Výroba dyhy. DIY lúpací stroj Výroba preglejky
Pri stavbe modelov je často potrebné použiť dyhu rôzne hrúbky. Zvyčajne požadovaná hrúbka získaný brúsením pomocou huby s brúsnym papierom nalepeným na konci, vloženým do skľučovadla vŕtačka. Táto metóda je najdostupnejšia, má však niekoľko nevýhod: nízka produktivita, nemožnosť spracovať dyhu s hrúbkou menšou ako 0,5 mm, pretože v dôsledku rotácie huby sa dyha vyťahuje z rúk a láme, a napokon hlavnou nevýhodou je vysoké znečistenie ovzdušia drevným prachom . Ani s respirátorom nie je možné spracovať viac ako tri-štyri platne.
Mnou navrhnutá brúska, ktorá pracuje na princípe protifrézovania, je zbavená všetkých týchto nedostatkov. Bol vyrobený (okrem zváračské práce) v laboratóriu na modelovanie lietadiel. V jeho dizajne nie sú žiadne vzácne diely alebo materiály.
Všetky komponenty stroja sú osadené na podstavci, ktorým je hranol s rozmermi 200x265x340 mm, zvarený z oceľových uholníkov 40x40x4 mm. Okrem toho sú k základni privarené dve konzoly vyrobené z kanála č. 8 na upevnenie puzdier ložísk bubna.
Bubon (hlavné pracovné teleso) a jeho kladka sú odliate. Použitým materiálom je hliníková zliatina AL-25, z ktorej sú vyrobené piesty automobilové motory. Piesty sa tavia v muflovej peci a potom sa odlievajú do piesku. Otvory v bubne pre otočnú skrutkovú svorku plášťa a skrutku protizávažia musia byť vyvŕtané symetricky vzhľadom na jej os. Mimochodom, hmotnosť prvej (spolu so západkou „západky“) a hmotnosť druhej by mali byť rovnaké. V opačnom prípade sa v dôsledku nerovnováhy vyskytnú vibrácie, ktoré povedú k predčasnému opotrebovaniu ložísk a ovplyvnia výkon stroja.
Ložiskové puzdrá sú zvárané. Konečný rozmer pre ložiská v puzdrách je po zváraní vyvŕtaný. Bubon je poháňaný do rotácie pomocou pohonu klinovým remeňom od elektromotora s výkonom najmenej 300 W, s počtom otáčok za minútu od troch do päť tisíc, s pomerne veľkým rozbehovým momentom, keďže bubon má pomerne slušná hmotnosť, napriek tomu, že je vyrobený z hliníkovej zliatiny. Túto požiadavku spĺňajú komutátorové elektromotory. Na stroji som použil motor z domácej elektrickej leštičky.
Zásadne dôležité v dizajne, ktorý navrhujem brúska je prítomnosť odsávacieho systému vzduchu kontaminovaného pilinami a dreveným prachom. Tento systém robí stroj šetrným k životnému prostrediu a „pohodlnejším“ pri práci, pretože vám umožňuje zaobísť sa bez respirátora. Na odsávanie pilín slúži odstredivý ventilátor systému vykurovania interiéru vozidla, ktorý je inštalovaný na závitovom konci osi bubna. Tento „vysávač“ nie je vo výkone horší ako domáca jednotka.
Kryt ventilátora je pripevnený k ložiskovej konzole pomocou krídlových skrutiek, čo umožňuje jeho rýchle odstránenie v prípade potreby výmeny opotrebovanej kože. Na vypúšťacie potrubie je umiestnené hrubé látkové vrecko na zber pilín. Sací otvor plášťa ventilátora je spojený s dutinou plášťa bubna pomocou potrubia. Potrubie je nalepené zo sklolaminátu na penový polotovar, ktorý sa potom roztaví acetónom. Dutina plášťa bubna je tvorená dvoma sústrednými plášťami privarenými ku koncovým prírubovým platniam. Vnútorný môže byť zvarený prerušovaným švom a vonkajší musí byť zvarený súvislým švom, aby sa predišlo tlakovým stratám. Vzdialenosť medzi plášťami sa volí z podmienky, že plocha nasávacieho otvoru krytu ventilátora sa rovná ploche dvoch štrbín vytvorených plášťami. Piliny vyvrhnuté bubnom pri brúsení sú nasávané do prednej štrbiny a do zadnej štrbiny sú nasávané piliny, ktoré sú zachytávané brúsnym papierom a vyhadzované odstredivou silou bubna.
Plášte bubna a remeňového pohonu a plášť základne stroja sú vyrobené z oceľového plechu hrúbky 1,5 mm. Os bubna je opracovaná z ocele 30 a ostatné časti sú opracované z ocele 10.
Operácia vyplnenia kože je jednoduchá a celkom jasne znázornená na obrázku. Koža sa napína pomocou západkovej páky umiestnenej na štvorcovej časti otočnej skrutky-svorky kože a upevnenej v jednej z piatich polôh.
Stôl je vyrobený z oceľového plechu hrúbky 10 mm a má rozmery 180x350 mm. Jeho pracovná plocha by mala byť hladká, pokiaľ možno brúsená na povrchovej brúske. Stôl, zavesený na základni, sa zdvíha a spúšťa pomocou nastavovacej skrutky, čo umožňuje získať dyhu s hrúbkou 0,3 až 30 mm. Požadovaná veľkosť inštalované pomocou pravítka priskrutkovaného k základni. Pravítko je odstupňované pomocou meracích tyčí upnutých medzi bubon a stôl.
O dobrom výkone stroja výrečne svedčí fakt, že jedným prejazdom je možné odobrať „triesku“ až do hrúbky 1,5 mm.
Všetky fotografie z článku
Témou tohto článku je výroba preglejky. Zoznámime sa s celým cyklom jeho výroby – od odkôrnenia kmeňov stromov až po expedíciu hotový materiál do skladu. Okrem toho zistíme, či je možné vyrobiť preglejku doma.
Jednou z fáz výroby je podávanie guľatiny do lúpacieho stroja.
Výrobný cyklus
Pozostáva z niekoľkých etáp:
V niektorých fázach stojí za to ísť trochu podrobnejšie.
Príprava guľatiny
Z čoho sa vyrába preglejka počas celého výrobného cyklu?
- Z kmeňov ihličnatých a listnatých stromov;
- Vyrobené zo spojiva - lepidiel na báze umelých živíc.
Najtypickejšími materiálmi preglejky sú borovica a breza. O niečo menej často sa používajú jedľa, smrekovec, céder, smrek, topoľ, jelša, lipa, osika a buk.
Upozornenie: Preglejka z mäkkého dreva a preglejky z tvrdého dreva sa výrazne líšia mechanická pevnosť a vyrába sa podľa rôznych GOST - 3919.1-96 a 3919.2-96.
Pílené a odvetvené kmene sa zbavia kôry (zbavia sa kôry) a ručne alebo na priečnom rezacom stroji sa rozrežú na kusy rovnakej dĺžky. IN zimný čas Kmene sú vopred upravené v kúpeli s teplou vodou, aby mrazené drevo získalo potrebnú plasticitu.
Odkôrňovanie.
Zaoblenie a odlupovanie
Zvyčajne sa tieto dve operácie vykonávajú na rovnakom stroji.
Po prvé, obrobok má valcový tvar; potom sa z nej v zužujúcej sa špirále odstráni asi milimeter hrubá vrstva dreva. Zvyšné odrezky sa pri výrobe nepoužívajú.
Rezanie na listy
Sprevádza ho triedenie materiálu. Chybné oblasti listov sú vyrezané; pásy malej šírky (menej ako 1,5 m) možno použiť na zlepenie do celého listu.
Rezanie dýhy na listy a primárne triedenie.
Potom dyha prechádza cez lepiace valčeky, kde je potiahnutá spojivom.
Informácie: pri výrobe FC preglejky sa používa močovino-formaldehydová živica.
Technická tzv FSF preglejka lepené fenolformaldehydovými živicami, čo nám umožňuje klasifikovať túto výrobu ako škodlivú.
Sušenie lisom
Na sušenie plechov sa používa hydraulický lis na ohrev dosiek prehriatou parou.
Typická teplota sušenia je asi 200 stupňov.
Trvanie tejto časti cyklu sa pohybuje od 30 minút do 2 hodín v závislosti od hrúbky plechu.
Sušenie sa vykonáva intenzívne nútené vetranie priestory: ako už bolo spomenuté, formaldehyd nie je vôbec dobrý pre zdravie.
Vykladanie z lisu.
Orezávanie
Vysušená plachta vyzerá ako neupravený sendvič s nerovnými okrajmi. Aby sa zmenil na produkt pripravený na predaj, je orezaný na píle.
Upozorňujeme: podľa požiadaviek GOST musia byť okraje listu navzájom presne kolmé.
Predpätie nemôže byť väčšie ako 2 mm na lineárny meter.
Triedenie
Kvalita preglejky sa určuje vizuálne a v závislosti od vzhľad povrch, nám umožňuje zaradiť ho do jedného zo stupňov – od elitného po štvrtý.
Medzi hlavné poruchy patria:
- Živé a vypadávajúce uzly;
- Zlomené a neprerušené trhliny;
- Zdravé a bolestivé zmeny farby.
Cena listu sa v závislosti od odrody môže líšiť dvakrát alebo viackrát.
Za zmienku stoja najmä dve skutočnosti:
- Pre materiál triedy E (Elite) sú neprijateľné aj ostré farebné prechody a výrazné zmeny v štruktúre povrchovej vrstvy dyhy;
Fotografia vám umožňuje vyhodnotiť rozdiel medzi elitnými a inými odrodami.
- Delaminácia dyhy okamžite pošle plech do odpadu, bez ohľadu na kvalitu.
Skladovanie
Preglejková doska inštalovaná vertikálne alebo pod uhlom sa môže deformovať vlastnou váhou kvôli tekutosti živíc, ktoré viažu vrstvy dyhy.
Tiež: fermentácia môže zmeniť farbu vrchnej vrstvy pri jasnom slnečnom svetle.
Preto pokyny na skladovanie listov obsiahnuté v domácich normách vyžadujú, aby boli skladované presne definovaným spôsobom:
- v interiéri s konštantnou vlhkosťou;
- chránené pred priamym slnečným žiarením;
- vo vodorovnej polohe, umiestnené na paletách alebo podperách.
Sklad materiálu.
Špeciálny prípad
Aby sa predišlo nejasnostiam v terminológii, stojí za to vysvetliť jednu jemnosť. Na rozdiel od svojho názvu nemá perforovaná preglejka nič spoločné s dyhovým laminátom.
Toto je názov dosky HDF (drevovláknitá doska) vysoká hustota, tiež známy ako lisovaný sololit) s otvormi v pravidelných intervaloch. Materiál sa používa pri navrhovaní výkladov, ako výplne skríň a interiérových dverí atď.
Perforované HDF.
bláznivé ruky
Dá sa obyčajná preglejka vyrobiť v malej súkromnej dielni? Autor: plný cyklus- sotva, vybavenie potrebné na naparovanie, odkôrňovanie kmeňov a lúpanie dyhy je príliš veľké. Ale lepenie dyhy do hotových listov doma je celkom možné.
Prečo je to potrebné? Napríklad na výrobu strojárstva tzv parketová doska, pozostávajúce z FC preglejky s nalepenou vrstvou dyhy z tvrdého dreva.
Najzrejmejší spôsob opravy domácky priemysel- kúpiť lepiace valčeky a lis, pretože použité zariadenie na výrobu preglejky je cenovo dostupné. Ak však vyrábate preglejku vlastnými rukami nie na predaj, ale výlučne na účely opráv v vlastný dom, proste sa to neoplatí.
Plán „B“ pozostáva z lepenia dyhy za studena na hotovú dosku preglejky:
Lepenie preglejky s ušľachtilou drevenou dyhou.
- Doska položená na rovnej podložke aj zadná strana dyhy sú potiahnuté PVA lepidlom;
- Dyha sa položí na povrch plechu a vyhladí;
- Obrobok sa pritlačí doskou hrubej (22 - 27 mm) preglejky a zaťaží sa hmotnosťou 300 - 400 kg, rozloženou čo najrovnomernejšie po celej ploche.
Úplné vyschnutie lepidla bude trvať asi deň.
Po uplynutí tejto doby sa list rozreže na dosky požadovanej veľkosti pomocou bežnej stacionárnej kotúčovej píly.
Potom fréza alebo manuálna mraznička pri dreve s vodidlom sa používa na skosenie hĺbky asi milimetra.
Vzhľad výsledného materiálu nebude horší ako zakúpené parkety.
Pozor: takto vyrobené parkety je možné z pochopiteľných dôvodov položiť len lepidlom.
Pri absencii klikacích zámkov nie je reč o plávajúcej inštalácii.
Záver
Zdroj: https://rubankom.com/materialy/proizvodnye/fanera/1917-kak-delaut-faneru
Dýhovací stroj
Drahé druhy dreva sú vynikajúcimi surovinami na výrobu nábytku, ale nie všetci ľudia si môžu dovoliť také drahé výrobky.
S cieľom ušetriť cenné druhy dreva a znížiť náklady na konečný výrobok bola vynájdená dyha. Tento materiál je dnes mimoriadne obľúbený na obklady nábytku.
Dyha 100% opakuje vzor, textúru a odtieň prírodného dreva.
Na výrobu dyhy používajú továrne špeciálne stroje. Dyha môže byť:
- olúpané
- hobľované
- rezané
V súlade s tým existujú tri typy strojov na výrobu dyhy.
Lúpací stroj na výrobu dýh
Na realizáciu lúpania dyhy musí byť surovina predbežne upravená parou, aby sa zvýšila ťažnosť.
Potom sa polená privedú do odkôrňovacieho stroja, kde sa z obrobku odstráni kôra spolu so špinou a pieskom, ktoré často spôsobujú rýchle otupenie lúpacích nožov.
Pomocou píly sa polená narežú na polená určitej dĺžky. Churak musí byť najskôr zaoblený, potom môžete začať lúpať.
Pás dyhy, ktorý vychádza zo škrabky, je umiestnený na dopravníku, ktorý ho privádza k nožniciam. Nožnice strihajú dyhu na listy požadovaného formátu.
Pozdĺž dopravníka sa dyha ukladá do zväzku, ktorý sa vyberá spod nožníc a pomocou elektrického nakladača dodáva do sušiarne.
Produkt sa suší vo valcovej sušiarni, potom sa triedi na dopravníku a dáva do zväzkov podľa triedy. Chybné listy je možné zlepiť. Ak sú na listoch uzly, posielajú sa do stroja na opravu dyhy, kde sa chyby odstránia a ozdobia sa dyhovými vložkami.
Tento dyhovací stroj vám umožňuje získať listový materiál hrúbka od 1,5 do 5 mm z rôznych druhov reziva.
Väčšina strojov má systém, ktorý vám umožňuje automaticky nainštalovať protokol na následné spracovanie.
Pre zvýšenie produktivity a pohodlia obsluhy sú stroje vybavené hydraulickými zdvíhačmi-vyhľadávače stredov, ktoré sami určujú vhodnú os otáčania obrobku a kombinujú ju s osou otáčania centrovacích hriadeľov.
Lúpanie napareného dreva sa používa na rezivo z borovice, jelše a brezy. Preglejka je vyrobená z lúpanej dyhy.
Hobľovací stroj na dýhu
V prvom rade sa hrebene podrobia priečnemu rezu. Počas tohto postupu sa hrebene rozrežú na kusy požadovanej dĺžky.
Všetky časti sú rezané pozdĺžne, výsledkom čoho je obojstranný lúč. Niekedy je pílená na polovicu.
Potom sa vane podrobia tepelnému spracovaniu v naparovacej komore alebo autokláve.
Odtieň a vzor dreva sa musia zhodovať v každej súprave.
Z tohto dôvodu sa listy dyhy, ktoré sa získajú z každej dosky počas hobľovania, skladajú, sušia a balia do zväzkov presne v poradí, v akom vychádzali. hoblík.
Keď sú súčasne hobľované tri vane, dyha z každého z nich sa skladá do troch rôznych zväzkov. Zväzok dyhy, ktorý je dokončený, vysušený, zabalený a zviazaný špagátom, sa nazýva knol.
Stroj na výrobu dyhy vám umožňuje vytvárať tenké dosky z drahých druhov dreva, ktoré majú nezvyčajnú štruktúru. Tento materiál je vynikajúci na dyhovanie. Spôsoby výroby dýhy:
- radiálne
- tangenciálny
- radiálno-tangenciálne
- tangenciálny koniec.
Najatraktívnejšou surovinou na výrobu dyhy je dubové drevo. Táto dyha sa používa na obklady rustikálneho nábytku v luxusnom segmente.
Okrem dubovej dyhy nájdete v špecializovaných predajniach materiály javor, buk, lipa, mahagón.
Stroj na zošívanie dýhy
Dyha je rezaná pomocou špecializovaných strojov. Má pomerne tenkú a krehkú štruktúru.
Aby bolo možné povrch dokončiť dyhou, musí sa spojiť, aby sa získal plát, ktorý sa zvinie do roliek.
Dyha sa spája dvoma spôsobmi:
Tieto metódy sú rovnako populárne v výroba nábytku. Šitie dýhy sa realizuje na stroji resp manuálne.
Pre malé dielne boli vyvinuté ručné zariadenia na lepenie alebo zošívanie dyhy.
Pomocou špeciálneho zariadenia sa lepidlo alebo tepelná niť zahrieva a nanáša cik-cak na hlavnú stranu.
Stroje na zošívanie dyhy sú dnes malé zariadenia, ktoré fungujú autonómne. Takýto stroj ovláda jeden špecialista. Všetky práce sa robia jasne, efektívne a dostatočne rýchlo.
Ručné šitie je čoraz menej bežné, hlavne v starožitných, reštaurátorských a dizajnérskych dielňach.
Surovinou na výrobu dýhy a preglejky sú guľatiny a ich časti (churaks), ktoré spĺňajú určité rozmerové a kvalitatívne požiadavky.
Pre laminovanú preglejku sa používajú bloky s dĺžkou od 0,8 do 3,2 m a pre krájanú dyhu - od 1,5 m a viac.
Rozmery prierezu suroviny nemajú zásadný význam. Minimálna prípustná veľkosť je určená ekonomickou realizovateľnosťou vývoja surovín a maximálna prípustná veľkosť je určená veľkosťou zariadenia. Je zvykom používať suroviny s priemerom 18 cm a viac, na krájanú dyhu - 22...26 cm a viac.
Požiadavky na kvalitu sa týkajú obmedzenia chýb dreva (uzly, abnormálne sfarbenie a hniloba, praskliny, červotoče atď.) a tvarových chýb (predovšetkým zakrivenie).
Používajú sa tieto druhy dreva:
- na výrobu vrstvenej preglejky - breza, jelša, buk, lipa, osika, borovica, smrek, céder, jedľa, smrekovec;
- na výrobu dreva laminovaných plastov - breza;
- na výrobu krájanej dýhy - dub, buk, orech, javor, jaseň, brest, gaštan, platan, aksamit, jabloň, hruška, topoľ, čerešňa, akácia biela, breza, jelša.
Obstarávanie, dodávka a skladovanie surovín (guľatiny) v továrňach na preglejky sa vykonávajú pomocou metód podobných tým, ktoré už boli diskutované. Príprava surovín na výrobu dýh zahŕňa rezanie guľatiny na guľatinu, hydrotermálnu úpravu a odkôrňovanie.
1. Rezanie hrebeňov do churaki
Existujú tri spôsoby rezania:
- najväčšou hmotnosťou,
- pre úrodu najvyššej kvality
- kombinované.
Cieľom prvej metódy je získať z každého hrebeňa guľatinu s najväčšou kubatúrou bez ohľadu na ich kvalitu. Pri rezaní podľa druhej metódy je cieľom získať churaki vysokej kvality bez ohľadu na to objemový výstup. Obe tieto metódy sú čistej forme neuplatňujú. Odporúča sa kombinovaná metóda, ktorá je založená na získaní maximálnej hmotnosti pri zachovaní najvyššej kvality výťažku.
Krížové rezanie surovín pozostáva z dvoch operácií, v praxi zvyčajne kombinovaných – označovanie hrebeňov a ich pílenie na polená.
Označenie pozostáva z určenia čiar rezu na hrebeni, pričom sa berie do úvahy vyrezanie chybných miest s cieľom získať najväčší počet najkvalitnejší churak at najmenšie straty drevo
Rez je potrebné vykonať s prísnym dodržaním kolmosti reznej roviny na os kmeňa a správnej dĺžky bloku.
V závislosti od veľkosti sa hrebene režú pomocou kotúčových píl (TsPS-710 (Rusko) (obr. 1)) resp. kyvadlové stroje(TsMZ, TsME-2, TsME-3K (Rusko) (obr. 2)), krížové píly s priamočiarymi pílami alebo reťazovými pílami.
Ryža. 1.

