Zváracie zariadenia pre domácich majstrov: výpočet, schémy, výroba, kontaktné a bodové. Svojpomocná zváračka na zváranie malých dielov Ako si vyrobiť svojpomocnú zváračku
V súčasnosti existuje niekoľko modifikácií rôznych zváracích strojov. Zváracie transformátory pre domácich majstrov možno s určitými zručnosťami vyrobiť pomerne ľahko.
Najpopulárnejšie sú transformátorové zváranie, určené na kontaktné a oblúkové zváranie. kovové konštrukcie. Popularita tohto typu transformátorov na zváranie je spôsobená niekoľkými dôvodmi:
- jednoduchosť a spoľahlivosť zariadenia;
- prítomnosť širokého spektra použitia tohto typu zariadenia;
- vysoká mobilita.
Okrem týchto výhod má použitie tohto typu prístroja celý riadok nedostatky, hlavné z nich sú tieto:
- nízka účinnosť transformátorového zariadenia;
- vysoká závislosť kvality švu od dostupnosti zručností zvárača.
Na inštaláciu môžete vytvoriť transformátor vlastnými rukami. Zariadenie je jednotka, ktorá zvyšuje silu prúdu a zároveň znižuje jeho napätie.
Technológia výroby transformátora pre zváračku
Boli vyvinuté rôzne obvody zváracieho transformátora. Najväčšiu obľubu si získala jednotka vybavená konfiguráciou magnetického jadra v tvare U. V prítomnosti magnetického jadra v tvare U je navíjanie drôtu primárneho a sekundárneho vinutia celkom jednoduché. Zariadenia v tvare U sa v prípade potreby opravy ľahko demontujú. Na vytvorenie zváracieho stroja potrebujete poznať princíp fungovania zváracieho transformátora.
![]()
Aby bolo možné zariadenie prevádzkovať pre domáce potreby, je potrebné umiestniť na jadro také cievky, ktoré by umožnili zváranie kovových obrobkov elektródami s priemerom 3-4 mm. Pri vytváraní jednotky je potrebné vypočítať zvárací transformátor. Pri výrobe jednotky pre zváracie zariadenie musíte vytočiť magnetické jadro. Pri montáži jadra nezabudnite, že prierez musí byť aspoň 25-35 cm². Výpočet zváracieho transformátora, najmä požadovanej plochy prierezu, sa vykonáva podľa vzorca S \u003d a * b, cm².
Po výpočte a výrobe jadra sa vyberie drôt na výrobu vinutia. Pri výbere elektrického vodiča Osobitná pozornosť daný jeho prierezom a celkovou dĺžkou. Na výrobu cievky primárneho vinutia je najlepšie použiť špeciálny tepelne odolný drôt vinutia vyrobený z medi, pokrytý bavlnou alebo izolačným materiálom zo sklenených vlákien. Je žiaduce, aby medený drôt mal štvorcový alebo obdĺžnikový prierez.
V prítomnosti drôtu požadovaného prierezu a neprítomnosti požadovaného izolačný materiál dá sa vyrobiť ručne. Na tento účel sa pripraví niekoľko úzkych pásikov bavlny alebo sklolaminátu. Šírka pásika by mala byť 2 cm Po zhotovení pásikov izolačného materiálu navinie medený drôt. Navinutý drôt je impregnovaný elektrickým lakom.
Za účelom zváračka schopný dobre zvárať kovové obrobky, je potrebné zabezpečiť normálnu úroveň striedavého napätia bez zaťaženia. Zapnuté Voľnobeh tento parameter by sa mal rovnať 60-65 V. Pri vedení zváračské práce napätie by malo byť v rozmedzí 18-24 V v závislosti od priemeru elektródy.
Späť na index
Vlastnosti výpočtu parametrov transformátora pre zváracie zariadenie
Výroba domáceho zváracieho transformátora sa musí začať výpočtom všetkých Technické parametre.
![]()
Pri príprave na výrobu transformátora je potrebné vypočítať niekoľko technických parametrov zariadenia, od ktorých úplne závisí normálna prevádzka zváracieho zariadenia. Hlavné parametre, ktoré si vyžadujú výpočty, sú nasledujúce:
- plocha prierezu jadra;
- plocha prierezu drôtu primárneho vinutia;
- prierezová plocha drôtu sekundárneho vinutia.
Pri výpočtoch je nevyhnutné vziať do úvahy maximálny výkon, ktorý bude mať zváracia jednotka. Napríklad pri príkone 5 kW by mala byť plocha prierezu primárneho vodiča približne 5 mm². Pri výrobe vinutia najlepšia možnosť bude, ak je plocha prierezu 6-7 mm². Pri špecifikovaných parametroch príkonu primárneho vinutia a jeho prierezu musí mať sekundárne vinutie prierez 30 mm² (bez izolačného materiálu).
Pred navíjaním cievok na jadro je potrebné vypočítať nielen počet závitov, ale aj dĺžku drôtu. Primárne vinutie musí mať napätie, ktoré je nižšie ako v domácej sieti. Aby sa napätie znížilo o príslušnú hodnotu, je potrebné na tento účel vypočítať počet závitov na 1 volt napätia. Používa sa vzorec n=48/Sm, kde Sm je plocha prierezu jadra vyjadrená v centimetroch štvorcových.
S dobrým, kvalitným magnetickým obvodom n = 0,9-1. Na základe toho sa určí celkový počet závitov cievky podľa vzorca W1=U1/n, preto sa pri optimálnom výkone magnetického obvodu získa asi 200-300 závitov v závislosti od prierezu magnetický obvod. V závislosti od počtu závitov sa vyberie dĺžka medeného drôtu. Indikátory sekundárneho vinutia sa vypočítajú podobným spôsobom.
Zvárací stroj nemožno nazvať základným nástrojom doma, ako je skrutkovač alebo kladivo. Sú však situácie, kedy je zváračka naozaj nevyhnutná. IN tento materiál zvážime, ako zostaviť jednoduchý zvárací stroj doma.
Najprv vám odporúčame pozrieť si video o výrobe zváracieho stroja
Potrebujeme teda:
- nádrž na vodu;
- soľ;
- voda;
- dve kovové dosky;
- drôt so zástrčkou;
- dva drôty;
- zváracia elektróda.
Podľa domáceho autora proces tvorby trvá len 15 minút, tak nestrácajme čas nadarmo a prejdime k výrobe domácej zváračky. V prvom rade si musíme jeden zobrať kovová platňa a priskrutkujte k nemu jeden z dvoch drôtov.

