Ako ohrievať kov. Spôsoby elektrického vykurovania
Zahrievanie kovov a zliatin sa vykonáva buď na zníženie ich odolnosti voči plastickej deformácii (t.j. pred kovaním alebo valcovaním), alebo na zmenu kryštálovej štruktúry, ktorá vzniká vplyvom vysokých teplôt (tepelné spracovanie). V každom z týchto prípadov majú podmienky procesu ohrevu významný vplyv na kvalitu konečného produktu.
Úlohy, ktoré je potrebné vyriešiť, predurčujú hlavné charakteristiky procesu ohrevu: teplotu, rovnomernosť a trvanie.
Teplota ohrevu sa zvyčajne nazýva konečná teplota kovového povrchu, pri ktorej sa môže v súlade s požiadavkami technológie vydávať z pece. Hodnota teploty ohrevu závisí od chemické zloženie(značka) zliatiny a účel ohrevu.
Pri zahrievaní pred tlakovým spracovaním by mala byť teplota výstupu predvalkov z pece dostatočne vysoká, pretože to pomáha znižovať odolnosť proti plastickej deformácii a vedie k zníženiu spotreby energie na spracovanie, zvýšeniu produktivity valcovania a kováčske zariadenie a tiež zvýšiť jeho životnosť.
Existuje však horná hranica teploty ohrevu, pretože je obmedzená rastom zŕn, prehrievaním a prehorením a zrýchlením oxidácie kovu. Počas zahrievania väčšiny zliatin, po dosiahnutí bodu ležiaceho 30-100 °C pod čiarou solidu na ich fázovom diagrame, sa v dôsledku segregácie a nekovových inklúzií objaví na hraniciach zŕn kvapalná fáza; to vedie k oslabeniu mechanickej väzby medzi zrnami, intenzívnej oxidácii na ich hraniciach; takýto kov počas tlakového spracovania stráca svoju pevnosť a zrúti sa. Tento jav, nazývaný prepálenie, obmedzuje maximálnu teplotu ohrevu. Prepálený kov nie je možné opraviť žiadnym následným tepelným spracovaním a je vhodný len na pretavenie.
Prehriatie kovu vedie k nadmernému rastu zŕn, čo vedie k znehodnoteniu mechanické vlastnosti. Preto musí byť valcovanie dokončené pri teplote nižšej ako je teplota prehriatia. Prehriaty kov je možné korigovať žíhaním alebo normalizáciou.
Spodná hranica teploty ohrevu je nastavená na základe prípustnej teploty na konci tlakového spracovania, berúc do úvahy všetky tepelné straty z obrobku v životné prostredie a uvoľňovanie tepla v ňom v dôsledku plastickej deformácie. Preto pre každú zliatinu a pre každý typ tvárnenia existuje určitý teplotný rozsah, nad a pod ktorým by sa obrobok nemal zahrievať. Tieto informácie sú uvedené v príslušných referenčných knihách.
Otázka teploty ohrevu je dôležitá najmä pri takých zložitých zliatinách, akými sú napríklad vysokolegované ocele, ktoré majú pri tlakovom spracovaní vysokú odolnosť proti plastickej deformácii a zároveň sú náchylné na prehrievanie a vyhorenie. Tieto faktory spôsobujú užší rozsah teplôt ohrevu pre vysokolegované ocele v porovnaní s uhlíkovými oceľami.
V tabuľke. 21-1 sú pre ilustráciu uvedené údaje o limite pre niektoré ocele prípustná teplota ich ohrev pred tlakovým spracovaním a teplota vyhorenia.
Pri tepelnom spracovaní závisí teplota ohrevu len od technologické požiadavky na type tepelného spracovania a jeho režime, vzhľadom na štruktúru a štruktúru zliatiny.
Rovnomernosť vykurovania je určená teplotným rozdielom medzi povrchom a stredom (pretože to je zvyčajne najväčší rozdiel) obrobku pri výstupe z pece:
∆T con \u003d T con pov - T con cent. Tento indikátor je tiež veľmi dôležitý, pretože príliš veľký teplotný rozdiel naprieč prierezom obrobku pri zahrievaní pred tlakovým spracovaním môže spôsobiť nerovnomernú deformáciu a pri zahrievaní na tepelné spracovanie môže viesť k neúplnosti požadovaných premien v celej hrúbke. z kovu, t.j. v oboch prípadoch - konečné produkty manželstva. Súčasne proces vyrovnávania teploty na kovovej časti vyžaduje dlhú expozíciu vysoká teplota povrchy.