Ryža. 2.
Na rezanie surovín s priemerom 70 až 150 cm je k dispozícii stroj „líščí chvost“ s vratným pohybom píly.
Celková strata dreva pri rezaní polien na polená je 1-3% v závislosti od druhu dreva.
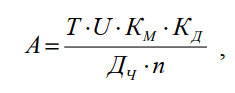
Produktivita kotúčových píl v blokoch za zmenu (A, bloky/cm) je určená vzorcom:
 (1)
(1)
kde T je trvanie zmeny, min; U – rýchlosť posuvu píly, m/min; K M – koeficient využitia počítačového času; K D – faktor využitia pracovného času; D H – priemer bloku, m; n – priemerný počet rezov na blok.
Polená sa narežú na polená s prídavkom pozdĺž dĺžky na spracovanie.
Na získanie preglejky s rozmermi 1525 x 1525 mm sa pripraví blok dlhý 1600 mm, to znamená s prídavkom 75...80 mm.
2. Hydrotermálna úprava dreva
Počas procesu lúpania a hobľovania dyhy v nej naprieč vláknami vznikajú ťahové napätia, ktorých veľkosť možno určiť podľa vzorca σ, MPa):
 (2)
(2)
kde E je modul pružnosti dyhy naprieč drevenými vláknami; S – hrúbka dyhy; R – polomer bloku.
Technológia rezania sa považuje za proces získavania tenkej vrstvy dreva, ktorá musí byť hustá a hladká (nemať praskliny).
Počas procesu rezania sa odstraňovaná vrstva ohýba a mení svoj pôvodný tvar, v dôsledku čoho sú možné praskliny na ľavej napnutej strane dyhy.
Aby sa zabránilo vzniku trhlín, deformovateľnosť dreva sa umelo zvyšuje. Na tento účel sa churaki a vanch podrobia hydrotermálnej úprave (zvlhčovanie a zahrievanie).
Čím vyššia je vlhkosť dreva, tým väčšia je jeho ťažnosť. Suché drevo má výraznú krehkosť.
Zahrievanie dreva (do určitej hranice) dáva vláknam dobré plastické vlastnosti. Vysoké teploty majú negatívny vplyv na kvalitu dyhy, pretože v dôsledku silného mäknutia vlákien pri rezaní vzniká „chlpatý“ povrch.
- Breza, buk, jelša – 20...30 o C,
- Lipa, osika - 15...20 o C,
- Mahagón – 30...40 o C,
- Smrek – 20 o C,
- Borovica – 40 o C,
- Smrekovec – 50 o C,
- Popol – 50 o C.
Hydrotermálna úprava sa môže vykonávať zahrievaním vo vode: varením alebo parou.
Varenie sa vykonáva v horúcej alebo teplej vode v špeciálnych bazénoch (otvorených a uzavretých), vybavených mechanizmami na nakladanie a vykladanie churaku (obr. 3). Táto metóda je jednoduchá a nevyžaduje veľké náklady na jej organizáciu, používa sa hlavne na peeling.
Parenie sa používa hlavne pri výrobe krájanej dyhy, kedy je varenie neprípustné z dôvodu zmeny farby dreva. Naparovanie sa vykonáva v autoklávoch, parných komorách a šachtách.
Hydrotermálna úprava pred peelingom môže byť vykonaná pomocou mäkkého a tvrdého režimu.
Mäkký - teplota 35...40 o C, doba ohrevu 2...3 dni, tvrdý - teplota 70...80 o C, doba ohrevu 2...15 hodín.

