வெனீர் தயாரிப்பு. DIY உரித்தல் இயந்திரம் ஒட்டு பலகை உற்பத்தி
மாதிரிகள் கட்டும் போது, பெரும்பாலும் வெனீர் பயன்படுத்த வேண்டும் பல்வேறு தடிமன். பொதுவாக தேவையான தடிமன்மணர்த்துகள்கள் கொண்ட காகிதம் ஒரு பூஞ்சையைப் பயன்படுத்தி அரைப்பதன் மூலம் பெறப்பட்டது, ஒரு சக்கில் செருகப்பட்டது துளையிடும் இயந்திரம். இந்த முறை மிகவும் மலிவு, ஆனால் இது பல குறைபாடுகளைக் கொண்டுள்ளது: குறைந்த உற்பத்தித்திறன், 0.5 மிமீக்கும் குறைவான தடிமன் கொண்ட வெனரை செயலாக்க இயலாமை, ஏனெனில் பூஞ்சையின் சுழற்சி காரணமாக, வெனீர் கைகளில் இருந்து இழுக்கப்படுகிறது மற்றும் முறிவுகள், மற்றும், இறுதியாக, முக்கிய தீமை மர தூசி அதிக அளவு காற்று மாசுபாடு . சுவாசக் கருவி மூலம் கூட மூன்று அல்லது நான்கு தட்டுகளுக்கு மேல் செயலாக்க முடியாது.
நான் வடிவமைத்த அரைக்கும் இயந்திரம், கவுண்டர் அரைக்கும் கொள்கையின் அடிப்படையில் செயல்படுகிறது, இந்த குறைபாடுகள் அனைத்தும் இல்லை. இது செய்யப்பட்டது (தவிர வெல்டிங் வேலை) ஒரு விமான மாடலிங் ஆய்வகத்தில். அதன் வடிவமைப்பில் பற்றாக்குறையான பாகங்கள் அல்லது பொருட்கள் இல்லை.
அனைத்து இயந்திர கூறுகளும் ஒரு அடித்தளத்தில் பொருத்தப்பட்டுள்ளன, இது 200x265x340 மிமீ பரிமாணங்களைக் கொண்ட ஒரு இணையான குழாய் ஆகும், இது எஃகு கோணங்களில் 40x40x4 மிமீ இருந்து பற்றவைக்கப்படுகிறது. கூடுதலாக, சேனல் எண் 8 இலிருந்து தயாரிக்கப்பட்ட இரண்டு அடைப்புக்குறிகள் டிரம் தாங்கி வீடுகளைப் பாதுகாக்க அடித்தளத்திற்கு பற்றவைக்கப்படுகின்றன.
டிரம் (முக்கிய வேலை செய்யும் உடல்) மற்றும் அதன் கப்பி போடப்படுகின்றன. பயன்படுத்தப்படும் பொருள் அலுமினிய அலாய் AL-25 ஆகும், அதில் இருந்து பிஸ்டன்கள் தயாரிக்கப்படுகின்றன கார் இயந்திரங்கள். பிஸ்டன்கள் ஒரு மஃபிள் உலையில் உருகிய பின்னர் மணல் வார்க்கப்படுகின்றன. தோலின் சுழலும் போல்ட்-கிளாம்பிற்கான டிரம்மில் உள்ள துளைகள் மற்றும் எதிர் எடை போல்ட் அதன் அச்சுடன் சமச்சீராக துளையிடப்பட வேண்டும். மூலம், முதல் வெகுஜன ("பாவ்ல்" தாழ்ப்பாள் உடன்) மற்றும் இரண்டாவது வெகுஜன சமமாக இருக்க வேண்டும். இல்லையெனில், ஏற்றத்தாழ்வு விளைவாக, அதிர்வு ஏற்படும், இது தாங்கு உருளைகளின் முன்கூட்டிய உடைகளுக்கு வழிவகுக்கும் மற்றும் இயந்திரத்தின் செயல்திறனை பாதிக்கும்.
தாங்கி வீடுகள் பற்றவைக்கப்படுகின்றன. வீடுகளில் உள்ள தாங்கு உருளைகளுக்கான இறுதி அளவு வெல்டிங் பிறகு சலித்து. டிரம் குறைந்தபட்சம் 300 W ஆற்றலுடன் ஒரு மின்சார மோட்டாரிலிருந்து V-பெல்ட் டிரைவைப் பயன்படுத்தி சுழற்சியில் இயக்கப்படுகிறது, நிமிடத்திற்கு மூவாயிரம் முதல் ஐந்தாயிரம் வரை பல புரட்சிகளுடன், டிரம் ஒரு பெரிய தொடக்க முறுக்குவிசை கொண்டது. இது அலுமினிய கலவையால் ஆனது என்ற போதிலும், மிகவும் ஒழுக்கமான நிறை. கம்யூட்டர் மின்சார மோட்டார்கள் இந்தத் தேவையைப் பூர்த்தி செய்கின்றன. நான் இயந்திரத்தில் வீட்டு எலக்ட்ரிக் பாலிஷரின் மோட்டாரைப் பயன்படுத்தினேன்.
நான் முன்மொழிந்த வடிவமைப்பில் அடிப்படையில் முக்கியமானது அரைக்கும் இயந்திரம்மரத்தூள் மற்றும் மரத்தூள் ஆகியவற்றால் மாசுபடுத்தப்பட்ட காற்றுக்கு உறிஞ்சும் அமைப்பின் முன்னிலையில் உள்ளது. இந்த அமைப்பு இயந்திரத்தை சுற்றுச்சூழல் நட்பு மற்றும் வேலை செய்யும் போது "வசதியாக" ஆக்குகிறது, ஏனெனில் இது சுவாசக் கருவி இல்லாமல் செய்ய உங்களை அனுமதிக்கிறது. மரத்தூளை உறிஞ்சுவதற்கு, வாகனத்தின் உட்புற வெப்பமாக்கல் அமைப்பின் மையவிலக்கு ஊதுகுழல் விசிறி பயன்படுத்தப்படுகிறது, இது டிரம் அச்சின் திரிக்கப்பட்ட முடிவில் நிறுவப்பட்டுள்ளது. இந்த "வெற்றிட கிளீனர்" ஒரு வீட்டு அலகுக்கு செயல்திறன் குறைவாக இல்லை.
விசிறி உறை விங் திருகுகளைப் பயன்படுத்தி தாங்கி அடைப்புக்குறியுடன் இணைக்கப்பட்டுள்ளது, தேய்மான தோலை மாற்ற வேண்டிய அவசியம் ஏற்படும் போது அதை விரைவாக அகற்ற அனுமதிக்கிறது. மரத்தூள் சேகரிக்க டிஸ்சார்ஜ் பைப்பில் ஒரு தடிமனான துணி பை வைக்கப்படுகிறது. விசிறி உறையின் உறிஞ்சும் துளை ஒரு குழாயைப் பயன்படுத்தி டிரம் உறையின் குழிக்கு இணைக்கப்பட்டுள்ளது. குழாய் கண்ணாடியிழையிலிருந்து ஒரு நுரை வெற்று மீது ஒட்டப்படுகிறது, பின்னர் அது அசிட்டோனுடன் உருகுகிறது. டிரம் உறையின் குழியானது இரண்டு செறிவான குண்டுகளால் இறுதி விளிம்பு தகடுகளுக்கு பற்றவைக்கப்படுகிறது. அழுத்தம் இழப்புகளைத் தவிர்ப்பதற்காக, உட்புறம் ஒரு இடைப்பட்ட மடிப்புடன் பற்றவைக்கப்படலாம், மேலும் வெளிப்புறமானது தொடர்ச்சியான மடிப்புடன் பற்றவைக்கப்பட வேண்டும். விசிறி உறையின் உறிஞ்சும் திறப்பின் பரப்பளவு ஷெல்களால் உருவாக்கப்பட்ட இரண்டு ஸ்லாட்டுகளின் பகுதிக்கு சமம் என்ற நிபந்தனையிலிருந்து ஓடுகளுக்கு இடையிலான தூரம் தேர்ந்தெடுக்கப்படுகிறது. அரைக்கும் போது டிரம் மூலம் வெளியே எறியப்படும் மரத்தூள் முன் ஸ்லாட்டில் உறிஞ்சப்படுகிறது, மற்றும் மரத்தூள் பின் ஸ்லாட்டில் உறிஞ்சப்படுகிறது, இது மணர்த்துகள்கள் கொண்ட காகிதத்தால் கைப்பற்றப்பட்டு டிரம்மின் மையவிலக்கு விசையால் வெளியேற்றப்படுகிறது.
டிரம் மற்றும் பெல்ட் டிரைவ் உறைகள் மற்றும் இயந்திர தளத்தின் உறை ஆகியவை 1.5 மிமீ தடிமன் கொண்ட எஃகு தாளால் செய்யப்படுகின்றன. டிரம் அச்சு 30 எஃகு இருந்து இயந்திரம், மற்றும் மீதமுள்ள பாகங்கள் 10 எஃகு இருந்து இயந்திரம்.
தோலை நிரப்புவதற்கான செயல்பாடு எளிமையானது மற்றும் படத்தில் தெளிவாகக் காட்டப்பட்டுள்ளது. தோலின் டர்னிங் போல்ட்-கிளாம்பின் சதுரப் பகுதியில் வைக்கப்படும் ஒரு பாவ்ல் நெம்புகோலைப் பயன்படுத்தி தோல் பதற்றமடைந்து ஐந்து நிலைகளில் ஒன்றில் சரி செய்யப்படுகிறது.
அட்டவணை 10 மிமீ தடிமன் கொண்ட எஃகு தாளால் ஆனது மற்றும் 180x350 மிமீ பரிமாணங்களைக் கொண்டுள்ளது. அதன் வேலை மேற்பரப்பு மென்மையாக இருக்க வேண்டும், முடிந்தால் ஒரு மேற்பரப்பு சாணை மீது தரையில். அடித்தளத்தில் இணைக்கப்பட்ட அட்டவணை, சரிசெய்யும் போல்ட்டைப் பயன்படுத்தி உயர்த்தப்பட்டு குறைக்கப்படுகிறது, இது 0.3 முதல் 30 மிமீ தடிமன் கொண்ட வெனீர் பெறுவதை சாத்தியமாக்குகிறது. தேவையான அளவுஅடித்தளத்தில் திருகப்பட்ட ஒரு ஆட்சியாளரைப் பயன்படுத்தி நிறுவப்பட்டது. டிரம் மற்றும் மேசைக்கு இடையில் கட்டப்பட்ட அளவீட்டு கம்பிகளைப் பயன்படுத்தி ஆட்சியாளர் பட்டம் பெற்றார்.
ஒரு பாஸில் 1.5 மிமீ தடிமன் வரை "சில்லுகளை" அகற்றுவது சாத்தியம் என்பதன் மூலம் இயந்திரத்தின் நல்ல செயல்திறன் சொற்பொழிவாக நிரூபிக்கப்பட்டுள்ளது.
கட்டுரையிலிருந்து அனைத்து புகைப்படங்களும்
இந்த கட்டுரையின் தலைப்பு ப்ளைவுட் தயாரிப்பது. அதன் உற்பத்தியின் முழு சுழற்சியையும் நாம் அறிந்து கொள்வோம் - மரத்தின் தண்டுகளை அகற்றுவது முதல் ஏற்றுமதி வரை முடிக்கப்பட்ட பொருள்கிடங்கிற்கு. கூடுதலாக, வீட்டில் ஒட்டு பலகை உற்பத்தி செய்ய முடியுமா என்பதைக் கண்டுபிடிப்போம்.
உற்பத்தியின் நிலைகளில் ஒன்று, உரித்தல் இயந்திரத்தில் பதிவுகளை ஊட்டுவதாகும்.
உற்பத்தி சுழற்சி
இது பல நிலைகளைக் கொண்டுள்ளது:
சில கட்டங்களில் இன்னும் கொஞ்சம் விரிவாகப் போவது மதிப்பு.
பதிவுகள் தயாரித்தல்
முழு உற்பத்தி சுழற்சியின் போது ஒட்டு பலகை எதிலிருந்து தயாரிக்கப்படுகிறது?
- ஊசியிலையுள்ள மற்றும் இலையுதிர் மரங்களின் டிரங்குகளிலிருந்து;
- ஒரு பைண்டரில் இருந்து தயாரிக்கப்படுகிறது - செயற்கை பிசின்களை அடிப்படையாகக் கொண்ட பசைகள்.
மிகவும் பொதுவான ஒட்டு பலகை பொருட்கள் பைன் மற்றும் பிர்ச் ஆகும். ஃபிர், லார்ச், சிடார், ஸ்ப்ரூஸ், பாப்லர், ஆல்டர், லிண்டன், ஆஸ்பென் மற்றும் பீச் ஆகியவை சற்றே குறைவாகவே பயன்படுத்தப்படுகின்றன.
தயவுசெய்து கவனிக்கவும்: சாஃப்ட்வுட் மற்றும் ஹார்ட்வுட் ஒட்டு பலகை குறிப்பிடத்தக்க அளவில் வேறுபடுகின்றன இயந்திர வலிமைமற்றும் வெவ்வேறு GOST களின் படி தயாரிக்கப்படுகிறது - 3919.1-96 மற்றும் 3919.2-96, முறையே.
அறுக்கப்பட்ட மற்றும் பிரித்தெடுக்கப்பட்ட பதிவுகள் துண்டிக்கப்பட்டு (பட்டையிலிருந்து சுத்தம் செய்யப்பட்டு) கையால் அல்லது குறுக்கு வெட்டு இயந்திரத்தில் சம நீளமுள்ள துண்டுகளாக வெட்டப்படுகின்றன. IN குளிர்கால நேரம்உறைந்த மரத்திற்கு தேவையான பிளாஸ்டிசிட்டியை வழங்குவதற்கு டிரங்க்குகள் சூடான நீரில் ஒரு குளியல் முன் நிபந்தனைக்குட்பட்டவை.
பட்டை துண்டித்தல்.
ரவுண்டிங் மற்றும் உரித்தல்
பொதுவாக, இந்த இரண்டு செயல்பாடுகளும் ஒரே இயந்திரத்தில் செய்யப்படுகின்றன.
முதலில், பணிப்பகுதிக்கு ஒரு உருளை வடிவம் கொடுக்கப்பட்டுள்ளது; பின்னர் ஒரு மில்லிமீட்டர் தடிமனான மரத்தின் ஒரு அடுக்கு அதிலிருந்து குறுகலான சுழலில் அகற்றப்படுகிறது. மீதமுள்ள துண்டுகள் உற்பத்தியில் பயன்படுத்தப்படுவதில்லை.
தாள்களாக வெட்டுதல்
இது பொருள் வரிசைப்படுத்துதலுடன் சேர்ந்துள்ளது. தாள்களின் குறைபாடுள்ள பகுதிகள் வெட்டப்படுகின்றன; சிறிய அகலத்தின் கீற்றுகள் (1.5 மீட்டருக்கும் குறைவானது) முழு தாளில் ஒட்டுவதற்குப் பயன்படுத்தப்படலாம்.
வெனீர் தாள்களாக வெட்டுதல் மற்றும் முதன்மை வரிசைப்படுத்துதல்.
பின்னர் வெனீர் பசை உருளைகள் வழியாக செல்கிறது, அங்கு அது ஒரு பைண்டருடன் பூசப்படுகிறது.
தகவல்: எஃப்சி ஒட்டு பலகை உற்பத்தியில், யூரியா-ஃபார்மால்டிஹைட் பிசின் பயன்படுத்தப்படுகிறது.
தொழில்நுட்பம் என்று அழைக்கப்படுபவை FSF ஒட்டு பலகைபினோல்-ஃபார்மால்டிஹைட் ரெசின்களுடன் ஒன்றாக ஒட்டப்பட்டுள்ளது, இது இந்த உற்பத்தியை தீங்கு விளைவிக்கும் என வகைப்படுத்த அனுமதிக்கிறது.
உலர்த்துவதை அழுத்தவும்
தாள்களை உலர்த்துவதற்கு, ஒரு ஹைட்ராலிக் பிரஸ், சூப்பர் ஹீட் நீராவி மூலம் தட்டுகளை சூடாக்க பயன்படுகிறது.
வழக்கமான உலர்த்தும் வெப்பநிலை சுமார் 200 டிகிரி ஆகும்.
சுழற்சியின் இந்த பகுதியின் காலம் தாளின் தடிமன் பொறுத்து 30 நிமிடங்கள் முதல் 2 மணி நேரம் வரை இருக்கும்.
உலர்த்துதல் தீவிரமாக மேற்கொள்ளப்படுகிறது கட்டாய காற்றோட்டம்வளாகம்: ஏற்கனவே குறிப்பிட்டுள்ளபடி, ஃபார்மால்டிஹைட் ஆரோக்கியத்திற்கு நல்லதல்ல.
அச்சகத்தில் இருந்து இறக்குதல்.
டிரிம்மிங்
உலர்ந்த தாள் சீரற்ற விளிம்புகள் கொண்ட ஒரு அசுத்தமான சாண்ட்விச் போல் தெரிகிறது. விற்பனைக்கு தயாராக உள்ள பொருளாக மாற்ற, அது அறுக்கும் இயந்திரத்தில் வெட்டப்படுகிறது.
தயவுசெய்து கவனிக்கவும்: GOST தேவைகளின்படி, தாளின் விளிம்புகள் கண்டிப்பாக ஒருவருக்கொருவர் செங்குத்தாக இருக்க வேண்டும்.
சார்பு நேரியல் மீட்டருக்கு 2 மிமீக்கு மேல் இருக்கக்கூடாது.
வரிசைப்படுத்துதல்
ஒட்டு பலகையின் தரம் பார்வை மற்றும் பொறுத்து தீர்மானிக்கப்படுகிறது தோற்றம்மேற்பரப்பு, அதை தரங்களில் ஒன்றாக வகைப்படுத்த அனுமதிக்கிறது - உயரடுக்கு முதல் நான்காவது வரை.
முக்கிய குறைபாடுகளில் பின்வருவன அடங்கும்:
- வாழ்க்கை மற்றும் முடிச்சுகள் விழும்;
- உடைந்த மற்றும் உடைக்கப்படாத விரிசல்கள்;
- ஆரோக்கியமான மற்றும் வலிமிகுந்த நிற மாற்றங்கள்.
ஒரு இலையின் விலை, வகையைப் பொறுத்து, இரண்டு மடங்கு அல்லது அதற்கு மேல் மாறுபடும்.
இரண்டு உண்மைகள் குறிப்பாக கவனிக்கத்தக்கவை:
- தரம் E (எலைட்) பொருளுக்கு, கூட கூர்மையான வண்ண மாற்றங்கள் மற்றும் வெனியர் மேற்பரப்பு அடுக்கு கட்டமைப்பில் குறிப்பிடத்தக்க மாற்றங்கள் ஏற்றுக்கொள்ள முடியாதவை;
உயரடுக்கு மற்றும் பிற வகைகளுக்கு இடையிலான வேறுபாட்டை மதிப்பீடு செய்ய புகைப்படம் உங்களை அனுமதிக்கிறது.
- வெனீர் நீக்கம் என்பது தரத்தைப் பொருட்படுத்தாமல் உடனடியாக தாளை வீணாக்குகிறது.
கிடங்கு
செங்குத்தாக அல்லது ஒரு கோணத்தில் நிறுவப்பட்ட ஒரு ஒட்டு பலகை கீழ் சிதைக்கப்படலாம் சொந்த எடைவெனீர் அடுக்குகளை பிணைக்கும் பிசின்களின் திரவத்தன்மை காரணமாக.
மேலும்: நொதித்தல் பிரகாசமான சூரிய ஒளியில் மேல் அடுக்கின் நிறத்தை மாற்றலாம்.
அதனால்தான் உள்நாட்டு தரநிலைகளில் உள்ள தாள்களை சேமிப்பதற்கான வழிமுறைகள் கண்டிப்பாக வரையறுக்கப்பட்ட முறையில் சேமிக்கப்பட வேண்டும்:
- நிலையான ஈரப்பதத்துடன் உட்புறத்தில்;
- நேரடி சூரிய ஒளியில் இருந்து பாதுகாக்கப்படுகிறது;
- ஒரு கிடைமட்ட நிலையில், தட்டுகள் அல்லது ஆதரவில் வைக்கப்படுகிறது.
பொருள் சேமிப்பு.
ஒரு சிறப்பு வழக்கு
சொற்களில் குழப்பத்தைத் தவிர்க்க, ஒரு நுணுக்கத்தை விளக்குவது மதிப்பு. அதன் பெயருக்கு மாறாக, துளையிடப்பட்ட ஒட்டு பலகைக்கு வெனீர் லேமினேட்டுடன் எந்த தொடர்பும் இல்லை.
இது HDF தாளின் பெயர் (மர இழை பலகை) அதிக அடர்த்தியான, அழுத்தப்பட்ட ஹார்ட்போர்டு என்றும் அழைக்கப்படுகிறது) அதில் சீரான இடைவெளியில் துளைகள் செய்யப்படுகின்றன. கடை ஜன்னல்களின் வடிவமைப்பில், அமைச்சரவை மற்றும் உள்துறை கதவுகளுக்கான பேனல்கள் போன்றவற்றில் பொருள் பயன்படுத்தப்படுகிறது.
துளையிடப்பட்ட HDF.
பைத்தியம் கைகள்
ஒரு சிறிய தனியார் பட்டறையில் சாதாரண ஒட்டு பலகை உற்பத்தி செய்ய முடியுமா? மூலம் முழு சுழற்சி- அரிதாகவே, வேகவைக்க, டிபார்க்கிங் டிரங்குகள் மற்றும் வெனீர் தோலுரிப்பதற்கு தேவையான உபகரணங்கள் மிகவும் பெரியவை. ஆனால் வீட்டில் முடிக்கப்பட்ட தாள்களில் வெனீர் ஒட்டுவது மிகவும் சாத்தியமாகும்.
இது ஏன் அவசியம்? உதாரணமாக, பொறியியல் என்று அழைக்கப்படும் உற்பத்திக்கு அழகு வேலைப்பாடு பலகை, FC ப்ளைவுட் அதன் மீது ஒட்டப்பட்ட கடின மர வெனீர் அடுக்கு கொண்டது.
சரிசெய்ய மிகவும் வெளிப்படையான வழி குடிசை தொழில்- ஒட்டு பலகை உற்பத்திக்கு பயன்படுத்தப்பட்ட உபகரணங்கள் மிகவும் மலிவு என்பதால், பசை உருளைகள் மற்றும் ஒரு பத்திரிகை வாங்கவும். இருப்பினும், நீங்கள் உங்கள் சொந்த கைகளால் ஒட்டு பலகை உற்பத்தி செய்தால் விற்பனைக்கு அல்ல, ஆனால் பழுதுபார்க்கும் நோக்கத்திற்காக மட்டுமே சொந்த வீடு, அது பலிக்காது.
திட்டம் "B" ஆனது முடிக்கப்பட்ட ஒட்டு பலகை தாளில் வெனீரை குளிர்ச்சியாக ஒட்டுவதைக் கொண்டுள்ளது:
உன்னத மர வெனருடன் ஒட்டு பலகை ஒட்டுதல்.
- ஒரு தட்டையான அடித்தளத்தில் போடப்பட்ட தாள் மற்றும் வெனரின் பின்புறம் இரண்டும் PVA பசையுடன் பூசப்பட்டிருக்கும்;
- வெனீர் தாளின் மேற்பரப்பில் போடப்பட்டு மென்மையாக்கப்படுகிறது;
- பணிப்பகுதி தடிமனான (22 - 27 மிமீ) ஒட்டு பலகை மூலம் அழுத்தப்பட்டு 300 - 400 கிலோ எடையுடன் ஏற்றப்பட்டு, முழு மேற்பரப்பிலும் முடிந்தவரை சமமாக விநியோகிக்கப்படுகிறது.
பசை முழுமையாக உலர ஒரு நாள் ஆகும்.
இந்த நேரத்திற்குப் பிறகு, தாள் ஒரு வழக்கமான நிலையான வட்ட மரக்கட்டையைப் பயன்படுத்தி தேவையான அளவு பலகைகளாக வெட்டப்படுகிறது.
பிறகு அரவை இயந்திரம்அல்லது கையேடு உறைவிப்பான்ஒரு வழிகாட்டி கொண்ட மரத்திற்கு, இது ஒரு மில்லிமீட்டர் ஆழத்தை குறைக்கப் பயன்படுகிறது.
இதன் விளைவாக வரும் பொருளின் தோற்றம் வாங்கிய அழகு வேலைப்பாடுகளை விட தாழ்ந்ததாக இருக்காது.
தயவுசெய்து கவனிக்கவும்: வெளிப்படையான காரணங்களுக்காக, இந்த வழியில் செய்யப்பட்ட அழகு வேலைப்பாடு பசை மூலம் மட்டுமே போட முடியும்.
கிளிக் பூட்டுகள் இல்லாத நிலையில், மிதக்கும் நிறுவல் பற்றிய பேச்சு இல்லை.
முடிவுரை
ஆதாரம்: https://rubankom.com/materialy/proizvodnye/fanera/1917-kak-delayut-faneru
வெனீர் இயந்திரம்
விலையுயர்ந்த மர வகைகள் தளபாடங்களை உருவாக்குவதற்கான சிறந்த மூலப்பொருட்களாகும், ஆனால் எல்லா மக்களும் அத்தகைய விலையுயர்ந்த பொருட்களை வாங்க முடியாது.
மதிப்புமிக்க மர வகைகளைச் சேமிக்கவும், இறுதிப் பொருளின் விலையைக் குறைக்கவும், வெனீர் கண்டுபிடிக்கப்பட்டது. இந்த பொருள் இன்று உறைப்பூச்சு தளபாடங்களுக்கு மிகவும் பிரபலமாக உள்ளது.
வெனீர் 100% இயற்கை மரத்தின் முறை, அமைப்பு மற்றும் நிழலை மீண்டும் செய்கிறது.
வெனீர் உருவாக்க, தொழிற்சாலைகள் சிறப்பு இயந்திரங்களைப் பயன்படுத்துகின்றன. வெனீர் இருக்க முடியும்:
- உரிக்கப்பட்டது
- திட்டமிடப்பட்டது
- அறுக்கப்பட்டது
அதன்படி, மூன்று வகையான வெனியர் உற்பத்தி இயந்திரங்கள் உள்ளன.
வெனீர் உற்பத்திக்கான உரித்தல் இயந்திரம்
வெனீர் தோலுரிப்பதைச் செயல்படுத்த, நீர்த்துப்போகும் தன்மையை அதிகரிக்க மூலப்பொருளை நீராவியுடன் முன்கூட்டியே சிகிச்சையளிக்க வேண்டும்.
இதற்குப் பிறகு, பதிவுகள் ஒரு டிபார்க்கிங் இயந்திரத்திற்கு வழங்கப்படுகின்றன, அங்கு பட்டை அழுக்கு மற்றும் மணலுடன் சேர்ந்து பணியிடத்திலிருந்து அகற்றப்படுகிறது, இது பெரும்பாலும் உரித்தல் கத்திகள் விரைவாக மந்தமாகிவிடும்.
ஒரு மரக்கட்டையைப் பயன்படுத்தி, பதிவுகள் ஒரு குறிப்பிட்ட நீளத்தின் பதிவுகளாக வெட்டப்படுகின்றன. சுராக் முதலில் வட்டமாக இருக்க வேண்டும், அதன் பிறகு நீங்கள் உரிக்க ஆரம்பிக்கலாம்.
தோலுரிப்பிலிருந்து வெளியேறும் வெனீர் துண்டு ஒரு கன்வேயரில் வைக்கப்படுகிறது, அது கத்தரிகளுக்கு உணவளிக்கிறது. கத்தரிக்கோல் வெனரை தேவையான வடிவத்தின் தாள்களாக வெட்டுகிறது.
கன்வேயருடன், வெனீர் ஒரு மூட்டைக்குள் வைக்கப்படுகிறது, இது கத்தரிக்கு அடியில் இருந்து எடுக்கப்பட்டு மின்சார ஏற்றியைப் பயன்படுத்தி உலர்த்திக்கு வழங்கப்படுகிறது.
தயாரிப்பு ஒரு ரோலர் உலர்த்தியில் உலர்த்தப்படுகிறது, பின்னர் அது ஒரு கன்வேயரில் வரிசைப்படுத்தப்பட்டு கிரேடு மூலம் மூட்டைகளில் வைக்கப்படுகிறது. குறைபாடுள்ள தாள்களை ஒன்றாக ஒட்டலாம். தாள்களில் முடிச்சுகள் இருந்தால், அவை வெனீர் பழுதுபார்க்கும் இயந்திரத்திற்கு அனுப்பப்படுகின்றன, அங்கு குறைபாடுகள் அகற்றப்பட்டு, வெனீர் செருகிகளால் அலங்கரிக்கப்படுகின்றன.
இந்த வெனீர் இயந்திரம் உங்களைப் பெற அனுமதிக்கிறது தாள் பொருள்பல்வேறு வகையான மரங்களிலிருந்து 1.5 முதல் 5 மிமீ வரை தடிமன்.
பெரும்பாலான இயந்திரங்கள், அடுத்தடுத்த செயலாக்கத்திற்கான பதிவை தானாக நிறுவ அனுமதிக்கும் அமைப்பைக் கொண்டுள்ளன.
ஆபரேட்டரின் உற்பத்தித்திறன் மற்றும் வசதியை அதிகரிக்க, இயந்திரங்கள் ஹைட்ராலிக் லிஃப்ட்-சென்டர் கண்டுபிடிப்பாளர்களுடன் பொருத்தப்பட்டுள்ளன, அவை பணிப்பகுதியின் சுழற்சியின் பொருத்தமான அச்சை தீர்மானிக்கின்றன மற்றும் மையப்படுத்தப்பட்ட தண்டுகளின் சுழற்சியின் அச்சுடன் இணைக்கின்றன.
பைன், ஆல்டர் மற்றும் பிர்ச் மரங்களுக்கு வேகவைக்கப்பட்ட மரத்தின் உரித்தல் பயன்படுத்தப்படுகிறது. ஒட்டு பலகை தோலுரிக்கப்பட்ட வெனீரில் இருந்து தயாரிக்கப்படுகிறது.
வெனீர் திட்டமிடல் இயந்திரம்
முதலில், முகடுகள் குறுக்கு வெட்டுக்கு உட்படுத்தப்படுகின்றன. இந்த நடைமுறையின் போது, முகடுகள் தேவையான நீளத்தின் துண்டுகளாக வெட்டப்படுகின்றன.
அனைத்து பிரிவுகளும் நீளமாக வெட்டப்படுகின்றன, இதன் விளைவாக இரட்டை முனைகள் கொண்ட கற்றை உருவாகிறது. சில நேரங்களில் அது பாதியாக வெட்டப்படுகிறது.
இதற்குப் பிறகு, வான்ச்கள் ஒரு நீராவி அறை அல்லது ஆட்டோகிளேவில் வெப்ப சிகிச்சைக்கு உட்படுத்தப்படுகின்றன.
மர நிழலும் வடிவமும் ஒவ்வொரு தொகுப்பிலும் பொருந்த வேண்டும்.
இந்த காரணத்திற்காகவே, ஒவ்வொரு வான்ச்சிலிருந்தும் பெறப்படும் வெனீர் தாள்கள் மடிக்கப்பட்டு, உலர்த்தப்பட்டு, அவை வெளியே வந்த வரிசையில் சரியாக மூட்டைகளாக அடைக்கப்படுகின்றன. திட்டமிடுபவர்.
ஒரே நேரத்தில் மூன்று வான்ச்கள் திட்டமிடப்பட்டால், அவை ஒவ்வொன்றிலிருந்தும் வெனீர் மூன்று வெவ்வேறு மூட்டைகளாக மடிக்கப்படுகிறது. கட்டி முடிக்கப்பட்டு, உலர்த்தி, பொதி செய்து, கயிறு கொண்டு கட்டப்பட்ட வெனீர் மூட்டை நோல் எனப்படும்.
வெனீர் தயாரிப்பதற்கான ஒரு இயந்திரம், அசாதாரண அமைப்பைக் கொண்ட விலையுயர்ந்த மரக்கட்டைகளிலிருந்து மெல்லிய தாள்களை உருவாக்க உங்களை அனுமதிக்கிறது. இந்த பொருள் வெனிரிங் செய்வதற்கு சிறந்தது. வெனீர் உருவாக்கும் முறைகள்:
- ரேடியல்
- தொடுநிலை
- ரேடியல்-தொடுநிலை
- தொடுநிலை-முடிவு.
வெனீர் உருவாக்குவதற்கான மிகவும் கவர்ச்சிகரமான மூலப்பொருள் ஓக் மரம். இந்த வெனீர் ஆடம்பரப் பிரிவில் பழமையான மரச்சாமான்களை மூடுவதற்குப் பயன்படுத்தப்படுகிறது.
ஓக் வெனீர் தவிர, சிறப்பு கடைகளில் நீங்கள் மேப்பிள், பீச், லிண்டன் மற்றும் மஹோகனி பொருட்களைக் காணலாம்.
வெனீர் தையல் இயந்திரம்
சிறப்பு இயந்திரங்களைப் பயன்படுத்தி வெனீர் வெட்டப்படுகிறது. இது ஒரு மெல்லிய மற்றும் உடையக்கூடிய அமைப்பைக் கொண்டுள்ளது.
வெனீர் மூலம் மேற்பரப்பை முடிக்க, அது ரோல்களில் உருட்டப்பட்ட ஒரு தாளைப் பெறுவதற்கு ஒன்றாக இணைக்கப்பட வேண்டும்.
வெனீர் இரண்டு வழிகளில் இணைக்கப்பட்டுள்ளது:
இந்த முறைகள் சமமாக பிரபலமாக உள்ளன தளபாடங்கள் உற்பத்தி. வெனீர் தையல் ஒரு இயந்திரத்தில் மேற்கொள்ளப்படுகிறது அல்லது கைமுறையாக.
சிறிய பட்டறைகளுக்கு, வெனரை ஒட்டுவதற்கு அல்லது தைப்பதற்கு கையேடு சாதனங்கள் உருவாக்கப்பட்டுள்ளன.
ஒரு சிறப்பு சாதனத்தைப் பயன்படுத்தி, பிசின் அல்லது வெப்ப நூல் வெப்பமடைந்து, முக்கிய பக்கத்திற்கு ஒரு ஜிக்ஜாக்கில் பயன்படுத்தப்படுகிறது.
இன்று, வெனீர் தையல் இயந்திரங்கள் தன்னாட்சி முறையில் செயல்படும் சிறிய சாதனங்கள். அத்தகைய இயந்திரம் ஒரு நிபுணரால் கட்டுப்படுத்தப்படுகிறது. அனைத்து வேலைகளும் தெளிவாகவும், திறமையாகவும், விரைவாகவும் செய்யப்படுகின்றன.
முக்கியமாக பழங்கால, மறுசீரமைப்பு மற்றும் வடிவமைப்பாளர் பட்டறைகளில் கை தையல் மிகவும் குறைவாகவே காணப்படுகிறது.
வெனீர் மற்றும் ஒட்டு பலகை தயாரிப்பதற்கான மூலப்பொருட்கள் பதிவுகள் மற்றும் அவற்றின் பிரிவுகள் (சுராக்ஸ்) சில பரிமாண மற்றும் தரமான தேவைகளை பூர்த்தி செய்கின்றன.
லேமினேட் ஒட்டு பலகைக்கு, 0.8 முதல் 3.2 மீ வரையிலான தொகுதி நீளம் பயன்படுத்தப்படுகிறது, மற்றும் வெட்டப்பட்ட வெனீர் - 1.5 மீ மற்றும் அதற்கு மேல்.
மூலப்பொருளின் குறுக்கு வெட்டு பரிமாணங்கள் அடிப்படை முக்கியத்துவம் வாய்ந்தவை அல்ல. குறைந்தபட்ச அனுமதிக்கப்பட்ட அளவு மூலப்பொருட்களை உருவாக்குவதற்கான பொருளாதார சாத்தியக்கூறுகளால் தீர்மானிக்கப்படுகிறது, மேலும் அதிகபட்ச அனுமதிக்கப்பட்ட அளவு உபகரணங்களின் அளவால் தீர்மானிக்கப்படுகிறது. வெட்டப்பட்ட வெனீர் - 22...26 செமீ மற்றும் அதற்கு மேல் 18 செமீ மற்றும் அதற்கு மேல் விட்டம் கொண்ட மூலப்பொருட்களைப் பயன்படுத்துவது வழக்கம்.
தரத் தேவைகள் மரக் குறைபாடுகள் (முடிச்சுகள், அசாதாரண வண்ணம் மற்றும் அழுகல், விரிசல், புழு துளைகள் போன்றவை) மற்றும் வடிவ குறைபாடுகள் (முதன்மையாக வளைவு) ஆகிய இரண்டையும் கட்டுப்படுத்தும்.
பின்வரும் வகையான மரங்கள் பயன்படுத்தப்படுகின்றன:
- லேமினேட் ஒட்டு பலகை உற்பத்திக்கு - பிர்ச், ஆல்டர், பீச், லிண்டன், ஆஸ்பென், பைன், ஸ்ப்ரூஸ், சிடார், ஃபிர், லார்ச்;
- மர லேமினேட் பிளாஸ்டிக் உற்பத்திக்கு - பிர்ச்;
- வெட்டப்பட்ட வெனீர் உற்பத்திக்கு - ஓக், பீச், வால்நட், மேப்பிள், சாம்பல், எல்ம், கஷ்கொட்டை, விமான மரம், வெல்வெட், ஆப்பிள், பேரிக்காய், பாப்லர், செர்ரி, வெள்ளை அகாசியா, பிர்ச், ஆல்டர்.
ஒட்டு பலகை தொழிற்சாலைகளில் மூலப்பொருட்களின் (பதிவுகள்) கொள்முதல், விநியோகம் மற்றும் சேமிப்பு ஏற்கனவே விவாதிக்கப்பட்டதைப் போன்ற முறைகளைப் பயன்படுத்தி மேற்கொள்ளப்படுகிறது. வெனீர் உற்பத்திக்கான மூலப்பொருட்களைத் தயாரிப்பது, மரத்துண்டுகளாக வெட்டுதல், நீர்வெப்ப சிகிச்சை மற்றும் அகற்றுதல் ஆகியவற்றை உள்ளடக்கியது.
1. முகடுகளை சுராக்கியாக வெட்டுதல்
மூன்று வெட்டு முறைகள் உள்ளன:
- மிகப்பெரிய நிறை மூலம்,
- மிக உயர்ந்த தரமான விளைச்சலுக்கு
- இணைந்தது.
முதல் முறையின் குறிக்கோள், ஒவ்வொரு ரிட்ஜ் பதிவுகளிலிருந்தும் அவற்றின் தரத்தைப் பொருட்படுத்தாமல், மிகப்பெரிய கனத் திறன் கொண்டதாகும். இரண்டாவது முறையின்படி வெட்டும்போது, பொருட்படுத்தாமல், உயர்தர சுராக்கியைப் பெறுவதே குறிக்கோள் அளவீட்டு வெளியீடு. இந்த இரண்டு முறைகளும் தூய வடிவம்விண்ணப்பிக்க வேண்டாம். ஒரு ஒருங்கிணைந்த முறை அறிவுறுத்தப்படுகிறது, இது மிக உயர்ந்த தரமான விளைச்சலைப் பராமரிக்கும் போது அதிகபட்ச வெகுஜனத்தைப் பெறுவதை அடிப்படையாகக் கொண்டது.
மூலப்பொருட்களின் குறுக்குவெட்டு இரண்டு செயல்பாடுகளைக் கொண்டுள்ளது, பொதுவாக நடைமுறையில் இணைக்கப்பட்டுள்ளது - முகடுகளைக் குறிப்பது மற்றும் அவற்றை பதிவுகளாக வெட்டுவது.
குறியிடுதல் என்பது ரிட்ஜில் வெட்டுக் கோடுகளைத் தீர்மானிப்பதைக் கொண்டுள்ளது, பெறுவதற்காக குறைபாடுள்ள இடங்களை வெட்டுவதைக் கணக்கில் எடுத்துக்கொள்கிறது. மிகப்பெரிய எண்சிறந்த தரமான சுராக் குறைந்தபட்ச இழப்புகள்மரம்
தண்டு அச்சுக்கு வெட்டும் விமானத்தின் செங்குத்தாக மற்றும் தொகுதியின் சரியான நீளத்தை கண்டிப்பாக கடைபிடிப்பதன் மூலம் வெட்டு செய்யப்பட வேண்டும்.
அளவைப் பொறுத்து, முகடுகள் வட்ட மரக்கட்டைகளைப் பயன்படுத்தி வெட்டப்படுகின்றன (TsPS-710 (ரஷ்யா) (படம் 1)) மற்றும் ஊசல் இயந்திரங்கள்(TsMZ, TsME-2, TsME-3K (ரஷ்யா) (படம். 2)), பரஸ்பர மரக்கட்டைகள் அல்லது சங்கிலி மரக்கட்டைகள் கொண்ட குறுக்கு-மரம் இயந்திரங்கள்.
அரிசி. 1.