Postup zopakujeme s druhým plátom a druhým drôtikom.
Potom do vody pridajte dve polievkové lyžice soli a všetko dobre premiešajte.

Do vzniknutej zmesi ponoríme dva pláty a na nich namotané drôtiky.

Z bezpečnostných dôvodov sa kovové platne odporúča upevniť pomocou štipcov.

Dosky v skutočnosti umožňujú nastaviť zvárací prúd. Ako presne to funguje? Čím hlbšie dosky ponoríme, tým väčší prúd dostaneme.

Jeden drôt prichádzajúci z jednej dosky musíme pripojiť k fáze a druhý drôt k zváracej elektróde.
Vezmeme tiež neutrálny vodič a pripojíme ho k predmetu, ktorý potrebujeme na varenie.

Vzniká úplne logická otázka - ako môžete určiť, kde je fáza a kde je nula, ak z nejakého dôvodu nie sú doma žiadne špeciálne meracie prístroje. Existuje starý istý spôsob: stačí sa dotknúť drôtu zeme. Drôt, ktorý bude iskriť, keď sa dotkne zeme, je fázový vodič.
Mnohí v domácnostiach by potrebovali prístroj na elektrické zváranie dielov zo železných kovov. Keďže sériovo vyrábané zváračky sú dosť drahé, snaží sa ich vyrobiť veľa rádioamatérov zvárací invertor vlastnými rukami.
O tom sme už mali článok, no tentokrát ponúkam ešte jednoduchšiu verziu podomácky vyrobeného zváracieho invertoru z dostupných dielov pre domácich majstrov.
Z dvoch hlavných možností konštrukcie prístroja - so zváracím transformátorom alebo na báze meniča - bola zvolená druhá.
Zvárací transformátor je skutočne veľký a ťažký magnetický obvod a veľa medeného drôtu na vinutia, ktorý je pre mnohých neprístupný. Elektronické súčiastky pre prevodník s ich správna voľba nie je vzácny a relatívne lacný.
Ako som vyrobil zvárací stroj vlastnými rukami
Od samého začiatku svojej práce som si dal za úlohu vytvoriť najjednoduchší a najlacnejší zvárací stroj s použitím široko používaných dielov a zostáv v ňom.
V dôsledku dosť zdĺhavých experimentov s rôzne druhy prevodníka na tranzistoroch a trinistoroch bol zostavený obvod znázornený na obr. 1.
Jednoduché tranzistorové meniče sa ukázali ako mimoriadne rozmarné a nespoľahlivé a trinistorové meniče vydržia výstupný skrat bez poškodenia, kým sa poistka neprepáli. Okrem toho sa trinistory zahrievajú oveľa menej ako tranzistory.
Ako môžete ľahko vidieť, návrh obvodu nie je originálny - ide o obyčajný jednocyklový menič, jeho výhoda je v jednoduchosti dizajnu a absencii nedostatkových komponentov, zariadenie využíva množstvo rádiových komponentov zo starých televízorov.
A nakoniec, prakticky nevyžaduje úpravu.
Schéma invertorového zváracieho stroja je uvedená nižšie:
Druh zváracieho prúdu - konštantný, regulácia - plynulá. Podľa môjho názoru je to najjednoduchší zvárací invertor, ktorý si môžete zostaviť vlastnými rukami.
Pri zváraní oceľových plechov hrúbky 3 mm natupo elektródou s priemerom 3 mm nepresiahne ustálený prúd spotrebovaný strojom zo siete 10 A. Zváracie napätie sa zapína tlačidlom umiestneným na držiaku elektródy, čo umožňuje na jednej strane na použitie zvýšeného zapaľovacieho napätia oblúka a na zvýšenie elektrickej bezpečnosti, na druhej strane, pretože pri uvoľnení držiaka elektródy sa automaticky vypne napätie na elektróde. Zvýšené napätie uľahčuje zapálenie oblúka a zabezpečuje stabilitu jeho horenia.
Malý trik: zvárací invertorový obvod pre domácich majstrov umožňuje pripojiť tenký plech. Aby ste to dosiahli, musíte zmeniť polaritu zváracieho prúdu.
Sieťové napätie usmerňuje diódový mostík VD1-VD4. Usmernený prúd, pretekajúci lampou HL1, začne nabíjať kondenzátor C5. Lampa slúži ako obmedzovač nabíjacieho prúdu a indikátor tohto procesu.
Zváranie by sa malo začať až po zhasnutí žiarovky HL1. Súčasne sa cez tlmivku L1 nabíjajú batériové kondenzátory C6-C17. Svietenie LED HL2 indikuje, že zariadenie je pripojené k sieti. Trinistor VS1 je stále zatvorený.
Po stlačení tlačidla SB1 sa spustí generátor impulzov s frekvenciou 25 kHz, zostavený na unijunkčnom tranzistore VT1. Impulzy generátora otvoria trinistor VS2, ktorý zase otvorí trinistor VS3-VS7 zapojené paralelne. Kondenzátory C6-C17 sú vybíjané cez tlmivku L2 a primárne vinutie transformátora T1. Obvodová tlmivka L2 - primárne vinutie transformátora T1 - kondenzátory C6-C17 je oscilačný obvod.
Keď sa smer prúdu v obvode zmení na opačný, prúd začne pretekať cez diódy VD8, VD9 a trinistory VS3-VS7 sa uzavrú až do ďalšieho impulzu generátora na tranzistore VT1.
Impulzy, ktoré sa objavia na vinutí III transformátora T1, otvárajú trinistor VS1. ktorý priamo spája sieťový diódový usmerňovač VD1 - VD4 s trinistorovým meničom.
LED HL3 slúži na indikáciu procesu generovania impulzného napätia. Diódy VD11-VD34 usmerňujú zváracie napätie a kondenzátory C19 - C24 ho vyhladzujú, čím uľahčujú zapálenie zváracieho oblúka.
Spínač SA1 je paketový alebo iný prepínač na prúd aspoň 16 A. Časť SA1.3 pri vypnutí uzatvára kondenzátor C5 na odpor R6 a rýchlo tento kondenzátor vybíja, čo umožňuje bez obáv z úrazu elektrickým prúdom kontrolovať a opravovať zariadenie.
Ventilátor VN-2 (s elektromotorom M1 podľa schémy) zabezpečuje nútené chladenie komponentov zariadenia. Menej výkonní fanúšikovia neodporúča sa používať, alebo ich budete musieť nainštalovať niekoľko. Kondenzátor C1 - akýkoľvek určený na prevádzku pri striedavom napätí 220 V.
