca sa vykonáva v nasledujúcom poradí. Najprv sa spracuje koniec rúrky, potom sa na rúrku nasadí prevlečná matica a na samotný okraj sa nasadí kompresný krúžok. Potom sa armatúra zasunie do potrubia až na doraz a prevlečná matica sa opatrne dotiahne.
xn--80abcm9bmekkw.xn--p1ai
Ako pripojiť medené rúry - konštrukcia
Ako pripojiť medené rúrky
Medené rúry sú spojené pri usporiadaní rôznych potrubí pomocou armatúr a špeciálne metódy. Každý musí vedieť, ako pripojiť medené rúry, pretože získanie spoľahlivého spojenia vyžaduje splnenie určitých podmienok.
Spojenie svetlice
Mäkké medené rúrky sú veľmi často spojené so spojkou, v ktorej je utesnený nerozširujúci sa koniec rúrky. Nie je ťažké demontovať takýto spoj a potom sa dá ľahko obnoviť. Zvyčajne sa rozšírené spojenie medených rúrok používa, keď je nebezpečné pracovať s horákom a nie je možné úplne vypustiť vodu zo starého potrubia. Poradie práce je nasledovné:
1. Vyčistite koniec potrubia. V tomto prípade musíte odstrániť všetky otrepy.
2. Nasaďte spojku na potrubie.
3. Vložte rúrku do kalibrovaného hrdla. Dobre to tam zatlačte. Otvor by mal mať rovnaký priemer ako samotná rúra. Nainštalujte koniec rúry na rovnakej úrovni alebo mierne nad upínacím povrchom.
4. Na svorku nasaďte prípravok. Začnite otáčať skrutkou, kým sa kužeľ nerozšíri pod uhlom približne 45 stupňov ku koncu potrubia.
5. Vyberte potrubie z kalibrovaného otvoru. Potom musíte spojku priblížiť k rozšíreným okrajom. Omotajte závity spojky tesniacou páskou a utiahnite maticu.
Spojenie s armatúrami
Spojenie medených rúr s tvarovkami znižuje náklady na prácu pri inštalácii, čas potrebný na dokončenie práce a zaručuje kvalitu spojenia, pretože nedochádza k zaťahovaniu kovu. Medené rúrky s tvarovkami sa najčastejšie spájajú kapilárnym spájkovaním, ktoré je založené na kapilárnom efekte. Existujú dva typy spájkovacích medených rúrok:
Spájkovanie je vysokoteplotné. Pre túto metódu sa používajú tyčové žiaruvzdorné spájky. Na ohrev potrubí sa používajú propánové a acetylénové horáky;
Spájkovanie je nízkoteplotné. Pri tejto metóde sa používajú mäkké spájky, ktoré sú zvinuté do zvitkov. Na toto spájkovanie stačí oheň z obyčajného fúkača.
V týchto dvoch metódach nie sú žiadne zvláštne rozdiely, ale pri spojoch hrdlových rúrok sa používa vysokoteplotné spájkovanie a na spojoch s tvarovkami, do ktorých je zatavená spájka, sa používa nízkoteplotné spájkovanie.
Spôsob montáže je nasledujúci:
Armatúra sa nasadí na rúrku potiahnutú tavivom:
Spoj sa zahrieva horákom, kým sa spájka neroztopí a neuzavrie medzeru medzi armatúrou a rúrkou;
Konštrukcia sa nechá vychladnúť a následne sa exteriér očistí špeciálnymi čističmi na meď. Potom je potrubie pripravené na prevádzku.
Závitové pripojenie
Závitové spojenie medených rúrok je skladateľné a používajú sa špeciálne objímky. Ak je potrebná demontáž, krúžok bude potrebné vymeniť. Tento typ pripojenia sa vykonáva takto:
Najprv odrežte kus potrubia požadovanej dĺžky;
Ak sa používajú rúry s PVC izoláciou, je potrebné odstrániť izolačnú vrstvu z konca rúry ostrým nožom a odstrániť otrepy, ktoré sa vytvorili po reze, pilníkom;
Kovanie sa pripravuje;
Na rúrku sa nasadí spojovacia matica, potom sa nasadí stláčací krúžok;
Matica by mala byť naskrutkovaná hladko - najprv sa krúti rukou, keď to nie je možné, použije sa kľúč. Počas prevádzky matica stlačí potrubie a spoj je utesnený.
fix-builder.ru