அரிசி. 2.
70 முதல் 150 சென்டிமீட்டர் விட்டம் கொண்ட மூலப்பொருட்களை வெட்டுவதற்குப் பயன்படுத்தப்படும் ஒரு பரஸ்பர பார்த்தல் இயக்கத்துடன் ஒரு "நரி வால்" இயந்திரம் உள்ளது.
மரத்தின் மொத்த இழப்பு மரத்தின் வகையைப் பொறுத்து 1-3% ஆகும்.
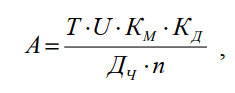
ஒரு ஷிப்டுக்கு (A, தொகுதிகள்/செ.மீ) தொகுதிகளில் உள்ள வட்ட மரக்கட்டைகளின் உற்பத்தித்திறன் சூத்திரத்தால் தீர்மானிக்கப்படுகிறது:
 (1)
(1)
T என்பது மாற்றத்தின் காலம், நிமிடம்; U - பார்த்த ஊட்ட வேகம், m/min; கே எம் - கணினி நேர பயன்பாட்டின் குணகம்; கே டி - வேலை நேரம் பயன்பாட்டு காரணி; டி எச் - தொகுதி விட்டம், மீ; n - ஒரு தொகுதிக்கான வெட்டுக்களின் சராசரி எண்ணிக்கை.
பதிவுகள் செயலாக்கத்திற்கான நீளத்துடன் ஒரு கொடுப்பனவுடன் பதிவுகளாக வெட்டப்படுகின்றன.
1525x1525 மிமீ அளவுள்ள ஒட்டு பலகை பெற, 1600 மிமீ நீளமுள்ள ஒரு தொகுதி தயாரிக்கப்படுகிறது, அதாவது, 75 ... 80 மிமீ கொடுப்பனவுடன்.
2. மரத்தின் ஹைட்ரோதெர்மல் சிகிச்சை
வெனீர் தோலுரித்தல் மற்றும் திட்டமிடுதல் செயல்பாட்டின் போது, இழைகள் முழுவதும் இழுவிசை அழுத்தங்கள் எழுகின்றன, இதன் அளவை σ, MPa சூத்திரத்தால் தீர்மானிக்க முடியும்:
 (2)
(2)
E என்பது மர இழைகள் முழுவதும் உள்ள வெனீர் நெகிழ்ச்சியின் மாடுலஸ் ஆகும்; எஸ் - வெனீர் தடிமன்; ஆர் - தொகுதி ஆரம்.
வெட்டும் தொழில்நுட்பம் மரத்தின் மெல்லிய அடுக்கைப் பெறுவதற்கான ஒரு செயல்முறையாகக் கருதப்படுகிறது, இது அடர்த்தியாகவும் மென்மையாகவும் இருக்க வேண்டும் (விரிசல்கள் இல்லை).
வெட்டும் செயல்பாட்டின் போது, அகற்றப்பட்ட அடுக்கு வளைந்து, அதன் அசல் வடிவத்தை மாற்றுகிறது, இதன் விளைவாக வெனரின் இடது நீட்டிக்கப்பட்ட பக்கத்தில் விரிசல் சாத்தியமாகும்.
விரிசல்களைத் தவிர்க்க, மரத்தின் சிதைவு செயற்கையாக அதிகரிக்கப்படுகிறது. இதைச் செய்ய, சுராக்கி மற்றும் வான்ச்கள் நீர் வெப்ப சிகிச்சைக்கு உட்படுத்தப்படுகின்றன (ஈரப்பதம் மற்றும் வெப்பமாக்கல்).
மரத்தின் ஈரப்பதம் அதிகமாக இருப்பதால், அதன் நீர்த்துப்போகும் தன்மை அதிகமாகும். உலர்ந்த மரம் குறிப்பிடத்தக்க பலவீனம் கொண்டது.
மரத்தை சூடாக்குவது (ஒரு குறிப்பிட்ட வரம்புக்கு) இழைகளுக்கு நல்ல பிளாஸ்டிக் பண்புகளை அளிக்கிறது. அதிக வெப்பநிலை வெனீரின் தரத்தில் எதிர்மறையான விளைவைக் கொண்டிருக்கிறது, ஏனெனில் வெட்டும் போது இழைகள் வலுவாக மென்மையாக்கப்படுவதால், ஒரு "ஹேரி" மேற்பரப்பு தோன்றும்.
- பிர்ச், பீச், ஆல்டர் - 20...30 o C,
- லிண்டன், ஆஸ்பென் - 15...20 o C,
- மஹோகனி - 30...40 o C,
- ஸ்ப்ரூஸ் - 20 o C,
- பைன் - 40 o C,
- லார்ச் - 50 o C,
- சாம்பல் - 50 o C.
தண்ணீரில் சூடாக்குவதன் மூலம் ஹைட்ரோதெர்மல் சிகிச்சையை மேற்கொள்ளலாம்: கொதிக்கும் அல்லது வேகவைத்தல்.
சிறப்பு குளங்களில் (திறந்த மற்றும் மூடிய) சூடான அல்லது வெதுவெதுப்பான நீரில் கொதித்தல் மேற்கொள்ளப்படுகிறது, சுராக்கை ஏற்றுதல் மற்றும் இறக்குவதற்கான வழிமுறைகள் (படம் 3) பொருத்தப்பட்டுள்ளன. இந்த முறை எளிமையானது மற்றும் அதன் நிறுவனத்திற்கு பெரிய செலவுகள் தேவையில்லை, இது முக்கியமாக உரிக்கப்படுவதற்கு பயன்படுத்தப்படுகிறது.
ஸ்டீமிங் முக்கியமாக வெட்டப்பட்ட வெனீர் தயாரிப்பில் பயன்படுத்தப்படுகிறது, மரத்தின் நிறத்தில் ஏற்படும் மாற்றங்கள் காரணமாக சமையல் ஏற்றுக்கொள்ள முடியாதது. ஆட்டோகிளேவ்கள், நீராவி அறைகள் மற்றும் குழிகளில் நீராவி மேற்கொள்ளப்படுகிறது.
தோலுரிப்பதற்கு முன் ஹைட்ரோதெர்மல் சிகிச்சையை மென்மையான மற்றும் கடினமான முறைகளைப் பயன்படுத்தி மேற்கொள்ளலாம்.
மென்மையான - வெப்பநிலை 35 ... 40 o C, வெப்பமூட்டும் காலம் 2 ... 3 நாட்கள், கடினமான - வெப்பநிலை 70 ... 80 o C, வெப்பமூட்டும் காலம் 2 ... 15 மணி நேரம்.