Usmerňovacie diódy VD1-VD4 musia byť dimenzované na prúd minimálne 16 A a spätné napätie minimálne 400 V. Musia byť inštalované na doskové rohové chladiče s rozmermi 60x15 mm, hrúbkou 2 mm, vyrobené z hliníkovej zliatiny .
Namiesto jedného kondenzátora C5 môžete použiť niekoľko paralelne zapojených batérií na každý s napätím aspoň 400 V, pričom kapacita batérie môže byť väčšia, ako je uvedené v diagrame.
Tlmivka L1 je vyrobená na oceľovom magnetickom jadre PL 12,5x25-50. Vhodný je aj akýkoľvek iný magnetický obvod rovnakého alebo väčšieho prierezu, ak je vinutie umiestnené v jeho okienku. Vinutie pozostáva zo 175 závitov drôtu PEV-2 1,32 (nie je možné použiť drôt menšieho priemeru!). Magnetický obvod musí mať nemagnetickú medzeru 0,3 ... 0,5 mm. Indukčnosť tlmivky - 40±10 μH.
Kondenzátory C6-C24 by mali mať malú tangens dielektrickej straty a C6-C17 by tiež mali mať prevádzkové napätie aspoň 1000 V. Najlepšie kondenzátory, ktoré som testoval, sú K78-2, používané v televízoroch. Môžete použiť rozšírenejšie kondenzátory tohto typu s inou kapacitou, čím sa celková kapacita zvýši na tú uvedenú v diagrame, ako aj importované filmové.
Pokusy o použitie papierových alebo iných kondenzátorov určených na prevádzku v nízkofrekvenčných obvodoch spravidla po chvíli vedú k ich zlyhaniu.
SCR KU221 (VS2-VS7) by sa mali prednostne používať s písmenom indexu A alebo v extrémnych prípadoch B alebo G. Ako ukázala prax, počas prevádzky zariadenia sa katódové vývody SCR výrazne zahrievajú, čo môže viesť k zničeniu spájkovaných spojov na doske a dokonca k poruche trinistorov.
Spoľahlivosť bude vyššia, ak buď piestové rúrky vyrobené z pocínovanej medenej fólie s hrúbkou 0,1 ... po celej dĺžke. Piest (obväz) by mal pokrývať celú dĺžku zvodu takmer po základňu. Je potrebné rýchlo spájkovať, aby nedošlo k prehriatiu trinistora.
Pravdepodobne budete mať otázku: je možné nainštalovať jeden výkonný namiesto niekoľkých trinistorov s relatívne nízkou spotrebou? Áno, je to možné pri použití zariadenia, ktoré je vo svojich frekvenčných charakteristikách lepšie (alebo aspoň porovnateľné) s trinistormi KU221A. Ale medzi dostupnými, napríklad zo série PM alebo TL, žiadne nie sú.
Prechod na nízkofrekvenčné zariadenia si vynúti zníženie prevádzkovej frekvencie z 25 na 4 ... 6 kHz, čo povedie k zhoršeniu mnohých najdôležitejšie vlastnosti prístroja a pri zváraní hlasné prenikavé pískanie.
Pri montáži diód a trinistorov je použitie teplovodivej pasty povinné.
Okrem toho sa zistilo, že jeden výkonný trinistor je menej spoľahlivý ako niekoľko paralelne zapojených, pretože je pre nich jednoduchšie poskytnúť Lepšie podmienky odvod tepla. Stačí namontovať skupinu trinistorov na jeden teplovodný plech s hrúbkou minimálne 3 mm.
Pretože prúdové vyrovnávacie odpory R14-R18 (C5-16 V) sa môžu pri zváraní veľmi zahriať, musia sa pred inštaláciou uvoľniť z plastového obalu vypálením alebo zahriatím prúdom, ktorého hodnotu je potrebné zvoliť experimentálne.
Diódy VD8 a VD9 sú inštalované na spoločnom chladiči s trinistormi a dióda VD9 je izolovaná od chladiča pomocou sľudového tesnenia. Namiesto KD213A sú vhodné KD213B a KD213V, ako aj KD2999B, KD2997A, KD2997B.
Induktor L2 je bezrámová špirála z 11 závitov drôtu s prierezom minimálne 4 mm2 v žiaruvzdornej izolácii, navinutá na tŕni s priemerom 12...14 mm.
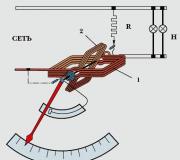
Škrtiaca klapka počas zvárania je veľmi horúca, preto by pri navíjaní špirály mala byť medzi závitmi medzera 1 ... 1,5 mm a škrtiaca klapka musí byť umiestnená tak, aby bola v prúde vzduchu z ventilátora.  Ryža. 2 Transformátorové jadro
Ryža. 2 Transformátorové jadro
T1 sa skladá z troch magnetických obvodov PK30x16 vyrobených z 3000NMS-1 feritu naskladaných dohromady (používali horizontálne transformátory starých televízorov).
Primárne a sekundárne vinutie sú rozdelené po dvoch sekciách (pozri obr. 2), navinuté drôtom PSD1,68x10,4 v sklolaminátovej izolácii a zapojené do série podľa. Primárne vinutie obsahuje 2x4 otáčky, sekundárne - 2x2 otáčky.
Sekcie sa navíjajú na špeciálne vyrobený drevený tŕň. Sekcie sú chránené pred odvíjaním dvoma obväzmi vyrobenými z pocínovania medený drôt s priemerom 0,8 ... 1 mm. Šírka bandáže - 10...11 mm. Pod každým obväzom je umiestnený pás elektrického kartónu alebo je navinutých niekoľko závitov sklolaminátovej pásky.
Po navinutí sa obväzy spájkujú.
Jeden z obväzov každej sekcie slúži ako výstup jej začiatku. Za týmto účelom sa izolácia pod obväzom vykonáva tak, že s vnútri bol v priamom kontakte so začiatkom vinutia sekcie. Po navinutí sa obväz prispájkuje na začiatok úseku, na čo sa z tohto úseku cievky vopred odstráni izolácia a pocínuje sa.
Treba mať na pamäti, že v najzávažnejšom tepelný režim funguje vinutie I. Z tohto dôvodu by sa pri navíjaní jeho sekcií a pri montáži mali zabezpečiť vzduchové medzery medzi vonkajšími časťami závitov vložením krátkych sklolaminátových vložiek namazaných žiaruvzdorným lepidlom medzi závity.