Nevyžaduje sa však úplná rovnomernosť zahrievania kovu pred tlakovým spracovaním, pretože v procese jeho prepravy z pece do mlyna alebo lisu a valcovania (kovanie) sa teplota nevyhnutne vyrovnáva na priereze ingotov a predvalkov. v dôsledku prenosu tepla do okolia z ich povrchu a tepelnej vodivosti vo vnútri kovu. Na základe toho sa zvyčajne berie dovolený teplotný rozdiel na priereze podľa praktických údajov pri ohreve pred tlakovým spracovaním v rámci nasledujúcich limitov: pre vysokolegované ocele ∆ T con= 1008; pre všetky ostatné triedy ocele ∆ T con= 2008 pri 5<0,1 м и ∆T con= 300δ pri δ > 0,2 m Tu je δ zahriata hrúbka kovu.
Vo všetkých prípadoch by teplotný rozdiel v hrúbke predvalku na konci jeho ohrevu pred valcovaním alebo kovaním nemal prekročiť 50 °C a pri zahriatí na tepelné spracovanie 20 °C, bez ohľadu na hrúbku výrobku. Pri ohreve veľkých ingotov je dovolené ich vypúšťať z pece pri ∆ T con <100 °С.
Ďalšou dôležitou úlohou technológie ohrevu kovov je zabezpečiť rovnomerné rozloženie teploty po celej ploche prírezov alebo výrobkov v čase ich vykladania z pece. Praktická nevyhnutnosť tejto požiadavky je zrejmá, pretože pri výraznej nerovnomernosti ohrevu na povrchu kovu (aj keď je dosiahnutý požadovaný rozdiel teplôt v hrúbke) vznikajú také chyby, ako je nerovnomerný profil hotového valcovaného výrobku alebo rôzne mechanické vlastnosti výrobku podrobeného tepelnému spracovaniu sú nevyhnutné.
Zabezpečenie rovnomernosti teploty po povrchu ohrievaného kovu sa dosahuje správnou voľbou pece na ohrev určitého druhu obrobkov alebo výrobkov a vhodným umiestnením zariadení na výrobu tepla, ktoré v pracovnom priestore vytvárajú potrebné teplotné pole. pec, vzájomné usporiadanie obrobkov a pod.
Doba ohrevu Konečná teplota je tiež najdôležitejším ukazovateľom, pretože od toho závisí produktivita pece a jej rozmery. Dĺžka ohrevu na danú teplotu zároveň určuje rýchlosť ohrevu, teda zmenu teploty v niektorom bode ohrievaného telesa za jednotku času. Zvyčajne sa rýchlosť ohrevu v priebehu procesu mení, a preto sa rozlišuje rýchlosť ohrevu v určitom časovom bode a priemerná rýchlosť ohrevu za uvažovaný časový interval.
Čím rýchlejšie sa zahrievanie vykonáva (t. j. čím vyššia je rýchlosť zahrievania), tým je zjavne vyššia produktivita pece, pričom všetky ostatné veci sú rovnaké. V mnohých prípadoch však rýchlosť ohrevu nemôže byť zvolená ľubovoľne veľká, aj keď to podmienky vonkajšieho prenosu tepla umožňujú. Je to spôsobené určitými obmedzeniami vyplývajúcimi z podmienok procesov, ktoré sprevádzajú zahrievanie kovu v peciach a sú uvedené nižšie.
Procesy vyskytujúce sa pri zahrievaní kovu. Pri zahrievaní kovu sa mení jeho entalpia a keďže sa teplo vo väčšine prípadov dodáva na povrch ingotov a predvalkov, ich vonkajšia teplota je vyššia ako teplota vnútorných vrstiev. V dôsledku tepelnej rozťažnosti rôznych častí tuhej látky o rôzne množstvá vznikajú napätia, ktoré sa nazývajú tepelné.
Ďalšia skupina javov je spojená s chemickými procesmi na povrchu kovu pri zahrievaní. Povrch kovu, ktorý má vysokú teplotu, interaguje s prostredím (t. j. so splodinami horenia alebo vzduchom), v dôsledku čoho sa na ňom vytvára vrstva oxidov. Ak niektoré prvky zliatiny interagujú s prostredím obklopujúcim kov za vzniku plynnej fázy, potom sa povrch o tieto prvky ochudobní. Napríklad oxidácia oceľového uhlíka pri jeho zahrievaní v peciach spôsobuje povrchové oduhličenie.