அரிசி. 3. 1 - எஜெக்டர்; 2 - ஏற்றுதல் கன்வேயர்; 3 - ரிட்ஜ் சேமிப்பு; 4 - கவர்; 5 - பிடியைப் பிடிக்கவும்; 6 - பிரிக்கும் அமைச்சரவை; 7 - சுவர்; 8 - தட்டவும்; 9 - மொபைல் ரீலோடர்; 10 - இறக்கும் கன்வேயர்
திட்டமிடலுக்கு முன் ஹைட்ரோதெர்மல் சிகிச்சை நீண்ட காலத்திற்கு மேற்கொள்ளப்படுகிறது: நிறைவுற்ற நீராவி வெப்பநிலை 120 ... 130 o C, சிகிச்சை காலம் 4 ... 10 மணி நேரம்.
நீர் வெப்ப சிகிச்சையின் காலம் பொதுவாக தொகுதியின் விட்டம், மரத்தின் வகை, வெப்பமூட்டும் ஊடகத்தின் வெப்பநிலை, மரத்தின் ஆரம்ப மற்றும் இறுதி வெப்பநிலை ஆகியவற்றைப் பொறுத்தது.
3. ஸ்கேரிஃபிகேஷன்
ஸ்கேரிஃபிகேஷன்– உரிக்கப்படுவதற்கு முன் பதிவுகளிலிருந்து பட்டைகளை அகற்றுவது வெட்டுக் கருவியை மந்தமான மற்றும் சேதத்திலிருந்து பாதுகாக்கிறது, அதன் உடைகள் குறைக்கிறது, மேலும் உரித்தல் இயந்திரத்தின் உற்பத்தித்திறனை அதிகரிக்கிறது.
சுராக் மரத்தின் சவ்வுப் பகுதியை சுத்தம் செய்தல் மற்றும் பாதுகாத்தல் ஆகியவை அகற்றும் செயல்முறைக்கான முக்கிய தேவைகள் (பட்டை மற்றும் பாஸ்ட் மட்டுமே அகற்றப்பட வேண்டும்).
பல்வேறு வகையான டிபார்க்கிங் இயந்திரங்களில் (OK63-1F, OK80-1, 2OK63-1 (ரஷ்யா), Valon Kone VK-26 (பின்லாந்து)) அல்லது எளிமைப்படுத்தப்பட்ட வடிவமைப்பின் உரித்தல் இயந்திரங்களில் மூலப்பொருட்கள் அகற்றப்படுகின்றன.
ரோட்டரி டிபார்க்கிங் இயந்திரங்களின் மணிநேர உற்பத்தித்திறன் (A, m 3 / மணிநேரம்) சூத்திரத்தால் தீர்மானிக்கப்படுகிறது:
 , (3)
, (3)
V என்பது சராசரி d, m 3 இன் ரிட்ஜின் கன அளவு; K z - இயந்திர சுமை காரணி; எல் - ரிட்ஜ் நீளம், மீ.
கடின மரத்தை அகற்றுவதற்கு மற்றும் பெரிய அளவுகள்மிகவும் பொருத்தமான கையடக்க மின்மயமாக்கப்பட்ட அரைக்கும் கருவி. அதன் கட்டர் தலையின் சுழற்சி வேகம் 1500 நிமிடம் -1 ஆகும். அகற்றப்பட்ட அடுக்கின் அதிகபட்ச தடிமன் 15 மிமீ ஆகும்.
உரித்தல் இயந்திரங்களில் உரித்தல் ஆட்சியாளர் திரும்பப் பெறப்பட்டு, அதாவது கிரிம்பிங் இல்லாமல் மேற்கொள்ளப்படுகிறது. இந்த நோக்கத்திற்காக பிரத்யேகமாக அர்ப்பணிக்கப்பட்ட உரித்தல் இயந்திரத்தில் இது தயாரிக்கப்படுகிறது, பின்னர் பதிவுகள் செயலாக்கத்திற்காக மற்ற உரித்தல் இயந்திரங்களுக்கு மாற்றப்படும்.
இந்த முறையைப் பயன்படுத்தி, டிபார்க்கிங் ஒரு சிலிண்டருக்கு டிரிம் செய்வதுடன் இணைக்கப்படுகிறது. இதன் விளைவாக வரும் பகுதி அளவிலான வெனீர் தாள்கள் இயந்திரத்தில் நேரடியாக கில்லட்டின் கத்தரிகளைப் பயன்படுத்தி வெட்டப்படுகின்றன. நன்மைகள் இந்த முறைதுண்டுகள் வடிவில் மூலப்பொருட்களின் கூடுதல் தேர்வு, கத்தியின் குறைந்த உடைகள் (மந்தமான தன்மை), உரித்தல் இயந்திரங்களின் உற்பத்தித்திறன் அதிகரித்தது. குறைபாடு என்னவென்றால், உரித்தல் இயந்திரத்தில் தொகுதி மீண்டும் செருகப்படும் போது துண்டுகளின் அதிகரித்த மகசூல் ஆகும்.
இரண்டாவது முறை என்னவென்றால், டிபார்க்கிங் செயல்பாடு நேரடியாக அதே இயந்திரத்தில் தோலுரிப்புடன் இணைக்கப்பட்டுள்ளது, அதாவது, அகற்றப்பட்ட தொகுதி அகற்றப்படவில்லை. கத்தி விரைவாக மங்குவதைத் தடுக்க, சுராக்கி நன்கு கழுவப்படுவதற்கு முன்பே கழுவப்படுகிறது.
4. வெனீர் உரித்தல்
வெனீர் உரித்தல் - இது மரத்தை வெட்டும் செயல்முறையாகும், ஒரு சுழற்சி இயக்கம் தொகுதிக்கு வழங்கப்படும் போது, மற்றும் வெட்டும் கருவி- தொகுதியின் சுழற்சியின் அச்சின் திசையில் மொழிபெயர்ப்பு. ஒரு மெல்லிய டேப்பைப் பெறுவதற்கான செயல்முறை ஒரு காகிதச் சுருளை அவிழ்ப்பது போன்றது (படம் 4). வெட்டு வேகம் ஒரு மாறி மதிப்பு, ஏனெனில் தொகுதியின் புரட்சிகளின் எண்ணிக்கை நிலையானது, மற்றும் உரித்தல் செயல்பாட்டின் போது தொகுதியின் விட்டம் குறைகிறது. சுராக் இயந்திர சுழல்களுக்கு இடையில் அவற்றை அச்சில் நகர்த்துவதன் மூலம் பிணைக்கப்பட்டுள்ளது. சுழல்களின் சுழற்சி இயக்கம் மின்சார மோட்டாரிலிருந்து பெறப்படுகிறது. கத்தி ஒரு ஆதரவில் பொருத்தப்பட்டுள்ளது, அதன் இயக்கம் ஒரு ஊட்ட பொறிமுறையைப் பயன்படுத்தி மேற்கொள்ளப்படுகிறது. அதிகபட்ச நீளம்பதப்படுத்தப்பட்ட தொகுதியின் (வெனீர் பட்டையின் அகலம்) கிளாம்பிங் தாடைகளுக்கு இடையிலான தூரத்தைப் பொறுத்தது. நவீன இயந்திரங்களுக்கு இது 500 ... 5000 மிமீக்குள் உள்ளது. மிகப்பெரிய விட்டம்பதப்படுத்தப்பட்ட தொகுதிகள் படுக்கைக்கு மேலே உள்ள சுழல்களின் மையங்களின் உயரத்தைப் பொறுத்தது. நவீன இயந்திரங்களில் இது 400 ... 2000 மிமீ ஆகும்.