Ryža. 3. 1 – vyhadzovač; 2 – nakladací dopravník; 3 – hrebeňové uloženie; 4 – kryt; 5 – úchop; 6 – deliaca skriňa; 7 – stena; 8 – kohútik; 9 – mobilná prebíjačka; 10 – vykladací dopravník
Hydrotermálna úprava pred hobľovaním sa vykonáva dlhší čas: teplota nasýtenej pary 120...130 o C, doba úpravy 4...10 hodín.
Trvanie hydrotermálnej úpravy vo všeobecnosti závisí od priemeru bloku, druhu dreva, teploty vykurovacieho média, počiatočnej a konečnej teploty dreva.
3. Skarifikácia
Skarifikácia– Odstránenie kôry z kmeňov pred lúpaním chráni rezný nástroj pred otupením a poškodením, znižuje jeho opotrebovanie a tiež zvyšuje produktivitu lúpacieho stroja.
Hlavnými požiadavkami na proces odkôrňovania sú čistota a zachovanie beľovej časti dreva churak (odstrániť by sa mala iba kôra a lyko).
Suroviny sa odkôrňujú na rôznych typoch odkôrňovacích strojov (OK63-1F, OK80-1, 2OK63-1 (Rusko), Valon Kone VK-26 (Fínsko)) alebo na lúpacích strojoch zjednodušenej konštrukcie.
Hodinová produktivita rotačných odkôrňovacích strojov (A, m 3 / hod) je určená vzorcom:
 , (3)
, (3)
kde V je objem hrebeňa priemernej d, m 3; K z – koeficient zaťaženia stroja; L – dĺžka hrebeňa, m.
Na odkôrňovanie tvrdého dreva a veľké veľkosti Najvhodnejší ručný elektrický frézovací nástroj. Rýchlosť otáčania jeho nožovej hlavy je 1500 min -1. Maximálna hrúbka odstránenej vrstvy je 15 mm.
Lúpanie na lúpacích strojoch sa vykonáva s vytiahnutým pravítkom, to znamená bez krimpovania. Vyrába sa na lúpacom stroji špeciálne určenom na tento účel a potom sa polená premiestňujú do iných lúpacích strojov na spracovanie.
Pomocou tejto metódy sa odkôrňovanie kombinuje s rezaním na valec. Výsledné čiastkové dyhy sa strihajú pomocou gilotínových nožníc priamo na stroji. Výhody túto metódu sú dodatočný výber surovín vo forme kusov, menšie opotrebovanie (tuposť) noža, zvýšená produktivita lúpacích strojov. Nevýhodou je zvýšená výťažnosť kusov pri opätovnom vložení bloku do lúpacieho stroja.
Druhý spôsob spočíva v tom, že operácia odkôrňovania sa kombinuje priamo s lúpaním na tom istom stroji, to znamená, že sa odkôrnený blok neodstráni. Aby sa predišlo rýchlemu otupeniu noža, churaki sa predtým dôkladne umyje.
4. Lúpanie dyhy
Lúpanie dyhy - toto je proces rezania dreva, kedy sa bloku udeľuje rotačný pohyb a rezací nástroj– translačný v smere osi otáčania bloku. Proces získania tenkej pásky je podobný ako pri odvíjaní rolky papiera (obr. 4). Rýchlosť rezania je premenlivá hodnota, pretože počet otáčok bloku je konštantný a priemer bloku sa počas procesu lúpania zmenšuje. Blok sa upína medzi vretená stroja ich axiálnym pohybom. Rotačný pohyb vretien sa získava z elektromotora. Nôž je namontovaný na podpere, ktorej pohyb sa vykonáva pomocou podávacieho mechanizmu. Maximálna dĺžka opracovávaného bloku (šírka dyhového pásu) závisí od vzdialenosti medzi upínacími čeľusťami. Pre moderné stroje je to v rozmedzí 500...5000 mm. Najväčší priemer spracovaných blokov závisí od výšky stredov vretien nad lôžkom. V moderných strojoch je to 400...2000 mm.