Vo všeobecnosti pri výrobe transformátorov na zváranie meniča vlastnými rukami vždy ponechajte vzduchové medzery vo vinutí. Čím je ich viac, tým efektívnejší je odvod tepla z transformátora a tým nižšia je pravdepodobnosť spálenia zariadenia.
Tu je tiež vhodné poznamenať, že sekcie vinutia vyrobené s uvedenými vložkami a tesneniami s drôtom rovnakého prierezu 1,68x10,4 mm 2 bez izolácie budú za rovnakých podmienok lepšie chladené.
Kontaktné obväzy sú spojené spájkovaním a je vhodné prispájkovať medenú podložku vo forme krátkeho drôtu, z ktorého je profil vyrobený, k predným, ktoré slúžia ako vývody sekcií.
Výsledkom je tuhé jednodielne primárne vinutie transformátora.
Sekundárny je vyrobený rovnakým spôsobom. Rozdiel je len v počte závitov v sekciách a v tom, že je potrebné zabezpečiť výstup zo stredu. Vinutia sú inštalované na magnetickom obvode presne definovaným spôsobom - to je potrebné pre správna prevádzka usmerňovač VD11 - VD32.
Smer vinutia hornej časti vinutia I (pri pohľade na transformátor zhora) musí byť proti smeru hodinových ručičiek, začínajúc od hornej svorky, ktorá musí byť pripojená k tlmivke L2.
Smer vinutia hornej časti vinutia II je naopak v smere hodinových ručičiek, počnúc horným výstupom je pripojený k bloku diód VD21-VD32.
Vinutie III je cievka ľubovoľného drôtu s priemerom 0,35 ... 0,5 mm v žiaruvzdornej izolácii, ktorá odolá napätiu minimálne 500 V. Môže byť umiestnená ako posledná na akomkoľvek mieste magnetického obvodu zo strany primárne vinutie.
Na zaistenie elektrickej bezpečnosti zváracieho stroja a efektívneho chladenia všetkých prvkov transformátora prúdením vzduchu je veľmi dôležité udržiavať potrebné medzery medzi vinutiami a magnetickým obvodom. Pri montáži zváracieho invertora pre domácich majstrov robí väčšina domácich majstrov rovnakú chybu: podceňujú dôležitosť chladenia tranzu. To sa nedá.
Túto úlohu plnia štyri upevňovacie dosky umiestnené vo vinutiach, keď konečná montáž uzol.  Dosky sú vyrobené zo sklolaminátu s hrúbkou 1,5 mm v súlade s výkresom na obrázku.
Dosky sú vyrobené zo sklolaminátu s hrúbkou 1,5 mm v súlade s výkresom na obrázku.
Po finálnej úprave platne je vhodné ju zafixovať žiaruvzdorným lepidlom. Transformátor je pripevnený k základni prístroja pomocou troch konzol ohnutých z mosadzného alebo medeného drôtu s priemerom 3 mm. Rovnaké konzoly fixujú vzájomnú polohu všetkých prvkov magnetického obvodu.
Pred montážou transformátora na základňu, medzi polovice každej z troch sád magnetického obvodu, je potrebné vložiť nemagnetické rozpery vyrobené z elektrokartónu, getinakov alebo textolitu s hrúbkou 0,2 ... 0,3 mm.
Na výrobu transformátora môžete použiť magnetické jadrá a iné veľkosti s prierezom najmenej 5,6 cm2. Vhodné napr. Š20x28 alebo dve sady Š 16x20 z feritu 2000NM1.
Vinutie I pre pancierový magnetický obvod je vyrobené vo forme jednej sekcie s ôsmimi otáčkami, vinutie II - podobne ako je opísané vyššie, z dvoch sekcií s dvoma otáčkami. Zvárací usmerňovač na diódach VD11-VD34 je konštrukčne samostatná jednotka vyrobená vo forme knižnice: 
Je zostavený tak, že každý pár diód je umiestnený medzi dvoma teplovodnými platňami s rozmermi 44x42 mm a hrúbkou 1 mm, vyrobenými z hliníkového plechu.
Celé balenie je stiahnuté pomocou štyroch oceľových závitových kolíkov s priemerom 3 mm medzi dvoma prírubami s hrúbkou 2 mm (z rovnakého materiálu ako dosky), ku ktorým sú na oboch stranách priskrutkované dve dosky tvoriace vývody usmerňovača.
Všetky diódy v bloku sú orientované rovnako - s katódovými vývodmi doprava podľa obrázku - a vývody sú zaletované do otvorov dosky, ktorá slúži ako spoločný kladný vývod usmerňovača a zariadenia ako celý. Anódové vývody diód sú prispájkované do otvorov druhej dosky. Na ňom sú vytvorené dve skupiny záverov, spojené s extrémnymi závermi vinutia II transformátora podľa schémy.
Vzhľadom na veľký celkový prúd pretekajúci usmerňovačom je každý z jeho troch vývodov vyrobený z niekoľkých kusov drôtu s dĺžkou 50 mm, každý prispájkovaný do vlastného otvoru a spojený spájkovaním na opačnom konci. Skupina desiatich diód je zapojených v piatich segmentoch, zo štrnástich - v šiestich, s druhou doskou spoločný bod všetky diódy - šesť.
Je lepšie použiť flexibilný drôt s prierezom najmenej 4 mm.
Rovnakým spôsobom sú vyrobené silnoprúdové skupinové výstupy z hlavnej dosky plošných spojov zariadenia.
Dosky usmerňovača sú vyrobené z fóliového sklolaminátu hrúbky 0,5 mm a pocínované. Štyri úzke štrbiny na každej doske pomáhajú znižovať namáhanie vodičov diód pri tepelných deformáciách. Na rovnaký účel musia byť vodiče diód vylisované tak, ako je znázornené na obrázku vyššie.
Vo zváracom usmerňovači môžete použiť aj výkonnejšie diódy KD2999B, 2D2999B, KD2997A, KD2997B, 2D2997A, 2D2997B. Ich počet môže byť nižší. Takže v jednom z variantov prístroja úspešne fungoval usmerňovač deviatich diód 2D2997A (päť v jednom ramene, štyri v druhom).
Plocha dosiek chladiča zostala rovnaká, ich hrúbku bolo možné zväčšiť až na 2 mm. Diódy neboli umiestnené v pároch, ale po jednej v každom oddelení.