அரிசி. 4.
தொகுதியை தோலுரித்த பிறகு, கழிவுகள் பென்சில் எனப்படும் உருளை வடிவில் இருக்கும், இதன் விட்டம் தாடைகளின் விட்டத்தைப் பொறுத்தது. பென்சிலின் விட்டம் குறைக்க, கேமராக்கள் தொலைநோக்கி செய்யப்படுகின்றன. உரித்தல் செயல்முறையின் தொடக்கத்தில், பிளாக் 100 ... 110 மிமீ விட்டம் கொண்ட வெளிப்புற கேமராக்களால் பிணைக்கப்பட்டுள்ளது, பின்னர் செயல்முறையின் முடிவில் 55 விட்டம் கொண்ட உள் கேமராக்கள் மூலம் கிளாம்பிங் மேற்கொள்ளப்படுகிறது. 65 மி.மீ.
வெனீர் தடிமன் என்பது ஒரு சுழல் சுழற்சிக்கான கத்தி ஊட்டத்தின் அளவு. இயந்திரங்களின் சமீபத்திய மாடல்களில், தடிமன் வரம்பு 0.05 ... 5 மிமீக்குள் இருக்கலாம்.
சுதந்திரமாக மரத்தை வெட்டும்போது, தடுப்புக்கு எதிர்கொள்ளும் வெனரின் இடது பக்கத்தில் விரிசல் மற்றும் முறைகேடுகள் தோன்றும்.
அவற்றை அகற்ற, வெனீர் ஒரு பிரஷர் ரூலரைப் பயன்படுத்தி சுருக்கப்படுகிறது, இது நிறுவப்பட்டுள்ளது, இதனால் அது உருவாக்கும் அழுத்தம் கத்தியின் வெட்டு விளிம்பில் செலுத்தப்படுகிறது. இந்த வழக்கில், கத்திக்கும் ஆட்சியாளருக்கும் இடையிலான இடைவெளி வெனரின் கணக்கிடப்பட்ட தடிமன் விட குறைவாக இருக்கக்கூடாது. சுருக்கத்தின் அளவை (Δ, %) சூத்திரத்தால் தீர்மானிக்க முடியும்:
 , (4)
, (4)
இதில் S என்பது மதிப்பிடப்பட்ட வெனீர் தடிமன், மிமீ; S 0 - கத்தி மற்றும் அழுத்தம் ஆட்சியாளர் இடையே உள்ள தூரம், மிமீ.
வெனரின் தேவையான தரத்தை உறுதிப்படுத்த, மரத்தின் வகை, வெனீர் தடிமன் மற்றும் தொகுதி வெப்பநிலை ஆகியவற்றைப் பொறுத்து 10... 30% க்குள் crimping பட்டம் பராமரிக்கப்பட வேண்டும்.
தொகுதியை உரிக்கும்போது, நான்கு மண்டலங்கள் வேறுபடுகின்றன (படம் 5):
ஒவ்வொரு மண்டலத்திலும் உள்ள மரத்தின் அளவை பின்வரும் புள்ளிவிவரங்களால் வகைப்படுத்தலாம்: குறைபாடு மண்டலம் - 20 ... 23%; நீண்ட துண்டுகளின் மண்டலம் - 4...5%; முழு நீள வெனீர் மண்டலம் - 57 ... 59%; பென்சில் மண்டலம் - 15 ... 17%.