Ryža. 4.
Po odlúpnutí bloku zostane odpad vo forme valca, nazývaného ceruzka, ktorého priemer závisí od priemeru upínacích čeľustí. Na zmenšenie priemeru ceruzky sú vačky vyrobené teleskopicky. Na začiatku procesu odlupovania sa blok upne vonkajšími vačkami s priemerom 100...110 mm a potom na konci procesu sa upnutie vykoná vnútornými vačkami s priemerom 55... 65 mm.
Hrúbka dyhy je množstvo posuvu noža na otáčku vretena. V najnovších modeloch strojov môže byť rozsah hrúbky v rozmedzí 0,05...5 mm.
Pri voľnom rezaní dreva vznikajú na ľavej strane dyhy privrátenej k tvárnici praskliny a nepravidelnosti.
Na ich odstránenie sa dyha krimpuje pomocou prítlačného pravítka, ktoré je inštalované tak, aby tlak, ktorý vytvára, smeroval cez reznú hranu noža. V tomto prípade medzera medzi nožom a pravítkom nesmie byť menšia ako vypočítaná hrúbka dyhy. Stupeň kompresie (Δ, %) možno určiť podľa vzorca:
 , (4)
, (4)
kde S je odhadovaná hrúbka dyhy, mm; S 0 – vzdialenosť medzi nožom a prítlačným pravítkom, mm.
Pre zabezpečenie požadovanej kvality dyhy je potrebné dodržať stupeň krimpovania v rozmedzí 10...30% v závislosti od druhu dreva, hrúbky dyhy a teploty bloku.
Pri lúpaní bloku sa rozlišujú štyri zóny (obr. 5):
Objem dreva v každej zóne možno charakterizovať nasledujúcimi číslami: kazová zóna - 20...23%; zóna dlhých kusov – 4…5 %; celoplošná dyhová zóna – 57...59%; zóna ceruzky – 15...17 %.