Všetky odpory (okrem R1 a R6), kondenzátory C2-C4, C6-C18, tranzistor VT1, trinistory VS2 - VS7, zenerove diódy VD5-VD7, diódy VD8-VD10 sú namontované na hlavnom vytlačená obvodová doska, a SCR a diódy VD8, VD9 sa inštalujú na chladič priskrutkovaný k doske z fóliového textolitu s hrúbkou 1,5 mm:  Ryža. 5. Kreslenie dosky
Ryža. 5. Kreslenie dosky
Mierka kresby dosky je 1:2, tabuľu je však možné ľahko označiť aj bez použitia nástrojov na zväčšovanie fotografií, keďže stredy takmer všetkých otvorov a okraje takmer všetkých plôch fólie sú umiestnené na mriežke s 2,5 krok mm.
Doska nevyžaduje veľkú presnosť pri označovaní a vŕtaní otvorov, treba však pamätať na to, že otvory v nej musia zodpovedať zodpovedajúcim otvorom v doske chladiča.
Prepojka v obvode diód VD8, VD9 je vyrobená z medeného drôtu s priemerom 0,8 ... 1 mm. Je lepšie ho spájkovať zo strany tlače. Druhá prepojka z drôtu PEV-2 0,3 môže byť umiestnená aj na boku dielov.
Skupinový výstup dosky, znázornený na obr. 5 písmen B, pripojených k škrtiacej klapke L2. Do otvorov skupiny B sú prispájkované vodiče z anód trinistorov. Závery G sú pripojené k spodnej svorke transformátora T1 podľa schémy a D - k induktoru L1.
Kusy drôtu v každej skupine musia mať rovnakú dĺžku a rovnaký prierez (najmenej 2,5 mm2).  Ryža. 6 chladič
Ryža. 6 chladič
Chladič je 3 mm hrubá doska s ohnutým okrajom (pozri obr. 6).
Najlepším materiálom chladiča je meď (alebo mosadz). V extrémnych prípadoch, pri absencii medi, možno použiť dosku z hliníkovej zliatiny.
Povrch dielov na montážnej strane musí byť rovný, bez zárezov a preliačin. V doske sú vyvŕtané závitové otvory na montáž s vytlačená obvodová doska a upevňovacích prvkov. Vývody dielov a spojovacie vodiče prechádzajú cez otvory bez závitu. Anódové vývody trinistorov sú vedené cez otvory v ohnutom okraji. Tri otvory M4 v chladiči sú pre elektrické pripojenie s doskou plošných spojov. Na to boli použité tri mosadzné skrutky s mosadznými maticami Obr.1. 8. Umiestnenie uzlov
Unijunkčný tranzistor VT1 zvyčajne nespôsobuje problémy, avšak v prítomnosti generovania niektoré prípady neposkytujú amplitúdu impulzu potrebnú na stabilné otvorenie trinistora VS2.
Všetky komponenty a časti zváracieho stroja sú inštalované na základnej doske vyrobenej z getinakov s hrúbkou 4 mm (vhodný je aj textolit s hrúbkou 4 ... 5 mm) na jej jednej strane. V strede základne je vyrezané okrúhle okno na montáž ventilátora; je inštalovaný na tej istej strane.
Diódy VD1-VD4, trinistor VS1 a svietidlo HL1 sú namontované na uhlových konzolách. Pri inštalácii transformátora T1 medzi susedné magnetické obvody je potrebné zabezpečiť vzduchová medzera 2 mm Každá zo svoriek na pripojenie zváracích káblov je medená skrutka M10 s medenými maticami a podložkami.
Z vnútornej strany je medený štvorec pritlačený k základni hlavou svorníka, dodatočne upevnený proti otáčaniu skrutkou M4 s maticou. Hrúbka štvorcovej police je 3 mm. Vnútorný spojovací drôt je pripojený k druhej poličke pomocou skrutky alebo spájkovania.
Zostava dosky s plošnými spojmi a chladiča je inštalovaná s dielmi k základni na šiestich oceľových stojanoch ohýbaných z pásu šírky 12 a hrúbky 2 mm.
Rukoväť prepínača SA1, kryt držiaka poistky, LED diódy HL2, HL3, rukoväť premenlivého odporu R1, svorky pre zváracie káble a kábel k tlačidlu SB1 sú zobrazené na prednej strane základne.
Okrem tohoto predná strana sú pripevnené štyri stojanové objímky s priemerom 12 mm vnútorný závit M5, opracované z textolitu. Na stojanoch je pripevnený falošný panel s otvormi na ovládanie prístroja a ochrannou mriežkou ventilátora.
Falošný panel môže byť vyrobený z plech alebo dielektrikum s hrúbkou 1 ... 1,5 mm. Vyrezal som ho zo sklolaminátu. Vonku je k falošnému panelu priskrutkovaných šesť stojanov s priemerom 10 mm, na ktoré sú po dokončení zvárania navinuté sieťové a zváracie káble.
Vo voľných plochách falošného panelu sú vyvŕtané otvory s priemerom 10 mm, aby sa uľahčila cirkulácia chladiaceho vzduchu.  Ryža. 9. Vzhľad invertorový zvárací stroj s položenými káblami.
Ryža. 9. Vzhľad invertorový zvárací stroj s položenými káblami.
Zostavená základňa je umiestnená v puzdre s vekom z listového textolitu (môžete použiť getinaky, sklolaminát, vinylový plast) s hrúbkou 3 ... 4 mm. Výstupy chladiaceho vzduchu sú umiestnené na bočných stenách.
Na tvare otvorov nezáleží, ale pre bezpečnosť je lepšie, ak sú úzke a dlhé.
Celková plocha výstupných otvorov by nemala byť menšia ako plocha vstupu. Puzdro je vybavené rukoväťou a ramenným popruhom na prenášanie.
Držiak elektródy môže mať akýkoľvek dizajn, pokiaľ poskytuje pohodlie a jednoduchú výmenu elektródy.
Na rukoväti držiaka elektródy je potrebné namontovať tlačidlo (SB1 podľa schémy) na takom mieste, aby ho zvárač mohol bez problémov držať stlačené aj s rukou v palčiaku. Keďže tlačidlo je pod sieťovým napätím, je potrebné zabezpečiť spoľahlivú izoláciu ako samotného tlačidla, tak aj kábla k nemu pripojeného.
P.S. Opis procesu montáže zabral veľa miesta, no v skutočnosti je všetko oveľa jednoduchšie, ako sa zdá. Každý, kto niekedy držal v rukách spájkovačku a multimeter, zvládne bez problémov zostaviť tento zvárací menič vlastnými rukami. 