அரிசி. 5. 1 - குறைபாடு மண்டலம், இது ஒரு விளைவு ஒழுங்கற்ற வடிவம்சுராகா; 2 - நீண்ட துண்டுகளின் மண்டலம், இது இயந்திர சுழல்களுக்கு இடையில் உள்ள தொகுதியின் தவறான நிறுவலின் விளைவாகும் 3 - முழு நீள வெனரின் மண்டலம்; 4 - பென்சில் மண்டலம்
மையப்படுத்தும் சாதனம் பொருத்தப்பட்ட இயந்திரத்தில் மரத்தை உரிக்கும்போது, பயனுள்ள வழி(q, m 3) சூத்திரத்தால் தீர்மானிக்க முடியும்:
 (5)
(5)
எங்கே d h - தொகுதி விட்டம், m; dк - பென்சில் விட்டம், மீ; l h - தொகுதி நீளம், மீ; Kv என்பது பிளாக்கில் இருந்து வரும் கச்சா வெனரின் மகசூல் குணகம்.
தோலுரித்த பிறகு மீதமுள்ள தொகுதியின் அளவு (q h, m 3) சூத்திரத்தால் தீர்மானிக்கப்படுகிறது:
 (6)
(6)
ஒரு தொகுதியிலிருந்து (Q, m3) குறைபாட்டின் அளவு சூத்திரத்தால் தீர்மானிக்கப்படுகிறது:
 (7)
(7)
இதில் q h என்பது தொகுதியின் தொகுதி, m 3.
வெனீர் விளைச்சல் தொகுதியின் அளவின் சதவீதமாக வெளிப்படுத்தப்படுகிறது:
 (8)
(8)
லம்ப் வெனீர், உரித்தல் ஆரம்ப கட்டத்தில் உருவாகிறது, சிறிய அளவிலான ஒட்டு பலகை அல்லது முழு அளவிலான ஒட்டு பலகையின் கோர்கள் தயாரிக்கப் பயன்படுகிறது. தேர்ந்தெடுக்கப்பட்ட துண்டுகளின் குறைந்தபட்ச நீளம் 0.8 மீ, குறைந்தபட்ச அகலம் 0.13 மீ. முறையான அமைப்புதுண்டுகள் தேர்வு 4 ... 4.5% veneer விளைச்சல் அதிகரிக்கிறது. தற்போது, மிகவும் பரவலாகப் பயன்படுத்தப்படும் உரித்தல் இயந்திரங்கள் பிராண்டுகள் LU 17-4, LU 17-10, SL-800, SL-1600 (ரஷ்யா) (படம் 6); SF 2350 (இத்தாலி); டோக்கியோ ப்ளீட்வுட் எம்கே (ஜப்பான்); MQW2314/35B2 (சீனா).

அரிசி. 6.
ஒரு தொகுதியை தோலுரிப்பதன் மூலம் பெறப்பட்ட வெனீர் ஒரு துண்டு வடிவத்தைக் கொண்டுள்ளது, அதன் அகலம் தொகுதியின் நீளத்திற்கு சமமாக இருக்கும், மேலும் நீளம் தொகுதியின் விட்டம் மற்றும் வெனரின் தடிமன் ஆகியவற்றைப் பொறுத்தது.
உரித்தல் இயந்திரத்திலிருந்து வெளியேறும் போது, வெனீர் துண்டு தனி கீற்றுகளாக வெட்டப்படுகிறது, அதன் அகலம் வெளிப்பாட்டிலிருந்து தீர்மானிக்கப்படுகிறது:
![]() (9)
(9)
Vf என்பது முடிக்கப்பட்ட ஒட்டு பலகை தாளின் அகலம், mm; Δ 0 - வெட்டுவதற்கான கொடுப்பனவு (75...80) மிமீ; Δ у - மரம் மற்றும் தாள் அளவு, மிமீ வகையைப் பொறுத்து சுருக்கத்திற்கான கொடுப்பனவு.
5. வெனீர் கீற்றுகளை வெட்டுதல்
வெனீர் கீற்றுகளை வெட்டுதல் கத்தரிக்கோலால் மேற்கொள்ளப்பட்டது பல்வேறு வகையான(NF-18; NF-1803, SL-1700, APL ஃபின்னிஷ் நிறுவனமான "Raute" இலிருந்து), வெனீர் தாள்களை அடுக்கி வைப்பதற்கான சாதனம் பொருத்தப்பட்டுள்ளது. ஒரு விதியாக, ஒரு உரித்தல் இயந்திரம் மற்றும் கத்தரிக்கோல் அரை-தானியங்கி உற்பத்தி வரிசையில் கட்டப்பட்டுள்ளன: உரித்தல் - வெட்டுதல் - வெனீர் முட்டை (LUR 17-3 LU 17-4 மற்றும் NF 18-3 ஆகியவற்றைக் கொண்டுள்ளது) (படம் 7).

அரிசி. 7.
6. வெனீர் உலர்த்துதல்
gluing போது, veneer 6 ... 12% ஈரப்பதம் இருக்க வேண்டும். எனவே, உரித்தல் துறையை விட்டு வெளியேறிய உடனேயே வெனீர் உலர்த்தப்படுகிறது.
வெனீரின் சிறிய தடிமன் காரணமாக, அதில் எழும் அழுத்தங்கள் அற்பமானவை. இதன் பொருள் உலர்த்துதல் மரக்கட்டைகளை விட கடுமையான நிலைமைகளைப் பயன்படுத்தி மேற்கொள்ளப்படலாம்.
உலர்ந்த வெனருக்கு வெப்பத்தை வழங்குவதற்கான பின்வரும் முறைகள் உள்ளன: கடத்தல், வெப்பச்சலனம், கடத்தல்-வெப்பச்சலனம் மற்றும் கதிர்வீச்சு.
கடத்தும் முறையுடன், சூடான உடலுடன் அதன் தொடர்பின் விளைவாக உலர்த்தப்படும் பொருளுக்கு வெப்பம் மாற்றப்படுகிறது. இந்த உலர்த்தும் முறை "மூச்சு" என்று அழைக்கப்படும் அழுத்தங்களில் பயன்படுத்தப்படுகிறது. அவை அவ்வப்போது நீராவியை வெளியிட திறக்கப்படுகின்றன மற்றும் தற்போது நடைமுறையில் பயன்படுத்தப்படவில்லை.
வெப்பச்சலன முறை மூலம், வெப்ப பரிமாற்றம் உலர்த்தும் முகவர் மூலம் மேற்கொள்ளப்படுகிறது: சூடான காற்று அல்லது ஃப்ளூ வாயு. இந்த முறை பெல்ட் ட்ரையர்களில் பயன்படுத்தப்படுகிறது (காற்று சுற்றும் ஒரு அறை). வெனீர் சிறப்பாக நெய்யப்பட்ட கம்பி பெல்ட்களுடன் நகர்கிறது, அவை ஒரு சிறப்பு இயக்ககத்தால் இயக்கப்படுகின்றன. உலர்த்தும் முகவரின் வெப்பநிலை 60 ... 120 o C, காற்று வேகம் 0.9 ... 1.1 m / s, உலர்த்தும் காலம் 20 ... 90 நிமிடங்கள்.
கடத்தும்-வெப்பநிலை முறை மூலம், வெப்பம் ஒரே நேரத்தில் இரண்டு வழிகளில் மாற்றப்படுகிறது. ரோலர் உலர்த்திகள் இந்த கொள்கையில் இயங்குகின்றன - அறைகள், அதன் உள்ளே உருளைகள் உயரத்தில் பல வரிசைகளில் அமைந்துள்ளன.
கதிர்வீச்சு முறையுடன் வெப்ப ஆற்றல்அகச்சிவப்பு வரம்பில் மின்காந்த அலைவுகளின் வடிவத்தில் நடுத்தரத்தில் பரவுகிறது. ஐஆர் கதிர்கள் மரத்தின் மேற்பரப்பை 1-2 மிமீ ஆழத்திற்கு சூடாக்கும் திறன் கொண்டவை. நடைமுறையில், 130-250 டிகிரி செல்சியஸ் வெப்பநிலையுடன் உமிழ்ப்பான்கள் பயன்படுத்தப்படுகின்றன.
இன்று மிகவும் பொதுவானது ஒருங்கிணைந்த உலர்த்தும் அலகுகள் ஆகும், அங்கு வெப்ப பரிமாற்றத்தின் முக்கிய வகை தொடர்பு வெப்பத்தின் பங்குடன் வெப்பச்சலனம் ஆகும். இவை நீராவி அல்லது வாயு வெப்பத்துடன் கூடிய ரோலர் உலர்த்திகள். இவை தொடர்ச்சியான உலர்த்திகள் ஆகும், இதில் வெனீர் தாள்கள் ஈரத்திலிருந்து உலர்ந்த முனைக்கு இயக்கப்படும் ஜோடி உருளைகள் மூலம் நகர்த்தப்படுகின்றன. உலர்த்தும் முகவரின் சுழற்சியின் கொள்கையின்படி, உலர்த்திகள் நீளமான, குறுக்கு சுழற்சி மற்றும் வெனீர் தாள்களின் விமானத்திற்கு செங்குத்தாக முனை வெடிப்புடன் கிடைக்கின்றன.
SUR வகையின் நீராவி உருளை உலர்த்திகள் (SUR-4, SUR-5 (ரஷ்யா) (படம் 9), "Raute" (பின்லாந்து)) டிரைவ் ரோலர்கள் கொண்ட ஏற்றுதல் அலமாரி, எட்டு உலர்த்தும் பிரிவுகள், ஒரு குளிரூட்டும் பிரிவு மற்றும் இறக்குதல் ஆகியவற்றைக் கொண்டிருக்கும். ஐந்து தட்டையான அலமாரிகளின் அலமாரி எதிர் திசைகளில் சுழலும் ஜோடி உருளைகளின் வரிசைகளால் வெனீர் ஃபீட் உருவாகிறது (படம் 8).

அரிசி. 8. 1 - வெனீர் தாள்கள்; 2 - மேல் இயக்கப்படும் உருளைகள்; 3 - குறைந்த இயக்கி உருளைகள்; 4 - ஏர் ஹீட்டர்கள்
முனை வெடிப்பு (SUR-8 (ரஷ்யா), VMS "Raute" (பின்லாந்து)) கொண்ட நீராவி உலர்த்திகள் ஒரு வகை நீராவி உலர்த்தி ஆகும். வெளிப்புற ஹீட்டர்களிலிருந்து மட்டுமல்லாமல், முனை பெட்டிகளில் பொருத்தப்பட்ட குழாய்களின் மேற்பரப்பிலிருந்தும் வெப்பம் வெனருக்கு மாற்றப்படுவதில் அவை வேறுபடுகின்றன. அத்தகைய உலர்த்திகளில் உலர்த்தும் தீவிரம், மற்ற அனைத்தும் சமமாக இருப்பதால், நீளமான மற்றும் குறுக்கு காற்று சுழற்சி கொண்ட உலர்த்திகளில் உலர்த்தும் தீவிரத்துடன் ஒப்பிடும்போது 2-3 மடங்கு அதிகரிக்கிறது.