Ryža. 5. 1 – chybná zóna, čo je dôsledok nepravidelný tvar churaka; 2 – zóna dlhých kusov, čo je dôsledok nesprávnej montáže bloku medzi vretená stroja 3 – zóna celodĺžkovej dyhy; 4 – zóna ceruzky
V prípade lúpania dreva na stroji vybavenom centrovacím zariadením, užitočná cesta von(q, m 3) možno určiť podľa vzorca:
 (5)
(5)
kde d h – priemer bloku, m; dк – priemer ceruzky, m; l h – dĺžka bloku, m; Kv je koeficient výťažnosti surovej dyhy z bloku.
Objem bloku, ktorý zostane po odlúpnutí (q h, m 3), je určený vzorcom:
 (6)
(6)
Objem defektu z jedného bloku (Q, m3) je určený vzorcom:
 (7)
(7)
kde q h je objem bloku, m 3.
Výťažnosť dyhy je vyjadrená ako percento objemu bloku:
 (8)
(8)
Kusová dyha, vytvorená v počiatočnom štádiu lúpania, sa používa na výrobu preglejky malých rozmerov alebo jadier z preglejky plnej veľkosti. Minimálna dĺžka vybraných kusov je 0,8 m, minimálna šírka je 0,13 m. Správna organizácia výber kusov zvyšuje výťažnosť dyhy o 4...4,5%. V súčasnosti sú najpoužívanejšie lúpacie stroje značky LU 17-4, LU 17-10, SL-800, SL-1600 (Rusko) (obr. 6); SF 2350 (Taliansko); Tokyo Pleetwood MK (Japonsko); MQW2314/35B2 (Čína).

Ryža. 6.
Dyha získaná lúpaním bloku má tvar pásu, ktorého šírka sa rovná dĺžke bloku a dĺžka závisí od priemeru bloku a hrúbky dyhy.
Na výstupe z lúpacieho stroja sa pás dyhy rozreže na samostatné pásy, ktorých šírka je určená výrazom:
![]() (9)
(9)
kde Vf je šírka hotového preglejkového listu, mm; Δ 0 – prídavok na rezanie (75…80) mm; Δ у – prídavok na zmrštenie v závislosti od druhu dreva a veľkosti plechu, mm.
5. Rezanie pásikov dyhy
Rezanie dýhových pásikov vykonávané nožnicami rôzne druhy(NF-18; NF-1803, SL-1700, APL od fínskej firmy “Raute”), vybavený zariadením na stohovanie dýh. Spravidla je do poloautomatickej výrobnej linky zabudovaný lúpací stroj a nožnice: lúpanie - rezanie - kladenie dýhy (LUR 17-3 pozostáva z LU 17-4 a NF 18-3) (obr. 7).

Ryža. 7.
6. Sušenie dyhy
Pri lepení by dyha mala mať vlhkosť 6...12%. Preto sa dyha suší ihneď po opustení oddelenia lúpania.
Vzhľadom na malú hrúbku dyhy sú napätia v nej vznikajúce nevýznamné. To znamená, že sušenie sa môže uskutočňovať za prísnejších podmienok ako rezivo.
Existujú tieto spôsoby dodávania tepla do sušenej dyhy: vedenie, prúdenie, vedenie-konvekcia a žiarenie.
Pri vodivej metóde dochádza k prenosu tepla na sušený materiál v dôsledku jeho kontaktu s vyhrievaným telesom. Tento spôsob sušenia sa používa v takzvaných „dýchacích“ lisoch. Pravidelne sa otvárajú, aby sa uvoľnila para a v súčasnosti sa prakticky nepoužívajú.
Pri konvekčnej metóde sa prenos tepla uskutočňuje cez sušiace činidlo: horúci vzduch alebo spaliny. Táto metóda sa používa v pásových sušičkách (komora, v ktorej cirkuluje vzduch). Dyha sa pohybuje po špeciálne tkaných drôtených pásoch, ktoré sú poháňané špeciálnym pohonom. Teplota sušiaceho prostriedku je 60...120 o C, rýchlosť vzduchu je 0,9...1,1 m/s, doba sušenia je 20...90 minút.
Pri vodivo-konvekčnej metóde sa teplo prenáša dvoma spôsobmi naraz. Na tomto princípe fungujú valcové sušičky - komory, vo vnútri ktorých sú valce umiestnené v niekoľkých radoch na výšku.
S radiačnou metódou termálna energia sa v médiu šíri vo forme elektromagnetických kmitov v infračervenej oblasti. IR lúče sú schopné zahriať povrch dreva do hĺbky 1-2 mm. V praxi sa používajú žiariče s teplotou 130-250 °C.
Najrozšírenejšie sú dnes kombinované sušiace jednotky, kde hlavným typom prenosu tepla je konvekcia s podielom kontaktného ohrevu. Ide o valcové sušičky s parným alebo plynovým ohrevom. Ide o kontinuálne sušiarne, v ktorých sa dyhové dosky pohybujú z mokrého na suchý koniec systémom poháňaných párových valcov. Podľa princípu cirkulácie sušiaceho prostriedku sú sušiarne k dispozícii s pozdĺžnym, priečnym obehom a s dýzovým otryskávaním kolmým na rovinu dýh.
Parné valcové sušičky typu SUR (SUR-4, SUR-5 (Rusko) (obr. 9), „Raute“ (Fínsko)) pozostávajú z nakladacej police s hnacími valcami, ôsmich sušiacich sekcií, jednej chladiacej sekcie a vykladacej polica z piatich plochých políc Posuv dýhy tvoria rady párových valcov otáčajúcich sa v opačných smeroch (obr. 8).

Ryža. 8. 1 – dyha listy; 2 – horné hnané valce; 3 – spodné hnacie kladky; 4 – ohrievače vzduchu
Parné sušičky s tryskovým prúdom (SUR-8 (Rusko), VMS "Raute" (Fínsko)) sú typom sušičky pary. Líšia sa tým, že teplo sa prenáša na dyhu nielen z vonkajších ohrievačov, ale aj z povrchu rúr namontovaných v dýzových boxoch. Intenzita sušenia v takýchto sušičkách sa pri zachovaní všetkých ostatných parametrov zvyšuje 2-3 krát v porovnaní s intenzitou sušenia v sušičkách s pozdĺžnou a priečnou cirkuláciou vzduchu.