Ak potrebujete vykonať nejaké jednoduché zváracie práce pre domáce potreby, nie je vôbec potrebné kupovať drahú továrenskú jednotku. Koniec koncov, ak poznáte niektoré jemnosti, môžete ľahko zostaviť zvárací stroj vlastnými rukami, o ktorých sa bude diskutovať nižšie.
Zváracie stroje: klasifikácia
 Všetky zváracie stroje sú buď elektrické alebo plynové. Ihneď by sa malo povedať, že domáce zváracie stroje by nemali byť plynové. Keďže obsahujú fľaše s výbušným plynom, neoplatí sa držať takúto inštaláciu doma.
Všetky zváracie stroje sú buď elektrické alebo plynové. Ihneď by sa malo povedať, že domáce zváracie stroje by nemali byť plynové. Keďže obsahujú fľaše s výbušným plynom, neoplatí sa držať takúto inštaláciu doma.
Preto v kontexte vlastná montážštruktúry budeme hovoriť výlučne o elektrických možnostiach. Takéto jednotky sú tiež rozdelené do odrôd:
- Generátorové agregáty - vybavené vlastným generátorom prúdu. Výrazná vlastnosť- veľká hmotnosť a rozmery. Pre domáce potreby táto možnosť nie je vhodná a bude ťažké ju zostaviť sami.
- Transformátory - takéto zariadenia, najmä poloautomatického typu, sú veľmi bežné medzi tými, ktorí vyrábajú zváracie zariadenia sami. Sú napájané zo siete 220 alebo 380 V.
- Invertory - takéto inštalácie sa ľahko používajú a sú ideálne pre domácnosť, dizajn je kompaktný a váži málo, ale elektronický obvod dosť komplikované.
- Usmerňovače - tieto zariadenia sa ľahko montujú a používajú na určený účel. S ich pomocou môže aj začiatočník vykonávať vysokokvalitné zvary.
Na zostavenie meniča doma budete potrebovať obvod, ktorý vám umožní dodržať potrebné parametre. Odporúča sa odobrať diely zo starých sovietskych zariadení:

Možnosti zariadenia sú nasledovné:
- Musí pracovať s elektródami, ktorých priemer nepresahuje 5 mm.
- Maximálna sadzba prevádzkový prúd je 250 A.
- Zdroj napätia - domáca sieť na 220V.
- Nastavenie zváracieho prúdu sa pohybuje od 30 do 220 A.
Nástroj obsahuje nasledujúce komponenty:
- pohonná jednotka;
- usmerňovač;
- striedač.
Začať z vinutia transformátora a konať v tomto poradí:
- Vezmite feritové jadro.
- Vykonajte prvé navíjanie (100 otáčok s 0,3 mm PEV drôtom).
- Druhé vinutie je 15 závitov, s drôtom s prierezom 1 mm).
- Tretie vinutie je 15 závitov s PEV drôtom 0,2 mm.
- Štvrtý a piaty - každý 20 závitov s drôtmi s prierezom 0,35 mm.
- Ak chcete chladiť transformátor, vyberte ventilátor z počítača.
Aby tranzistorové spínače pracovali nepretržite, malo by sa na ne privádzať napätie po usmerňovači a kondenzátoroch. Usmerňovaciu jednotku zostavte podľa schémy na doske a upevnite všetky komponenty zariadenia do puzdra. Môže byť použité starý kryt rádia, ale môžete to urobiť sami.
Inštaluje sa z prednej časti puzdra led indikátor, čo znamená, že prístroj je pripojený k sieti. Tu môžete umiestniť ďalší spínač, ako aj ochrannú poistku. Môžete ho nainštalovať aj na zadnú stenu a dokonca aj do samotného puzdra.
Všetko závisí od veľkosti a dizajnové prvky. Variabilný odpor je inštalovaný na prednej strane puzdra, s jeho pomocou môžete upravte prevádzkový prúd. Keď zhromaždíte všetky elektrické obvody, skontrolujte zariadenie špeciálnym zariadením alebo testerom a môžete ho otestovať.
 Montáž verzie transformátora sa bude trochu líšiť od predchádzajúcej. Táto jednotka beží na striedavý prúd, ale pre zváranie jednosmerným prúdom k nej musíte zostaviť jednoduchý nástavec.
Montáž verzie transformátora sa bude trochu líšiť od predchádzajúcej. Táto jednotka beží na striedavý prúd, ale pre zváranie jednosmerným prúdom k nej musíte zostaviť jednoduchý nástavec.
Na prácu budete potrebovať transformátorové železo pre jadro, ako aj niekoľko desiatok metrov hrubého drôtu alebo hrubej medenej zbernice. To všetko nájdete v zberni kovov. Jadro je najlepšie vyrobené v tvare U, toroidné alebo okrúhle. Mnohí berú stator aj zo starého elektromotora.
Návod na montáž jadra v tvare U vyzerá takto:
- Vezmite transformátorové železo s prierezom 30 až 55 s m 2. Ak je indikátor vyšší, zariadenie sa ukáže byť príliš ťažké. A ak je prierez menší ako 30, zariadenie nebude schopné správne fungovať.
- Vezmite medený drôt vinutia s prierezom asi 5 mm 2, vybavený tepelne odolnou izoláciou zo sklenených vlákien alebo bavlny. Izolácia je dôležitá, pretože počas prevádzky sa vinutie môže zahriať až na 100 stupňov alebo viac. Drôt vinutia má štvorcový alebo obdĺžnikový prierez. Takáto možnosť sa však hľadá ťažko. Bežný s podobným prierezom je tiež vhodný, ale iba z neho budete musieť odstrániť izoláciu, zabaliť ju do sklenených vlákien a opatrne impregnovať elektrickým lakom a potom ju vysušiť. Primárne vinutie má 200 závitov.
- Sekundárne vinutie bude vyžadovať asi 50 otáčok. Drôt nie je potrebné strihať. Pripojte primárne vinutie k sieti a na sekundárnych vodičoch nájdite miesto, kde je napätie asi 60 V. Ak chcete nájsť takýto bod, odviňte alebo naviňte ďalšie otáčky. Drôt môže byť hliníkový, ale prierez musí byť 1,7-krát väčší ako u primárneho vinutia.
- Nainštalujte hotový transformátor do krytu.