அரிசி. 9.
எரிவாயு உருளை உலர்த்திகள் (SRG-25, SRG-25M, SRG-50 (ரஷ்யா), YST-480 "Raute" (பின்லாந்து)) நீராவியிலிருந்து வேறுபடுகின்றன உயர் வெப்பநிலைஃப்ளூ வாயுக்கள் மற்றும் காற்றின் கலவையைப் பயன்படுத்துவதன் காரணமாக உலர்த்தும் முகவர் (250 ... 300 o C). இந்த நோக்கத்திற்காக, உலர்த்திகள் ஃபயர்பாக்ஸுடன் பொருத்தப்பட்டுள்ளன, அங்கு திட, திரவ அல்லது எரிவாயு எரிபொருள் எரிக்கப்படுகிறது, மேலும் ஃப்ளூ வாயுக்கள் கலக்கப்படுகின்றன. வளிமண்டல காற்றுஉலர்த்தும் மண்டலத்தில் நேரடியாக உணவளிக்கப்படுகிறது. எனவே, எரிவாயு உலர்த்திகளில் ஹீட்டர்கள் இல்லை, அதே சட்டத்துடன் ஐந்து மாடிகளுக்கு பதிலாக எட்டு மாடிகளை உருவாக்க முடியும்.
பெல்ட் (மெஷ்) உலர்த்திகள் (நீராவி உருளை உலர்த்தி SuShL) ஒரு தொடர்ச்சியான பெல்ட் வடிவில் வெனீர் உலர்த்துவதற்கு முக்கியமாகப் பயன்படுத்தப்படுகின்றன மற்றும் வெனீர் உரித்தல்-உலர்த்துதல்-வெட்டு-வரிசைப்படுத்துதல் வரிசையில் நிறுவப்படுகின்றன. இந்த முறையின் நன்மை என்னவென்றால், வெட்டுதல் மற்றும் உலர் வடிவத்தில் போக்குவரத்து ஆகியவற்றின் போது வெனீர் இழப்புகள் 3 ... 5% குறைக்கப்படுகின்றன, மேலும் தொழிலாளர் செலவுகள் 2 ... 2.5 மடங்கு குறைக்கப்படுகின்றன.
காண்டாக்ட் ட்ரையர்கள் சூடான தகடுகளுடன் தொடர்பு கொண்டு வெனருக்கு வெப்ப பரிமாற்றத்தின் கொள்கையை அடிப்படையாகக் கொண்டவை. இந்த வகை உலர்த்திகளில், முதலில், ஒரு சுவாச அழுத்தம் (SUD-4, SUD-7 (ரஷ்யா)) அடங்கும்.
ஒரு தடுமாறிய ரோலர் ஏற்பாட்டைக் கொண்ட உலர்த்தி குறைந்த உற்பத்தி இடத்தை எடுத்துக்கொள்கிறது மற்றும் குறைந்த உழைப்புடன் உற்பத்தித்திறனை பராமரிக்க உங்களை அனுமதிக்கிறது.
உலர்த்தும் காலம் உலர்த்தும் முகவரின் வெப்பநிலை, சுழற்சி வேகம், வெனரின் தடிமன், மரத்தின் வகை, வெனரின் ஆரம்ப மற்றும் இறுதி ஈரப்பதம் ஆகியவற்றைப் பொறுத்தது. பொதுவாக, நீராவி உலர்த்திகளில் உலர்த்தும் முகவரின் வெப்பநிலை 80 ... 150, எரிவாயு உலர்த்திகளில் - 160 ... 300 o C; காற்று வேகம் 1.7 ... 2.5 மீ / வி; உலர்த்தும் காலம் 3…15 நிமிடம்.
ரோலர் மற்றும் பெல்ட் ட்ரையர்களின் உற்பத்தித்திறன் (A, m 3 /shift) சூத்திரத்தால் தீர்மானிக்கப்படுகிறது:
 (10)
(10)
m என்பது 1 தளத்திற்கு உள்ள வெனீர் தாள்களின் எண்ணிக்கை; n - மாடிகளின் எண்ணிக்கை; எல் - உலர்த்தியின் மொத்த வேலை நீளம், மீ; b - உலர்ந்த வெனீர் தாளின் அகலம்; எஸ் - வெனீர் தடிமன், மிமீ; டி - நிமிடங்களில் உலர்த்தி இயக்க நேரம்; K p - குணகம் ஒரு வகை வெனீர் உலர்த்துவதில் இருந்து மற்றொரு வகைக்கு மாறுவதை கணக்கில் எடுத்துக்கொள்கிறது (K p = 0.9 - 1.0); Kz - நீளத்துடன் உலர்த்தியின் நிரப்பு காரணி, (Kz = 0.96 - 0.98); K இல் - வேலை நேரம் பயன்பாட்டு காரணி; Z 1 - உலர்த்தி வழியாக வெனீர் செல்லும் காலம், நிமிடம்.
உலர்த்திய பிறகு, வெனீர் வரிசைப்படுத்தப்படுகிறது.
7. வெனீர் வரிசையாக்கம்
வெனீர் வரிசையாக்கம் உலர்த்திகள், நிலத்தடி இடங்களுக்கு வெனீர் நகர்த்தும் கன்வேயர்கள் மற்றும் சிறப்பாக நியமிக்கப்பட்ட பகுதிகளில் நேரடியாக மேற்கொள்ளலாம். உலர்த்திகளில் இருந்து வரும் வெனீர் குவியல்களை வரிசைப்படுத்துவதற்கான செயல்பாட்டை இயந்திரமயமாக்க, ஃபோட்டோ சென்சார்கள் மற்றும் உள்ளமைக்கப்பட்ட கணினியைப் பயன்படுத்தி வெனீர் தரத்தை தானியங்கு மதிப்பீட்டுடன் வரிசைப்படுத்தும் கோடுகள் SSh-3 உருவாக்கப்பட்டது. கணினி வெனீர் தாளில் இருண்ட புள்ளிகளைக் கண்டறிந்து, அவற்றின் எண்ணிக்கை, அளவு, பரப்பளவு ஆகியவற்றைக் கண்டறிந்து, அதன் நினைவகத்தில் உள்ள தரநிலைகளுடன் முடிவை ஒப்பிடுகிறது, அதன் அடிப்படையில் ஒரு தரம் அல்லது மற்றொரு தரத்தை ஒதுக்குவது குறித்து முடிவெடுக்கிறது.
பழுதுபார்ப்பதன் மூலம் வெனீரின் தரத்தை அதிகரிக்க முடியும். PSh, PSh - 2A, PSh-2AM (Fig. 10) போன்ற பிராண்டுகளின் வெனீர் பழுதுபார்க்கும் இயந்திரங்களில் அறுவை சிகிச்சை செய்யப்படுகிறது. பழுதுபார்ப்பில் தாளில் இருந்து குறைபாடுகளை வெட்டி அவற்றின் இடத்தில் ஆரோக்கியமான மரத் திட்டுகளைச் செருகும். இணைப்பு 0.1 ... 0.2 மிமீ குறுக்கீடு பொருத்தத்துடன் பொருந்த வேண்டும்.

அரிசி. 10.
தோலுரிப்பின் தொடக்கத்தில் உருவான வெனீர் துண்டுகளை பிளவுபடுத்தும் முறையைப் பயன்படுத்தி (கம்மிங் டேப், பசை நூல் மூலம்) முழு அளவிலான தாள்களாக இணைப்பது நல்லது. வெனீர் கீற்றுகளை இணைக்க, விளிம்பு ஒட்டுதல் இயந்திரங்கள் RS-5, RS-7, RS-9, RSP-2 (ரஷ்யா) போன்றவை பயன்படுத்தப்படுகின்றன.
மரத்தடியை வெனிரிங் செய்வது வெனிரிங் என்றும் அழைக்கப்படுகிறது. வெனிரிங், கண்டிப்பாகச் சொன்னால், வெனிரிங் என்பது, மரத்தடியில் மெல்லிய மரத் தகடுகளை ஒட்டுவதை உள்ளடக்குகிறது. அடிப்படையானது அட்டவணைகள், கதவுகள், அலமாரிகள், சுவர்கள் மற்றும் பிற மர மேற்பரப்புகள். என்ன வகையான வெனிரிங் உள்ளது, அதை ஏன் செய்வது மற்றும் அதை நீங்களே எப்படி செய்வது என்பது பற்றி கட்டுரையில் விரிவாகக் கூறுவோம்.
தளபாடங்கள் ஏன் வெனியர் செய்யப்படுகின்றன?
வெனீர் என்பது ஒரு மெல்லிய மரத் தாள், பொதுவாக மதிப்புமிக்க இனங்கள். வெனீர் ஒரு சாதாரண, விலையுயர்ந்த மரத்தை, அனைத்து வெளிப்புற தோற்றங்களிலும், மதிப்புமிக்க, விலையுயர்ந்த இனமாக உருவாக்க பயன்படுகிறது.
இதன் விளைவாக, veneered தளபாடங்கள் விலை மதிப்புமிக்க இனங்கள் திட மரம் விட பல மடங்கு குறைவாக உள்ளது. மற்றும் தோற்றம் நடைமுறையில் இரண்டாவது குறைவாக இல்லை.

செலவு நன்மைகள் கூடுதலாக, வெனீர் பயன்பாடு போதுமான வடிவமைப்பு வாய்ப்புகளை வழங்குகிறது. நீங்கள் அவற்றை ஒட்டலாம் பழைய தளபாடங்கள், அதன் மூலம் அதில் இரண்டாவது உயிரை சுவாசித்தது.
வெனிரிங் வகைகள் என்ன?
வெனிரிங் அல்லது வெனிரிங் முக்கிய வகைகள் மூன்று வகைகள். அதாவது, சூடான, குளிர் மற்றும் சவ்வு வெனிரிங்.
மிகவும் அணுகக்கூடிய முறை வீட்டு உபயோகம், ஒரு சூடான வெனிரிங் முறை. இங்கே வெனீர் ஒரு பிசின் மூலம் அடித்தளத்தில் ஒட்டப்படுகிறது.

மற்ற இரண்டு வகையான வெனிரிங் - குளிர் மற்றும் சவ்வு - சிறப்பு இயந்திரங்கள் மற்றும் பிற உற்பத்தி வசதிகள் தேவை. எனவே, குளிர் வெனிரிங் என்பது வெனீரை ஒரு அடித்தளத்தில் அழுத்துகிறது. இந்த நோக்கத்திற்காக, அழுத்தும் இயந்திரங்கள் அல்லது திருகு கவ்விகள் பயன்படுத்தப்படுகின்றன.
சவ்வு வெனிரிங் சிக்கலான நிவாரண பரப்புகளில் செய்யப்படுகிறது. மற்றும் மென்மையான மற்றும் கடினமான பலகைகள் மற்றும் வெனீர் வெற்றிட இணைப்பின் அடிப்படையிலானது

DIY வெனிரிங் செயல்முறை
நாம் முன்பு கூறியது போல், மிகவும் அணுகக்கூடிய வழியில், வீட்டு உபயோகத்திற்காக, சூடான veneering உள்ளது. வேலை செய்ய, பட்டியலிலிருந்து பின்வரும் அடிப்படை பொருட்கள் மற்றும் கருவிகள் உங்களுக்குத் தேவைப்படும்:
- வெனிரிங் தளம்
- மர வெனீர்
- ஒட்டு பலகை கத்தி
- PVA பசை
- வெற்று தாள்
- ரோலர் அல்லது மரத் தொகுதி, வெனீர் அரைப்பதற்கு
- மணல் காகிதம்
- இரும்பு, கனமானது சிறந்தது
- கட்டர்
ஆயத்த வேலை
நீங்கள் வெனரிங் செய்யத் தொடங்குவதற்கு முன், நீங்கள் முதலில் வெனீர் தயாரிக்க வேண்டும். வெனீர் இயற்கையான தோற்றம் கொண்டது, பெரும்பாலும் ரோல்களாக உருட்டப்படுகிறது. வெனீர் மேலும் வார்ப்பிங் மற்றும் பல இருக்கலாம்.
வெனீர் கொடுக்க சரியான நிலை, ஈரமாக்கப்பட்ட தண்ணீர், ஒரு கடற்பாசி கொண்டு அதை ஈரப்படுத்தி, ஒட்டு பலகை இரண்டு தாள்களுக்கு இடையில் வைக்கவும். அதிகப்படியான ஈரப்பதத்தை அகற்ற, ப்ளைவுட் மற்றும் வெனீரின் இருபுறமும் போர்த்தி காகிதத்தை வைக்கவும்.

பெரும்பாலும், தளபாடங்கள் முடிக்க திட்டமிடப்பட்ட வெனீர் பயன்படுத்தப்படுகிறது. இவை குறுகிய ஆனால் நீண்ட தாள்கள். வெட்டப்பட்ட வெனீரின் அகலம், ஒரு விதியாக, 30 சென்டிமீட்டருக்கு மேல் இல்லை.
எனவே, வெனரின் மேற்பரப்பில் இருந்து அதிகப்படியான ஈரப்பதத்தை சமன் செய்து அகற்றிய பிறகு, தேவையான நீளத்திற்கு தாள்களை வெட்டுகிறோம். உதாரணமாக, நீங்கள் ஒரு மேசையை மறைக்க விரும்பினால், வெனீர் அடித்தளத்தின் விளிம்புகளிலிருந்து சற்று நீண்டு இருக்க வேண்டும். அதிகப்படியான, வெனிரிங் செயல்முறையின் முடிவில், துண்டிக்கப்படலாம் அல்லது மணல் அள்ளலாம்.