Ryža. 9.
Plynové valcové sušičky (SRG-25, SRG-25M, SRG-50 (Rusko), YST-480 „Raute“ (Fínsko)) sa líšia od parných vo viacerých vysoká teplota sušiaci prostriedok (250...300 o C) v dôsledku použitia zmesi spalín a vzduchu. Na tento účel sú sušičky vybavené ohniskami, kde sa spaľuje pevné, kvapalné alebo plynné palivo a spaliny sa zmiešajú s atmosférický vzduch priamo privádzané do sušiacej zóny. Preto plynové sušičky nemajú ohrievače a s rovnakým rámom je možné vytvoriť osem poschodí namiesto piatich.
Pásové (sieťové) sušiarne (parná valcová sušička SuShL) sa používajú najmä na sušenie dýhy vo forme súvislého pásu a sú inštalované na linke lúpania-sušenie-rezanie-triedenie dýhy. Výhodou tejto metódy je, že straty dyhy pri rezaní a preprave v suchej forme sa znížia o 3...5% a náklady na prácu sa znížia 2...2,5 krát.
Kontaktné sušiarne sú založené na princípe prenosu tepla na dyhu kontaktom s vyhrievanými platňami. Medzi sušičky tohto typu patrí predovšetkým dýchací lis (SUD-4, SUD-7 (Rusko)).
Sušička so striedavým usporiadaním valcov zaberá menej výrobného priestoru a umožňuje vám udržať produktivitu s menšou námahou.
Dĺžka sušenia závisí od teploty sušiaceho prostriedku, rýchlosti cirkulácie, hrúbky dyhy, druhu dreva, počiatočnej a konečnej vlhkosti dyhy. Typicky je teplota sušiaceho činidla v parných sušičkách 80...150, v plynových sušičkách - 160...300 o C; rýchlosť vzduchu 1,7...2,5 m/s; Doba schnutia 3…15 min.
Produktivita valcových a pásových sušičiek (A, m 3 /zmena) je určená vzorcom:
 (10)
(10)
kde m je počet dyhových listov na 1 poschodie; n – počet podlaží; L – celková pracovná dĺžka sušičky, m; b – šírka suchého dyhového listu; S – hrúbka dyhy, mm; T – doba prevádzky sušiča v minútach; K p - koeficient, ktorý zohľadňuje prechod zo sušiacej dyhy jedného typu na druhý (K p = 0,9 – 1,0); Kz – faktor plnenia sušiča po dĺžke, (Kz = 0,96 – 0,98); Kin – faktor využitia pracovného času; Z 1 – dĺžka prechodu dyhy sušiakom, min.
Po vysušení sa dyha triedi.
7. Triedenie dýh
Triedenie dýh možno vykonávať priamo v sušiarňach, na dopravníkoch, ktoré presúvajú dyhu do podzemných miest, ako aj na špeciálne na to určené plochy. Pre mechanizáciu prevádzky triediacich hromád dýh zo sušiarní bol vyvinutý suchý triedič dýhy SSh-3. Systém rozpozná tmavé škvrny na dýhe, určí ich počet, veľkosť, plochu a výsledok porovná s normami dostupnými v jeho pamäti, na základe čoho sa rozhodne o priradení tej či onej triedy.
Triedu dyhy možno zvýšiť opravou. Operácia sa vykonáva na strojoch na opravu dýh značiek PSh, PSh - 2A, PSh-2AM (obr. 10) atď. Oprava spočíva vo vyrezaní defektov z plechu a vložení záplat zdravého dreva na ich miesto. Náplasť by mala lícovať s presahom 0,1...0,2 mm.

Ryža. 10.
Dýhové kusy vytvorené na začiatku lúpania je vhodné spájať do plátov plnej veľkosti metódou spájania (lepiacou páskou, lepiacou niťou). Na spájanie dýhových pásov sa používajú stroje na olepovanie hrán RS-5, RS-7, RS-9, RSP-2 (Rusko) atď.
Dyhovanie dreveného podkladu sa nazýva aj dyhovanie. Dyhovanie, presne povedané, dyhovanie, zahŕňa lepenie tenkých dosiek z dreva, dyhy, na drevenú základňu. Základom sú stoly, dvere, skrine, steny a iné drevené povrchy. O tom, aké typy dyhovania existujú, prečo to urobiť a ako to urobiť sami, vám povieme podrobnejšie v článku.
Prečo je nábytok dyhovaný?
Dyha je tenký list dreva, zvyčajne z cenných druhov. Dyha sa používa na výrobu obyčajného, lacného stromu vo všetkých vonkajších podobách hodnotného a drahého druhu.
V dôsledku toho je cena dyhovaného nábytku niekoľkonásobne nižšia ako cena masívneho dreva cenných druhov. A vzhľad nie je prakticky v žiadnom prípade horší ako druhý.

Okrem nákladových výhod poskytuje použitie dyhy bohaté možnosti dizajnu. Môžete ich aj prelepiť starý nábytok, čím do nej vdýchne druhý život.
Aké sú druhy dyhovania?
Hlavné typy dyhy alebo dyhy sú tri typy. A to horúce, studené a membránové dyhovanie.
Najdostupnejšia metóda pre domáce použitie, je metóda dýhovania za tepla. Tu je dyha prilepená k základni lepidlom.

Ďalšie dva typy dyhovania – studená a membránová – vyžadujú špeciálne stroje a iné výrobné zariadenia. Takže studená dyha je lisovanie dyhy na základňu. Na tento účel sa používajú lisovacie stroje alebo skrutkové svorky.
Membránová dyha sa vykonáva na zložitých reliéfnych povrchoch. A je založená na vákuovom spájaní hladkých a štruktúrovaných dosiek a dyhy

DIY proces dyhovania
Ako sme už povedali, najviac prístupným spôsobom, pre domáce použitie, je dyhovanie za tepla. Na prácu budete potrebovať nasledujúce základné materiály a nástroje zo zoznamu:
- Základ na dyhovanie
- Drevená dyha
- Preglejkový nôž
- PVA lepidlo
- Prázdny list papiera
- Valček alebo drevený blok, na škárovanie dyhy
- Brúsny papier
- Železo, čím ťažšie, tým lepšie
- Rezačka
Prípravné práce
Predtým, ako začnete s dyhou, musíte najprv pripraviť dyhu. Dyha je prírodného pôvodu, často zvinutá do roliek. Dyha môže byť tiež pokrčená a pod.
Ak chcete dať dyhu správna poloha, navlhčite ju navlhčenou vodou, špongiou a vložte medzi dva listy preglejky. Ak chcete odstrániť prebytočnú vlhkosť, vložte medzi preglejku a dyhu baliaci papier na obe strany dyhy.

Najčastejšie sa hobľovaná dyha používa na konečnú úpravu nábytku. Ide o úzke, ale dlhé obliečky. Šírka krájanej dyhy spravidla nie je širšia ako 30 centimetrov.
Preto po vyrovnaní a odstránení prebytočnej vlhkosti z povrchu dyhy pláty narežeme na požadovanú dĺžku. Ak chcete napríklad zakryť stôl, potom by dyha mala mierne vyčnievať z okrajov základne. Prebytok sa na konci procesu dyhovania môže odrezať alebo obrúsiť.