- Na privedenie sekundárneho vinutia sú potrebné medené svorky. Vezmite rúrku s priemerom 10 mm a dĺžkou asi 4 cm, jej koniec prinitujte a vyvŕtajte otvor s priemerom 10 mm a do druhého konca vložte koniec drôtu, ktorý bol predtým zbavený izolácie. Potom ho zlisujte ľahkými údermi kladiva. Ak chcete posilniť kontakt drôtu s koncovkou trubice, naneste naň zárezy s jadrom. Priskrutkujte domáce koncovky k telu pomocou matíc a skrutiek. Podrobnosti sú najlepšie použité medi. Pri navíjaní sekundárneho vinutia je žiaduce robiť kohútiky každých 5-10 otáčok, ktoré vám umožnia meniť napätie na elektróde v krokoch;
- Na výrobu elektrického držiaka vezmite rúrku s priemerom asi 20 mm a dĺžkou asi 20 cm.Na koncoch, asi 4 cm od konca, vyrežte zárezy na polovicu priemeru. Vložte elektródu do vybrania a stlačte ju pružinou založenou na zváranom oceľovom drôtenom puzdre s priemerom 5 mm. Rovnaký drôt, ktorý bol použitý pre sekundárne vinutie, pripevnite k druhému koňovi pomocou matice a skrutky. Na držiak nasuňte gumenú hadičku s vhodným vnútorným priemerom.
Najlepšie je pripojiť hotové zariadenie k sieti pomocou vodičov s prierezom 1,5 s m 2 alebo viac, ako aj nožového spínača. Prúd v primárnom vinutí zvyčajne nepresahuje 25 A a v sekundárnom sa pohybuje od 6-120 A. Pri práci s elektródami s priemerom 3 mm každých 10-15 zastavte, aby transformátor vychladol. Ak sú elektródy tenšie, nie je to potrebné. Ak pracujete v režime rezania, sú potrebné častejšie prestávky.
DIY mini zváranie
Na zostavenie miniatúrneho zváracieho stroja sami potrebujete len niekoľko hodín a nasledujúce materiály:

Najprv jemne demontujte starú batériu a vyberte z nej grafitovú tyč. Na záver ho nabrúste brúsnym papierom a utrite suchou handričkou. Odlepte izoláciu z konca kusu hrubého drôtu 4-5 cm od konca a ohnite slučku pomocou klieští alebo bočných fréz. Vložte do nej uhlíkovú elektródu.
Odstráňte sekundárne vinutie z transformátora a vymeňte ho omotajte hrubý drôt pre 12-16 otáčok. Teraz je toto všetko vložené do vhodného puzdra - a zariadenie je pripravené.
Jeho vodiče sú pripojené na svorky sekundárneho vinutia, uhlík tyč je vložená do slučky a dobre krimpuje. Pripojte kladný pól k držiaku elektródy a záporný pól k skrúteniu pracovných častí. Držiak rukoväte je možné prispôsobiť pre elektródu.
Môžete použiť spájkovačku alebo niečo podobné. Zapojte spotrebič do domácej siete a vykonajte spojovacie diely s grafitom. Mal by sa objaviť plameň a na konci dielov sa vytvorí sférický zvar.
Pre domácu dielňu je veľmi dôležitá prítomnosť zváracieho stroja. Takéto zariadenia majú rôzne dizajny a modifikácie. Začiatočníci aj skúsení remeselníci často uprednostňujú nie továrenské, ale domáce zariadenia ktoré si môžete upraviť podľa seba.
Vzhľadom na to, že v každodennom živote obyčajní ľudia často potrebujú pracovať s kovom, mnohí používajú zváracie stroje. Ale nie každý si môže dovoliť nákup drahého zariadenia, čo vyvoláva otázku, ako zostaviť zvárací stroj vlastnými rukami. Výrobný proces sa bude líšiť v závislosti od typu a konštrukčných prvkov zváracieho zariadenia.
Typy zváracích strojov
Moderný trh je plný veľká rozmanitosť zváracie stroje, ale nie všetko je vhodné zostaviť vlastnými rukami.
V závislosti od prevádzkových parametrov zariadení sa rozlišujú tieto typy zariadení:
- na striedavý prúd - vydávanie striedavého napätia z výkonového transformátora priamo na zváracie elektródy;
- pri jednosmernom prúde - vydávanie konštantného napätia na výstupe zváracieho transformátora;
- trojfázové - pripojené k trojfázovej sieti;
- invertorové zariadenia - vydávajú impulzný prúd do pracovnej oblasti.
Prvá verzia zváracej jednotky je najjednoduchšia, pre druhú je potrebné upraviť klasické transformátorové zariadenie s usmerňovacou jednotkou a vyhladzovacím filtrom. Trojfázové zváracie stroje sa používajú v priemysle, takže nebudeme uvažovať o výrobe takýchto zariadení pre domáce potreby. Invertor alebo pulzný transformátor je pomerne komplikované zariadenie, takže na zostavenie domáceho meniča musíte byť schopní čítať obvody a mať základné zručnosti pri montáži dosiek s elektronickými obvodmi. Keďže základom pre vytvorenie zváracieho zariadenia je zostupný transformátor, zvážime výrobný postup od najjednoduchších po zložitejšie.
Na striedavý prúd
Klasické zváracie stroje pracujú podľa tohto princípu: napätie z primárneho vinutia 220 V sa zníži na 50 - 60 V na sekundárnom a privádza sa na zváraciu elektródu s obrobkom.
Pred začatím výroby vyberte všetky potrebné prvky:
- Magnetické jadro- stohované jadrá s hrúbkou plechu 0,35 - 0,5 mm sa považujú za výhodnejšie, pretože poskytujú najmenšia strata v upchávke zváracieho stroja. Je lepšie použiť hotové jadro vyrobené z transformátorovej ocele, pretože hustota dosiek hrá zásadnú úlohu pri prevádzke magnetického obvodu.
- Drôt na navíjanie cievky- prierez vodičov sa volí v závislosti od veľkosti prúdov, ktoré v nich tečú.
- Izolačné materiály- hlavná požiadavka, ako pre plošné dielektrika, tak aj pre natívny povlak vodičov - odolnosť voči vysoké teploty. V opačnom prípade sa izolácia poloautomatického zváracieho stroja alebo transformátora roztaví a bude skrat ktoré poškodia zariadenie.
Najvýhodnejšou možnosťou je zostaviť jednotku z továrenského transformátora, v ktorom je pre vás vhodný magnetický obvod aj primárne vinutie. Ak však nie je po ruke žiadne vhodné zariadenie, budete si ho musieť vyrobiť sami. S princípom výroby, určením prierezu a ďalšími parametrami domáceho transformátora sa môžete zoznámiť v príslušnom článku:.