மூலம், ஒரு கத்தி அல்லது கத்தரிக்கோல் கொண்டு veneer குறைக்க வேண்டாம். வெனீர் விரிசல் ஏற்படலாம் மற்றும் இந்த சாதனங்களுடன் சமமாக வெட்டப்படுகிறது. வெனீர் வெட்டுவதற்கு ஒட்டு பலகை கத்தி அல்லது பிளானரைப் பயன்படுத்தவும்.
பசை மற்றும் அடித்தளம்
வெனீர் மற்றும் அடித்தளத்திற்கு PVA பசை பயன்படுத்தவும். அடிப்படை பகுதியை அடித்தளத்துடன் பூசவும். இரண்டு முறை பசை கொண்டு பூசுவது சிறந்தது. பசையின் முதல் அடுக்கை முற்றிலும் வறண்டு போகும் வரை உலர வைக்கவும், இதனால் பசை நடைமுறையில் ஒட்டுவதை நிறுத்துகிறது. இரண்டாவது அடுக்கை ஒட்டாத வரை உலர வைக்கவும்.
அடுத்த கட்டமாக இரும்பை 50 டிகிரிக்கு சூடாக்க வேண்டும். இது இரும்பின் சராசரி வெப்பநிலையாகும். மற்றும் வெனீரை ஒரு வெள்ளை காகிதத்தின் மூலம் சலவை செய்யவும். இரும்பை கடந்து சென்ற பிறகு, உடனடியாக ஒரு ரோலர் அல்லது பிளாக் மூலம் வெனீர் மற்றும் அடித்தளத்தில் தேய்க்க ஆரம்பிக்கிறோம்.
விலையுயர்ந்த மர வகைகள் தளபாடங்களை உருவாக்குவதற்கான சிறந்த மூலப்பொருட்களாகும், ஆனால் எல்லா மக்களும் அத்தகைய விலையுயர்ந்த பொருட்களை வாங்க முடியாது. மதிப்புமிக்க மர வகைகளைச் சேமிக்கவும், இறுதிப் பொருளின் விலையைக் குறைக்கவும், வெனீர் கண்டுபிடிக்கப்பட்டது. இந்த பொருள் இன்று உறைப்பூச்சு தளபாடங்களுக்கு மிகவும் பிரபலமாக உள்ளது. வெனீர் 100% இயற்கை மரத்தின் அமைப்பு, அமைப்பு மற்றும் நிழலைப் பிரதிபலிக்கிறது.
வெனீர் உருவாக்க, தொழிற்சாலைகள் சிறப்பு இயந்திரங்களைப் பயன்படுத்துகின்றன. வெனீர் இருக்க முடியும்:
அதன்படி, மூன்று வகையான வெனியர் உற்பத்தி இயந்திரங்கள் உள்ளன.
வெனீர் உற்பத்திக்கான உரித்தல் இயந்திரம்
வெனீர் தோலுரிப்பதைச் செயல்படுத்த, நீர்த்துப்போகும் தன்மையை அதிகரிக்க மூலப்பொருளை நீராவியுடன் முன்கூட்டியே சிகிச்சையளிக்க வேண்டும். இதற்குப் பிறகு, பதிவுகள் ஒரு டிபார்க்கிங் இயந்திரத்திற்கு வழங்கப்படுகின்றன, அங்கு பட்டை அழுக்கு மற்றும் மணலுடன் சேர்ந்து பணியிடத்திலிருந்து அகற்றப்படுகிறது, இது பெரும்பாலும் உரித்தல் கத்திகள் விரைவாக மந்தமாகிவிடும். ஒரு மரக்கட்டையைப் பயன்படுத்தி, பதிவுகள் ஒரு குறிப்பிட்ட நீளத்தின் பதிவுகளாக வெட்டப்படுகின்றன. சுராக் முதலில் வட்டமாக இருக்க வேண்டும், அதன் பிறகு நீங்கள் உரிக்க ஆரம்பிக்கலாம். தோலுரிப்பிலிருந்து வெளிவரும் வெனீர் துண்டு ஒரு கன்வேயரில் வைக்கப்படுகிறது, அது கத்தரிகளுக்கு உணவளிக்கிறது. கத்தரிக்கோல் வெனரை தேவையான வடிவத்தின் தாள்களாக வெட்டுகிறது. கன்வேயருடன், வெனீர் ஒரு மூட்டைக்குள் வைக்கப்படுகிறது, இது கத்தரிக்கு அடியில் இருந்து எடுக்கப்பட்டு மின்சார ஏற்றியைப் பயன்படுத்தி உலர்த்திக்கு வழங்கப்படுகிறது. தயாரிப்பு ஒரு ரோலர் உலர்த்தியில் உலர்த்தப்படுகிறது, பின்னர் அது ஒரு கன்வேயரில் வரிசைப்படுத்தப்பட்டு கிரேடு மூலம் மூட்டைகளில் வைக்கப்படுகிறது. குறைபாடுள்ள தாள்களை ஒன்றாக ஒட்டலாம். தாள்களில் முடிச்சுகள் இருந்தால், அவை வெனீர் பழுதுபார்க்கும் இயந்திரத்திற்கு அனுப்பப்படுகின்றன, அங்கு குறைபாடுகள் அகற்றப்பட்டு, வெனீர் செருகல்களால் அலங்கரிக்கப்படுகின்றன.
 இந்த வெனீர் இயந்திரம் பல்வேறு வகையான மரங்களிலிருந்து 1.5 முதல் 5 மிமீ தடிமன் கொண்ட தாள் பொருளை உற்பத்தி செய்ய உங்களை அனுமதிக்கிறது. பெரும்பாலான இயந்திரங்கள், அடுத்தடுத்த செயலாக்கத்திற்கான பதிவை தானாக நிறுவ அனுமதிக்கும் அமைப்பைக் கொண்டுள்ளன.
இந்த வெனீர் இயந்திரம் பல்வேறு வகையான மரங்களிலிருந்து 1.5 முதல் 5 மிமீ தடிமன் கொண்ட தாள் பொருளை உற்பத்தி செய்ய உங்களை அனுமதிக்கிறது. பெரும்பாலான இயந்திரங்கள், அடுத்தடுத்த செயலாக்கத்திற்கான பதிவை தானாக நிறுவ அனுமதிக்கும் அமைப்பைக் கொண்டுள்ளன.
ஆபரேட்டரின் உற்பத்தித்திறன் மற்றும் வசதியை அதிகரிக்க, இயந்திரங்கள் ஹைட்ராலிக் லிஃப்ட்-சென்டர் கண்டுபிடிப்பாளர்களுடன் பொருத்தப்பட்டுள்ளன, அவை பணிப்பகுதியின் சுழற்சியின் பொருத்தமான அச்சை தீர்மானிக்கின்றன மற்றும் மையப்படுத்தப்பட்ட தண்டுகளின் சுழற்சியின் அச்சுடன் இணைக்கின்றன.
பைன், ஆல்டர் மற்றும் பிர்ச் மரங்களுக்கு வேகவைக்கப்பட்ட மரத்தின் உரித்தல் பயன்படுத்தப்படுகிறது. ஒட்டு பலகை தோலுரிக்கப்பட்ட வெனீரில் இருந்து தயாரிக்கப்படுகிறது.
வெனீர் திட்டமிடல் இயந்திரம்
முதலில், முகடுகள் குறுக்கு வெட்டுக்கு உட்படுத்தப்படுகின்றன. இந்த நடைமுறையின் போது, முகடுகள் தேவையான நீளத்தின் துண்டுகளாக வெட்டப்படுகின்றன. அனைத்து பிரிவுகளும் நீளமாக வெட்டப்படுகின்றன, இதன் விளைவாக இரட்டை முனைகள் கொண்ட கற்றை உருவாகிறது. சில நேரங்களில் அது பாதியாக வெட்டப்படுகிறது. இதற்குப் பிறகு, வான்ச்கள் ஒரு நீராவி அறை அல்லது ஆட்டோகிளேவில் வெப்ப சிகிச்சைக்கு உட்படுத்தப்படுகின்றன.
அடுத்து, ஒரு வெனீர் வெட்டும் இயந்திரத்தில் வான்ச்கள் திட்டமிடப்பட வேண்டும். வெட்டப்பட்ட வெனீர் ரோலர் ட்ரையர்களில் உலர்த்தப்பட்டு, ஒழுங்கமைக்கப்பட்டு மூட்டைகளில் அடைக்கப்படுகிறது. ஒவ்வொரு தொகுப்பிலும் ஒரு குறிப்பிட்ட வரைதல் உள்ளது. மர நிழலும் வடிவமும் ஒவ்வொரு தொகுப்பிலும் பொருந்த வேண்டும். இந்த காரணத்திற்காகவே, திட்டமிடலின் போது ஒவ்வொரு வாஞ்ச்களிலிருந்தும் வெளிவரும் வெனீர் தாள்கள், அவை பிளானரிலிருந்து வெளியே வந்த வரிசையில் மடிக்கப்பட்டு, உலர்த்தப்பட்டு, மூட்டைகளாக அடைக்கப்படுகின்றன. ஒரே நேரத்தில் மூன்று வான்ச்கள் திட்டமிடப்பட்டால், அவை ஒவ்வொன்றிலிருந்தும் வெனீர் மூன்று வெவ்வேறு மூட்டைகளாக மடிக்கப்படுகிறது. கட்டி முடிக்கப்பட்டு, உலர்த்தி, பொதி செய்து, கயிறு கொண்டு கட்டப்பட்ட வெனீர் மூட்டை நோல் எனப்படும்.
 வெனீர் தயாரிப்பதற்கான ஒரு இயந்திரம், அசாதாரண அமைப்பைக் கொண்ட விலையுயர்ந்த மரக்கட்டைகளிலிருந்து மெல்லிய தாள்களை உருவாக்க உங்களை அனுமதிக்கிறது. இந்த பொருள் வெனிரிங் செய்வதற்கு சிறந்தது. வெனீர் உருவாக்கும் முறைகள்:
வெனீர் தயாரிப்பதற்கான ஒரு இயந்திரம், அசாதாரண அமைப்பைக் கொண்ட விலையுயர்ந்த மரக்கட்டைகளிலிருந்து மெல்லிய தாள்களை உருவாக்க உங்களை அனுமதிக்கிறது. இந்த பொருள் வெனிரிங் செய்வதற்கு சிறந்தது. வெனீர் உருவாக்கும் முறைகள்:
- ரேடியல்
- தொடுநிலை
- ரேடியல்-தொடுநிலை
- தொடுநிலை-முடிவு.
வெனீர் உருவாக்குவதற்கான மிகவும் கவர்ச்சிகரமான மூலப்பொருள் ஓக் மரம். இந்த வெனீர் ஆடம்பரப் பிரிவில் பழமையான மரச்சாமான்களை மூடுவதற்குப் பயன்படுத்தப்படுகிறது.
ஓக் வெனீர் தவிர, சிறப்பு கடைகளில் நீங்கள் மேப்பிள், பீச், லிண்டன் மற்றும் மஹோகனி பொருட்களைக் காணலாம்.
வெனீர் தையல் இயந்திரம்
சிறப்பு இயந்திரங்களைப் பயன்படுத்தி வெனீர் வெட்டப்படுகிறது. இது ஒரு மெல்லிய மற்றும் உடையக்கூடிய அமைப்பைக் கொண்டுள்ளது. வெனீர் மூலம் மேற்பரப்பை முடிக்க, அது ரோல்களில் உருட்டப்பட்ட ஒரு தாளைப் பெறுவதற்கு ஒன்றாக இணைக்கப்பட வேண்டும். வெனீர் இரண்டு வழிகளில் இணைக்கப்பட்டுள்ளது:
இந்த முறைகள் தளபாடங்கள் தயாரிப்பில் சமமாக பிரபலமாக உள்ளன. வெனீர் தையல் ஒரு இயந்திரத்தில் அல்லது கைமுறையாக மேற்கொள்ளப்படுகிறது. சிறிய பட்டறைகளுக்கு, வெனரை ஒட்டுவதற்கு அல்லது தைப்பதற்கு கையேடு சாதனங்கள் உருவாக்கப்பட்டுள்ளன. ஒரு சிறப்பு சாதனத்தைப் பயன்படுத்தி, பிசின் அல்லது வெப்ப நூல் வெப்பமடைந்து, முக்கிய பக்கத்திற்கு ஒரு ஜிக்ஜாக்கில் பயன்படுத்தப்படுகிறது.
 இன்று, வெனீர் தையல் இயந்திரங்கள் தன்னாட்சி முறையில் செயல்படும் சிறிய சாதனங்கள். அத்தகைய இயந்திரம் ஒரு நிபுணரால் கட்டுப்படுத்தப்படுகிறது. அனைத்து வேலைகளும் தெளிவாகவும், திறமையாகவும், விரைவாகவும் செய்யப்படுகின்றன.
இன்று, வெனீர் தையல் இயந்திரங்கள் தன்னாட்சி முறையில் செயல்படும் சிறிய சாதனங்கள். அத்தகைய இயந்திரம் ஒரு நிபுணரால் கட்டுப்படுத்தப்படுகிறது. அனைத்து வேலைகளும் தெளிவாகவும், திறமையாகவும், விரைவாகவும் செய்யப்படுகின்றன.
முக்கியமாக பழங்கால, மறுசீரமைப்பு மற்றும் வடிவமைப்பாளர் பட்டறைகளில் கை தையல் மிகவும் குறைவாகவே காணப்படுகிறது.
இந்த வீடியோவுடன் பிளேயரை உங்கள் இணையதளத்தில் உட்பொதிக்கலாம். இதைச் செய்ய, பிளேயரின் அளவைத் தேர்ந்தெடுத்து, பெறப்பட்ட குறியீட்டை நகலெடுக்கவும்.
விளக்கம்
அதிகபட்ச வெனீர் தடிமன் 8 மிமீ. , நீளம் 900 மிமீ, அகலம் 30 முதல் 105 மிமீ வரை 20 கன மீட்டர். ஒரு ஷிப்டுக்கு. பலகைகளின் வேகம் மற்றும் தடிமன் ஒரு கணினியால் கட்டுப்படுத்தப்படுகிறது.
- img="">
உற்பத்தியின் நிலைகளில் ஒன்று, உரித்தல் இயந்திரத்தில் பதிவுகளை ஊட்டுவதாகும்.
உற்பத்தி சுழற்சி
இது பல நிலைகளைக் கொண்டுள்ளது:
சில கட்டங்களில் இன்னும் கொஞ்சம் விரிவாகப் போவது மதிப்பு.
பதிவுகள் தயாரித்தல்
முழு உற்பத்தி சுழற்சியின் போது ஒட்டு பலகை எதிலிருந்து தயாரிக்கப்படுகிறது?
- ஊசியிலையுள்ள மற்றும் இலையுதிர் மரங்களின் டிரங்குகளிலிருந்து;
- ஒரு பைண்டரில் இருந்து தயாரிக்கப்படுகிறது - செயற்கை பிசின்களை அடிப்படையாகக் கொண்ட பசைகள்.
மிகவும் பொதுவான ஒட்டு பலகை பொருட்கள் பைன் மற்றும் பிர்ச் ஆகும். ஃபிர், லார்ச், சிடார், ஸ்ப்ரூஸ், பாப்லர், ஆல்டர், லிண்டன், ஆஸ்பென் மற்றும் பீச் ஆகியவை சற்றே குறைவாகவே பயன்படுத்தப்படுகின்றன.
தயவுசெய்து கவனிக்கவும்: ஊசியிலையுள்ள மற்றும் கடின மர ஒட்டு பலகைகள் இயந்திர வலிமையில் குறிப்பிடத்தக்க அளவில் வேறுபடுகின்றன மற்றும் வெவ்வேறு GOST களின் படி தயாரிக்கப்படுகின்றன - 3919.1-96 மற்றும் 3919.2-96, முறையே.
அறுக்கப்பட்ட மற்றும் பிரித்தெடுக்கப்பட்ட பதிவுகள் துண்டிக்கப்பட்டு (பட்டையிலிருந்து சுத்தம் செய்யப்பட்டு) கையால் அல்லது குறுக்கு வெட்டு இயந்திரத்தில் சம நீளமுள்ள துண்டுகளாக வெட்டப்படுகின்றன. குளிர்காலத்தில், உறைந்த மரத்திற்கு தேவையான பிளாஸ்டிசிட்டியை கொடுக்க, டிரங்க்குகள் வெதுவெதுப்பான நீரில் குளிக்க முன் நிபந்தனைக்குட்படுத்தப்படுகின்றன.