Mimochodom, nestrihajte dyhu nožom alebo nožnicami. Dyha môže prasknúť a je nerovnomerne rezaná s týmito zariadeniami. Na rezanie dyhy použite preglejkový nôž alebo hoblík.
Lepenie dyhy a základne
Na dyhu a základňu naneste lepidlo PVA. Natrite základnú plochu základňou. Najlepšie je natrieť lepidlom dvakrát. Prvú vrstvu lepidla vysušte, kým nie je takmer úplne suchá, takže lepidlo prakticky prestane lepiť. Druhú vrstvu vysušte, kým nebude nelepivá.
Ďalším krokom je zahriatie žehličky na 50 stupňov. Toto je približne priemerná teplota žehličky. A dyhu vyžehlite cez list bieleho papiera. Po prejdení žehličky ihneď začneme vtierať dyhu a základ pomocou valčeka alebo bloku.
Drahé druhy dreva sú vynikajúcimi surovinami na výrobu nábytku, ale nie všetci ľudia si môžu dovoliť také drahé výrobky. S cieľom ušetriť cenné druhy dreva a znížiť náklady na konečný výrobok bola vynájdená dyha. Tento materiál je dnes mimoriadne obľúbený na obklady nábytku. Dyha 100% opakuje vzor, textúru a odtieň prírodného dreva.
Na výrobu dyhy používajú továrne špeciálne stroje. Dyha môže byť:
V súlade s tým existujú tri typy strojov na výrobu dyhy.
Lúpací stroj na výrobu dýh
Na realizáciu lúpania dyhy musí byť surovina predbežne upravená parou, aby sa zvýšila ťažnosť. Potom sa polená privedú do odkôrňovacieho stroja, kde sa z obrobku odstráni kôra spolu so špinou a pieskom, ktoré často spôsobujú rýchle otupenie lúpacích nožov. Pomocou píly sa polená narežú na polená určitej dĺžky. Churak musí byť najskôr zaoblený, potom môžete začať lúpať. Pás dyhy, ktorý vychádza zo škrabky, je umiestnený na dopravníku, ktorý ho privádza k nožniciam. Nožnice strihajú dyhu na listy požadovaného formátu. Pozdĺž dopravníka sa dyha ukladá do zväzku, ktorý sa vyberá spod nožníc a pomocou elektrického nakladača dodáva do sušiarne. Produkt sa suší vo valcovej sušiarni, potom sa triedi na dopravníku a dáva do zväzkov podľa triedy. Chybné listy je možné zlepiť. Ak sú na listoch uzly, posielajú sa do stroja na opravu dyhy, kde sa chyby odstránia a ozdobia sa dyhovými vložkami.
 Tento dýhovací stroj umožňuje vyrábať plošný materiál s hrúbkou 1,5 až 5 mm z rôznych druhov reziva. Väčšina strojov má systém, ktorý vám umožňuje automaticky nainštalovať protokol na následné spracovanie.
Tento dýhovací stroj umožňuje vyrábať plošný materiál s hrúbkou 1,5 až 5 mm z rôznych druhov reziva. Väčšina strojov má systém, ktorý vám umožňuje automaticky nainštalovať protokol na následné spracovanie.
Pre zvýšenie produktivity a pohodlia obsluhy sú stroje vybavené hydraulickými zdvíhačmi-vyhľadávače stredov, ktoré sami určujú vhodnú os otáčania obrobku a kombinujú ju s osou otáčania centrovacích hriadeľov.
Lúpanie napareného dreva sa používa na rezivo z borovice, jelše a brezy. Preglejka je vyrobená z lúpanej dyhy.
Hobľovací stroj na dýhu
V prvom rade sa hrebene podrobia priečnemu rezu. Počas tohto postupu sa hrebene rozrežú na kusy požadovanej dĺžky. Všetky časti sú rezané pozdĺžne, výsledkom čoho je obojstranný lúč. Niekedy je pílená na polovicu. Potom sa vane podrobia tepelnému spracovaniu v naparovacej komore alebo autokláve.
Ďalej je potrebné, aby sa vane hobľovali na stroji na rezanie dýhy. Nakrájaná dyha sa suší vo valcových sušiarňach, orezáva sa a balí do zväzkov. Každá sada obsahuje špecifický výkres. Odtieň a vzor dreva sa musia zhodovať v každej súprave. Z tohto dôvodu sa pláty dyhy, ktoré vychádzajú z každého hobľovania, skladajú, sušia a balia do zväzkov presne v poradí, v akom vychádzali z hoblíka. Keď sú súčasne hobľované tri vane, dyha z každého z nich sa skladá do troch rôznych zväzkov. Zväzok dyhy, ktorý je dokončený, vysušený, zabalený a zviazaný špagátom, sa nazýva knol.
 Stroj na výrobu dyhy vám umožňuje vytvárať tenké dosky z drahých druhov dreva, ktoré majú nezvyčajnú štruktúru. Tento materiál je vynikajúci na dyhovanie. Spôsoby výroby dýhy:
Stroj na výrobu dyhy vám umožňuje vytvárať tenké dosky z drahých druhov dreva, ktoré majú nezvyčajnú štruktúru. Tento materiál je vynikajúci na dyhovanie. Spôsoby výroby dýhy:
- radiálne
- tangenciálny
- radiálno-tangenciálne
- tangenciálny koniec.
Najatraktívnejšou surovinou na výrobu dyhy je dubové drevo. Táto dyha sa používa na obklady rustikálneho nábytku v luxusnom segmente.
Okrem dubovej dyhy nájdete v špecializovaných predajniach materiály javor, buk, lipa, mahagón.
Stroj na zošívanie dýhy
Dyha je rezaná pomocou špecializovaných strojov. Má pomerne tenkú a krehkú štruktúru. Aby bolo možné povrch dokončiť dyhou, musí sa spojiť, aby sa získal plát, ktorý sa zvinie do roliek. Dyha sa spája dvoma spôsobmi:
Tieto metódy sú rovnako obľúbené pri výrobe nábytku. Šitie dyhy sa vykonáva na stroji alebo ručne. Pre malé dielne boli vyvinuté ručné zariadenia na lepenie alebo zošívanie dyhy. Pomocou špeciálneho zariadenia sa lepidlo alebo tepelná niť zahrieva a nanáša cik-cak na hlavnú stranu.
 Stroje na zošívanie dyhy sú dnes malé zariadenia, ktoré fungujú autonómne. Takýto stroj ovláda jeden špecialista. Všetky práce sa robia jasne, efektívne a dostatočne rýchlo.
Stroje na zošívanie dyhy sú dnes malé zariadenia, ktoré fungujú autonómne. Takýto stroj ovláda jeden špecialista. Všetky práce sa robia jasne, efektívne a dostatočne rýchlo.
Ručné šitie je čoraz menej bežné, hlavne v starožitných, reštaurátorských a dizajnérskych dielňach.
Prehrávač s týmto videom môžete vložiť na svoj web. Ak to chcete urobiť, vyberte veľkosť prehrávača a skopírujte prijatý kód.
Popis
Maximálna hrúbka dyhy 8 mm. , dĺžka do 900 mm, šírka od 30 do 105 mm Kapacita 20 metrov kubických. za smenu. Rýchlosť a hrúbka dosiek je riadená počítačom.
- img="">
Jednou z fáz výroby je podávanie guľatiny do lúpacieho stroja.
Výrobný cyklus
Pozostáva z niekoľkých etáp:
V niektorých fázach stojí za to ísť trochu podrobnejšie.
Príprava guľatiny
Z čoho sa vyrába preglejka počas celého výrobného cyklu?
- Z kmeňov ihličnatých a listnatých stromov;
- Vyrobené zo spojiva - lepidiel na báze umelých živíc.
Najtypickejšími materiálmi preglejky sú borovica a breza. O niečo menej často sa používajú jedľa, smrekovec, céder, smrek, topoľ, jelša, lipa, osika a buk.
Upozorňujeme: preglejka z ihličnatých a listnatých drevín sa výrazne líši v mechanickej pevnosti a vyrába sa podľa rôznych GOST - 3919.1-96 a 3919.2-96.
Pílené a odvetvené kmene sa zbavia kôry (zbavia sa kôry) a ručne alebo na priečnom rezacom stroji sa rozrežú na kusy rovnakej dĺžky. V zime sa kmene predkondicionujú v kúpeli s teplou vodou, aby zamrznuté drevo získalo potrebnú plasticitu.