IN tento príklad zvážime možnosť výroby zváracieho stroja z mikrovlnného napájacieho zdroja. Treba si uvedomiť, že transformátorové zváranie musí mať dostatočný výkon, pre naše účely je vhodný zvárací stroj minimálne 4–5 kW. A keďže jeden mikrovlnný transformátor má len 1 - 1,2 kW, na vytvorenie aparatúry použijeme dva transformátory.
Ak to chcete urobiť, budete musieť vykonať nasledujúcu postupnosť akcií:
 Ryža. 2: odstráňte vysokonapäťové vinutie
Ryža. 2: odstráňte vysokonapäťové vinutie ponechanie len nízkeho napätia, v tomto prípade už nie je potrebné navíjanie primárnej cievky, keďže používate továrenskú.
- Odstráňte prúdové skraty z obvodu cievky na každom transformátore, čím sa zvýši výkon každého vinutia.
 Ryža. 3: odstráňte prúdové skraty
Ryža. 3: odstráňte prúdové skraty - Pre sekundárnu cievku vezmite medenú zbernicu s prierezom 10 mm 2 a naviňte ju na vopred vyrobený rám z akéhokoľvek materiálu, ktorý máte k dispozícii. Hlavná vec je, že tvar rámu opakuje rozmery jadra.
 Ryža. 4: naviňte sekundárne vinutie na rám
Ryža. 4: naviňte sekundárne vinutie na rám - Vytvorte dielektrické tesnenie pre primárne vinutie, akékoľvek nehorľavý materiál. Na dĺžku by to po zapojení magnetického obvodu malo stačiť na obe polovice.
 Ryža. 5: vytvorte dielektrickú podložku
Ryža. 5: vytvorte dielektrickú podložku - Umiestnite napájaciu cievku do magnetického jadra. Na upevnenie oboch polovíc jadra môžete použiť lepidlo alebo ich pritiahnuť akýmkoľvek dielektrickým materiálom.
 Ryža. 6: vložte cievku do magnetického jadra
Ryža. 6: vložte cievku do magnetického jadra - Pripojte výstupy primára k napájaciemu káblu a sekundárne k zváracím káblom.
 Ryža. 7: pripojte napájací kábel a káble
Ryža. 7: pripojte napájací kábel a káble
Na kábel nainštalujte držiak a elektródu s priemerom 4 - 5 mm. Priemer elektród sa volí v závislosti od sily elektrický prúd v sekundárnom vinutí zváračky, v našom príklade je to 140 - 200A. S ostatnými prevádzkovými parametrami sa charakteristika elektród zodpovedajúcim spôsobom mení.
V sekundárnom vinutí sa získalo 54 otáčok, aby bolo možné upraviť napätie na výstupe zariadenia, urobte dva odbočky zo 40 a 47 otáčok. To vám umožní upraviť prúd v sekundáre znížením alebo zvýšením počtu závitov. Rovnakú funkciu môže vykonávať rezistor, ale iba na spodnú stranu menovitej hodnoty.
DC
Takéto zariadenie sa líši od predchádzajúceho v stabilnejších charakteristikách. elektrický oblúk, keďže sa nezíska priamo zo sekundárneho vinutia transformátora, ale z polovodičového meniča s vyhladzovacím prvkom.
Ako vidíte, nie je potrebné navíjať transformátor, stačí upraviť obvod existujúceho zariadenia. Vďaka tomu bude môcť vyrábať rovnomernejší šev, variť nehrdzavejúcu oceľ a liatinu. Na výrobu budete potrebovať štyri výkonné diódy alebo tyristory, každá približne 200 A, dva kondenzátory s kapacitou 15 000 mikrofarád a tlmivku. Schéma zapojenia vyhladzovacieho zariadenia je znázornená na obrázku nižšie:
 Ryža. 9: schéma zapojenia vyhladzovacieho zariadenia
Ryža. 9: schéma zapojenia vyhladzovacieho zariadenia Proces zdokonaľovania elektrický obvod pozostáva z nasledujúcich etáp:

V dôsledku prehriatia transformátora počas prevádzky môžu diódy rýchlo zlyhať, takže potrebujú nútený odvod tepla.

Na pripojenie je lepšie použiť pocínované svorky, pretože nestratia svoju pôvodnú vodivosť vysokými prúdmi a neustálymi vibráciami.
 Ryža. 12: použite pocínované spony
Ryža. 12: použite pocínované spony Hrúbka drôtu sa volí v súlade s prevádzkovým prúdom sekundárneho vinutia.

Pri zváraní kovov s takýmto prístrojom je vždy potrebné kontrolovať ohrev nielen transformátora, ale aj usmerňovača. A po dosiahnutí kritická teplota pauza na ochladenie prvkov, inak zváracia jednotka pre domácich majstrov rýchlo zlyhá.
invertorové zariadenie
Je to pomerne komplikované zariadenie pre začínajúcich rádioamatérov. Rovnako náročný proces je výber potrebné prvky. Výhodou takéhoto zváracieho stroja sú výrazne menšie rozmery a nižší výkon, v porovnaní s klasickými zariadeniami možnosť realizácie a pod.
 Ryža. 14: schéma zapojenia impulznej jednotky
Ryža. 14: schéma zapojenia impulznej jednotky V prevádzke takýto obvod premieňa striedavé napätie zo siete na konštantné, potom pomocou impulznej jednotky vydáva prúd s vysokou amplitúdou do oblasti zvárania. Tým sa dosiahne relatívna úspora výkonu prístroja v pomere k jeho výkonu.
Štrukturálne obsahuje invertorový obvod zváracieho stroja nasledujúce prvky:
- diódový usmerňovač s kapacitným zásobníkom, predradníkom a systémom mäkkého štartu;
- riadiaci systém založený na budiči a dvoch tranzistoroch;
- výkonová časť riadiaceho tranzistora a výstupného transformátora;
- výstupná časť diód a tlmivky;
- chladiaci chladiaci systém;
- systém spätná väzba prúdom na ovládanie parametra na výstupe zváracieho stroja.
Pre budete musieť vietor sami výkonový transformátor, prúdový transformátor založený na feritovom krúžku. Pre most je lepšie použiť hotovú zostavu vysokorýchlostných polovodičových prvkov.
Bohužiaľ, väčšina ostatných položiek pravdepodobne nebude po ruke v garáži alebo doma, takže ich bude potrebné objednať alebo zakúpiť v špecializovaných predajniach. Z tohto dôvodu nebude montáž invertorovej jednotky vlastnými rukami stáť menej ako továrenská verzia, ale vzhľadom na čas strávený bude aj drahšia. Preto je pre zváranie invertorom lepšie zakúpiť hotový stroj so špecifikovanými prevádzkovými parametrami.