ரவுண்டிங் மற்றும் உரித்தல்
பொதுவாக, இந்த இரண்டு செயல்பாடுகளும் ஒரே இயந்திரத்தில் செய்யப்படுகின்றன. முதலில், பணிப்பகுதிக்கு ஒரு உருளை வடிவம் கொடுக்கப்பட்டுள்ளது; பின்னர் ஒரு மில்லிமீட்டர் தடிமனான மரத்தின் ஒரு அடுக்கு அதிலிருந்து குறுகலான சுழலில் அகற்றப்படுகிறது. மீதமுள்ள துண்டுகள் உற்பத்தியில் பயன்படுத்தப்படுவதில்லை.
தாள்களாக வெட்டுதல்
இது பொருள் வரிசைப்படுத்துதலுடன் சேர்ந்துள்ளது. தாள்களின் குறைபாடுள்ள பகுதிகள் வெட்டப்படுகின்றன; சிறிய அகலத்தின் கீற்றுகள் (1.5 மீட்டருக்கும் குறைவானது) முழு தாளில் ஒட்டுவதற்குப் பயன்படுத்தப்படலாம்.

வெனீர் தாள்களாக வெட்டுதல் மற்றும் முதன்மை வரிசைப்படுத்துதல்.
பின்னர் வெனீர் பசை உருளைகள் வழியாக செல்கிறது, அங்கு அது ஒரு பைண்டருடன் பூசப்படுகிறது.
தகவல்: எஃப்சி ஒட்டு பலகை உற்பத்தியில், யூரியா-ஃபார்மால்டிஹைட் பிசின் பயன்படுத்தப்படுகிறது.
தொழில்நுட்ப ஒட்டு பலகை FSF என்று அழைக்கப்படுவது பினோல்-ஃபார்மால்டிஹைட் ரெசின்களுடன் ஒன்றாக ஒட்டப்பட்டுள்ளது, இது இந்த உற்பத்தியை தீங்கு விளைவிக்கும் என வகைப்படுத்துகிறது.உலர்த்துவதை அழுத்தவும்
தாள்களை உலர்த்துவதற்கு, ஒரு ஹைட்ராலிக் பிரஸ், சூப்பர் ஹீட் நீராவி மூலம் தட்டுகளை சூடாக்க பயன்படுகிறது. வழக்கமான உலர்த்தும் வெப்பநிலை சுமார் 200 டிகிரி ஆகும். சுழற்சியின் இந்த பகுதியின் காலம் தாளின் தடிமன் பொறுத்து 30 நிமிடங்கள் முதல் 2 மணி நேரம் வரை இருக்கும்.
உலர்த்துதல் அறையின் தீவிர கட்டாய காற்றோட்டத்துடன் மேற்கொள்ளப்படுகிறது: ஏற்கனவே குறிப்பிட்டுள்ளபடி, ஃபார்மால்டிஹைட் ஆரோக்கியத்திற்கு எந்த வகையிலும் பயனளிக்காது.

அச்சகத்தில் இருந்து இறக்குதல்.
டிரிம்மிங்
உலர்ந்த தாள் சீரற்ற விளிம்புகள் கொண்ட ஒரு அசுத்தமான சாண்ட்விச் போல் தெரிகிறது. விற்பனைக்கு தயாராக உள்ள பொருளாக மாற்ற, அது அறுக்கும் இயந்திரத்தில் வெட்டப்படுகிறது.
தயவுசெய்து கவனிக்கவும்: GOST தேவைகளின்படி, தாளின் விளிம்புகள் கண்டிப்பாக ஒருவருக்கொருவர் செங்குத்தாக இருக்க வேண்டும்.
சார்பு நேரியல் மீட்டருக்கு 2 மிமீக்கு மேல் இருக்கக்கூடாது.வரிசைப்படுத்துதல்
ஒட்டு பலகையின் தரம் பார்வைக்கு தீர்மானிக்கப்படுகிறது மற்றும் மேற்பரப்பின் தோற்றத்தைப் பொறுத்து, அதை தரங்களில் ஒன்றாக வகைப்படுத்த அனுமதிக்கிறது - உயரடுக்கு முதல் நான்காவது வரை.
முக்கிய குறைபாடுகளில் பின்வருவன அடங்கும்:
- வாழ்க்கை மற்றும் முடிச்சுகள் விழும்;
- உடைந்த மற்றும் உடைக்கப்படாத விரிசல்கள்;
- ஆரோக்கியமான மற்றும் வலிமிகுந்த நிற மாற்றங்கள்.
ஒரு இலையின் விலை, வகையைப் பொறுத்து, இரண்டு மடங்கு அல்லது அதற்கு மேல் மாறுபடும்.
இரண்டு உண்மைகள் குறிப்பாக கவனிக்கத்தக்கவை:
- தரம் E (எலைட்) பொருளுக்கு, கூட கூர்மையான வண்ண மாற்றங்கள் மற்றும் வெனியர் மேற்பரப்பு அடுக்கு கட்டமைப்பில் குறிப்பிடத்தக்க மாற்றங்கள் ஏற்றுக்கொள்ள முடியாதவை;

உயரடுக்கு மற்றும் பிற வகைகளுக்கு இடையிலான வேறுபாட்டை மதிப்பீடு செய்ய புகைப்படம் உங்களை அனுமதிக்கிறது.
- வெனீர் நீக்கம் என்பது தரத்தைப் பொருட்படுத்தாமல் உடனடியாக தாளை வீணாக்குகிறது.
கிடங்கு
செங்குத்தாக அல்லது ஒரு கோணத்தில் நிறுவப்பட்ட ஒட்டு பலகை, வெனீர் அடுக்குகளை பிணைக்கும் பிசின்களின் திரவத்தன்மை காரணமாக அதன் சொந்த எடையின் கீழ் சிதைக்கும் திறன் கொண்டது.
மேலும்: நொதித்தல் பிரகாசமான சூரிய ஒளியில் மேல் அடுக்கின் நிறத்தை மாற்றலாம்.
அதனால்தான் உள்நாட்டு தரநிலைகளில் உள்ள தாள்களை சேமிப்பதற்கான வழிமுறைகள் கண்டிப்பாக வரையறுக்கப்பட்ட முறையில் சேமிக்கப்பட வேண்டும்:
- நிலையான ஈரப்பதத்துடன் உட்புறத்தில்;
- நேரடி சூரிய ஒளியில் இருந்து பாதுகாக்கப்படுகிறது;
- ஒரு கிடைமட்ட நிலையில், தட்டுகள் அல்லது ஆதரவில் வைக்கப்படுகிறது.

ஒரு சிறப்பு வழக்கு
சொற்களில் குழப்பத்தைத் தவிர்க்க, ஒரு நுணுக்கத்தை விளக்குவது மதிப்பு. அதன் பெயருக்கு மாறாக, துளையிடப்பட்ட ஒட்டு பலகைக்கு வெனீர் லேமினேட்டுடன் எந்த தொடர்பும் இல்லை.
இது HDF தாளின் பெயர் (அதிக அடர்த்தி கொண்ட ஃபைபர் போர்டு, அழுத்தப்பட்ட கடினப் பலகை என்றும் அழைக்கப்படுகிறது) அதில் சீரான இடைவெளியில் துளைகள் செய்யப்படுகின்றன. கடை ஜன்னல்களின் வடிவமைப்பில், அமைச்சரவை மற்றும் உள்துறை கதவுகளுக்கான பேனல்கள் போன்றவற்றில் பொருள் பயன்படுத்தப்படுகிறது.

பைத்தியம் கைகள்
ஒரு சிறிய தனியார் பட்டறையில் சாதாரண ஒட்டு பலகை உற்பத்தி செய்ய முடியுமா? முழு சுழற்சிக்கும் - நீராவி, டிபார்க்கிங் மற்றும் வெனீர் தோலுரிப்பதற்கு பெரிதாக்கப்பட்ட உபகரணங்கள் தேவையில்லை. ஆனால் வீட்டில் முடிக்கப்பட்ட தாள்களில் வெனீர் ஒட்டுவது மிகவும் சாத்தியமாகும்.
இது ஏன் அவசியம்? எடுத்துக்காட்டாக, பொறிக்கப்பட்ட பார்க்வெட் போர்டுகளின் உற்பத்திக்கு, எஃப்சி ப்ளைவுட் அதன் மீது ஒட்டப்பட்ட கடின மர வெனீர் அடுக்கு கொண்டது.
ஒட்டு பலகை உற்பத்திக்கு பயன்படுத்தப்பட்ட உபகரணங்கள் மிகவும் மலிவு என்பதால், கைவினை உற்பத்தியை அமைப்பதற்கான மிகத் தெளிவான வழி, பசை உருளைகள் மற்றும் ஒரு பத்திரிகை வாங்குவதாகும். இருப்பினும், ஒட்டு பலகையை நீங்களே விற்பனைக்கு அல்ல, ஆனால் உங்கள் சொந்த வீட்டில் பழுதுபார்ப்பதற்காக மட்டுமே உற்பத்தி செய்தால், அது வெறுமனே செலுத்தாது.
திட்டம் "B" ஆனது முடிக்கப்பட்ட ஒட்டு பலகை தாளில் வெனீரை குளிர்ச்சியாக ஒட்டுவதைக் கொண்டுள்ளது:

உன்னத மர வெனருடன் ஒட்டு பலகை ஒட்டுதல்.
- ஒரு தட்டையான அடித்தளத்தில் போடப்பட்ட தாள் மற்றும் வெனரின் பின்புறம் இரண்டும் PVA பசையுடன் பூசப்பட்டிருக்கும்;
- வெனீர் தாளின் மேற்பரப்பில் போடப்பட்டு மென்மையாக்கப்படுகிறது;
- பணிப்பகுதி தடிமனான (22 - 27 மிமீ) ஒட்டு பலகை மூலம் அழுத்தப்பட்டு 300 - 400 கிலோ எடையுடன் ஏற்றப்பட்டு, முழு மேற்பரப்பிலும் முடிந்தவரை சமமாக விநியோகிக்கப்படுகிறது.
பசை முழுமையாக உலர ஒரு நாள் ஆகும். இந்த நேரத்திற்குப் பிறகு, தாள் ஒரு வழக்கமான நிலையான வட்ட மரக்கட்டையைப் பயன்படுத்தி தேவையான அளவு பலகைகளாக வெட்டப்படுகிறது. ஒரு வழிகாட்டியுடன் ஒரு திசைவி அல்லது கையடக்க மர திசைவி பின்னர் ஒரு மில்லிமீட்டர் ஆழத்தில் சேம்பர் செய்ய பயன்படுத்தப்படுகிறது.
தயவுசெய்து கவனிக்கவும்: வெளிப்படையான காரணங்களுக்காக, இந்த வழியில் செய்யப்பட்ட அழகு வேலைப்பாடு பசை மூலம் மட்டுமே போட முடியும்.
கிளிக் பூட்டுகள் இல்லாத நிலையில், மிதக்கும் நிறுவல் பற்றிய பேச்சு இல்லை.முடிவுரை
அன்பான வாசகருக்கு எங்கள் பொருள் மிகவும் தகவலறிந்ததாக இருக்கும் என்று நாங்கள் நம்புகிறோம். கருத்துகளில் நீங்கள் அதைப் பற்றி விவாதிக்கலாம், மேலும் இந்த கட்டுரையில் உள்ள வீடியோ கூடுதல் கருப்பொருள் தகவலை வழங்கும். நல்ல அதிர்ஷ்டம்!