Zaoblenie a odlupovanie
Zvyčajne sa tieto dve operácie vykonávajú na rovnakom stroji. Po prvé, obrobok má valcový tvar; potom sa z nej v zužujúcej sa špirále odstráni asi milimeter hrubá vrstva dreva. Zvyšné odrezky sa pri výrobe nepoužívajú.
Rezanie na listy
Sprevádza ho triedenie materiálu. Chybné oblasti listov sú vyrezané; pásy malej šírky (menej ako 1,5 m) možno použiť na zlepenie do celého listu.

Rezanie dýhy na listy a primárne triedenie.
Potom dyha prechádza cez lepiace valčeky, kde je potiahnutá spojivom.
Informácie: pri výrobe FC preglejky sa používa močovino-formaldehydová živica.
Takzvaná technická preglejka FSF je zlepená fenolformaldehydovými živicami, čo umožňuje klasifikovať túto výrobu ako škodlivú.Sušenie lisom
Na sušenie plechov sa používa hydraulický lis na ohrev dosiek prehriatou parou. Typická teplota sušenia je asi 200 stupňov. Trvanie tejto časti cyklu sa pohybuje od 30 minút do 2 hodín v závislosti od hrúbky plechu.
Sušenie sa vykonáva s intenzívnym núteným vetraním miestnosti: ako už bolo uvedené, formaldehyd nie je v žiadnom prípade zdraviu prospešný.

Vykladanie z lisu.
Orezávanie
Vysušená plachta vyzerá ako neupravený sendvič s nerovnými okrajmi. Aby sa zmenil na produkt pripravený na predaj, je orezaný na píle.
Upozorňujeme: podľa požiadaviek GOST musia byť okraje listu navzájom presne kolmé.
Predpätie nemôže byť väčšie ako 2 mm na lineárny meter.Triedenie
Kvalita preglejky je určená vizuálne a v závislosti od vzhľadu povrchu ju umožňuje klasifikovať ako jednu zo stupňov - od elitnej po štvrtú.
Medzi hlavné poruchy patria:
- Živé a vypadávajúce uzly;
- Zlomené a neprerušené trhliny;
- Zdravé a bolestivé zmeny farby.
Cena listu sa v závislosti od odrody môže líšiť dvakrát alebo viackrát.
Za zmienku stoja najmä dve skutočnosti:
- Pre materiál triedy E (Elite) sú neprijateľné aj ostré farebné prechody a výrazné zmeny v štruktúre povrchovej vrstvy dyhy;

Fotografia vám umožňuje vyhodnotiť rozdiel medzi elitnými a inými odrodami.
- Delaminácia dyhy okamžite pošle plech do odpadu, bez ohľadu na kvalitu.
Skladovanie
Preglejková doska inštalovaná zvisle alebo pod uhlom je schopná deformovať sa vlastnou hmotnosťou v dôsledku tekutosti živíc, ktoré viažu vrstvy dyhy.
Tiež: fermentácia môže zmeniť farbu vrchnej vrstvy pri jasnom slnečnom svetle.
Preto pokyny na skladovanie listov obsiahnuté v domácich normách vyžadujú, aby boli skladované presne definovaným spôsobom:
- v interiéri s konštantnou vlhkosťou;
- chránené pred priamym slnečným žiarením;
- vo vodorovnej polohe, umiestnené na paletách alebo podperách.

Špeciálny prípad
Aby sa predišlo nejasnostiam v terminológii, stojí za to vysvetliť jednu jemnosť. Na rozdiel od svojho názvu nemá perforovaná preglejka nič spoločné s dyhovým laminátom.
Toto je názov dosky HDF (vláknitá doska s vysokou hustotou, tiež známa ako lisovaná sololitová doska) s otvormi v pravidelných intervaloch. Materiál sa používa pri navrhovaní výkladov, ako výplne skríň a interiérových dverí atď.

bláznivé ruky
Dá sa obyčajná preglejka vyrobiť v malej súkromnej dielni? Pre celý cyklus - na naparovanie, odkôrňovanie kmeňov a lúpanie dýhy nie je potrebné žiadne nadrozmerné zariadenie. Ale lepenie dyhy do hotových listov doma je celkom možné.
Prečo je to potrebné? Napríklad na výrobu takzvaných inžinierskych parketových dosiek, ktoré pozostávajú z FC preglejky s nalepenou vrstvou dyhy z tvrdého dreva.
Najzrejmejším spôsobom, ako nastaviť remeselnú výrobu, je kúpiť lepiace valčeky a lis, pretože použité zariadenie na výrobu preglejky je cenovo dostupné. Ak však preglejku vyrábate sami, nie na predaj, ale výlučne na opravu vo svojom vlastnom dome, jednoducho sa to neoplatí.
Plán „B“ pozostáva z lepenia dyhy za studena na hotovú dosku preglejky:

Lepenie preglejky s ušľachtilou drevenou dyhou.
- Doska položená na rovnej podložke aj zadná strana dyhy sú potiahnuté PVA lepidlom;
- Dyha sa položí na povrch plechu a vyhladí;
- Obrobok sa pritlačí doskou hrubej (22 - 27 mm) preglejky a zaťaží sa hmotnosťou 300 - 400 kg, rozloženou čo najrovnomernejšie po celej ploche.
Úplné vyschnutie lepidla bude trvať asi deň. Po uplynutí tejto doby sa list rozreže na dosky požadovanej veľkosti pomocou bežnej stacionárnej kotúčovej píly. Frézka alebo ručná fréza na drevo s vodidlom sa potom použije na skosenie do hĺbky asi milimeter.
Pozor: takto vyrobené parkety je možné z pochopiteľných dôvodov položiť len lepidlom.
Pri absencii klikacích zámkov nie je reč o plávajúcej inštalácii.Záver
Dúfame, že náš materiál bude pre drahého čitateľa dosť poučný. Môžete o tom diskutovať v komentároch a video v tomto článku ponúkne ďalšie tematické informácie. Veľa štastia!