Tepelné napätia
Ako bolo uvedené vyššie, v sekcii ingotov a prírezov dochádza pri ich zahrievaní k nerovnomernému rozloženiu teplôt a v dôsledku toho majú rôzne časti tela tendenciu meniť svoju veľkosť v rôznych stupňoch. Pretože v pevnej látke existujú väzby medzi všetkými jej jednotlivými časťami, nemôžu sa nezávisle deformovať v súlade s teplotami, na ktoré sa zahrievajú. V dôsledku toho vznikajú tepelné napätia v dôsledku teplotného rozdielu. Vonkajšie, viac zahrievané vrstvy majú tendenciu expandovať, a preto sú v stlačenom stave. Vnútorné, chladnejšie vrstvy sú vystavené ťahovým silám. Ak tieto napätia nepresiahnu medzu pružnosti zahriateho kovu, potom s vyrovnaním teploty na priereze tepelné napätia zaniknú.
Všetky kovy a zliatiny majú elastické vlastnosti do určitej teploty (napríklad väčšina ocelí do 450-500 °C). Nad touto určitou teplotou prechádzajú kovy do plastického stavu a tepelné napätia, ktoré v nich vznikli, spôsobujú plastickú deformáciu a zanikajú. Tepelné napätia by sa preto mali brať do úvahy pri ohreve a ochladzovaní ocele len v teplotnom rozsahu od izbovej teploty do bodu prechodu daného kovu alebo zliatiny z elastického stavu do plastového. Takéto napätia sa nazývajú miznúce alebo dočasné.
Okrem dočasných existujú zvyškové tepelné napätia, ktoré zvyšujú riziko zničenia pri zahrievaní. Tieto napätia vznikajú, ak bol ingot alebo predvalok predtým vystavený ohrevu a chladeniu. Pri ochladzovaní vonkajšie vrstvy kovu (chladnejšie) dosahujú prechodnú teplotu z plastu do elastického stavu skôr. Pri ďalšom ochladzovaní sú vnútorné vrstvy vystavené ťahovým silám, ktoré nemiznú v dôsledku nízkej plasticity studeného kovu. Ak sa tento ingot alebo predvalok znova zahreje, dočasné napätia v nich vznikajúce sa prekryjú s rovnakým znamienkom na zvyškové, čo zvýši riziko prasklín a prasklín.
Okrem dočasných a zvyškových tepelných napätí vznikajú pri zahrievaní a ochladzovaní zliatin aj napätia v dôsledku štrukturálnych zmien objemu. Ale keďže tieto javy zvyčajne prebiehajú pri teplotách prekračujúcich hranicu prechodu z elastického do plastického stavu, štrukturálne napätia sa v dôsledku plastického stavu kovu rozplynú.
Vzťah medzi deformáciami a napätím stanovuje Hookov zákon
σ= ( T cf -T)
kde β je koeficient lineárnej expanzie; T porov- priemerná telesná teplota; T- teplota v danom úseku tela; E- modul pružnosti (pre mnohé druhy ocele hodnota E klesá z (18÷22) . 10 4 MPa až (14÷17) . 10 4 MPa so zvýšením teploty z izbovej teploty na 500 °C; σ je stres; v - Poissonov koeficient (pre oceľ v ≈ 0,3).
Veľkým praktickým záujmom je zistenie maximálneho prípustného teplotného rozdielu v časti karosérie ∆T add = T sur - T price. Najnebezpečnejšie sú v tomto prípade ťahové napätia, preto by sa mali brať do úvahy pri výpočte prípustného teplotného rozdielu. Ako pevnostnú charakteristiku je potrebné vziať hodnotu pevnosti v ťahu zliatiny σ in.
Potom pomocou riešení úloh vedenia tepla (pozri kap. 16) a vložením výrazu (21-1) na ne pre prípad pravidelného režimu druhého druhu možno získať najmä:
pre rovnomerne a symetricky vyhrievané nekonečné dosky
∆T pridať \u003d 1,5 (1 - v) σ v / ();
pre rovnomerne a symetricky vyhrievaný nekonečný valec
∆T pridať \u003d 2 (1 - v) σ v / ().
Prípustný teplotný rozdiel zistený vzorcami (21-2) a (21-3) nezávisí od rozmerov tela a jeho termofyzikálnych charakteristík. Rozmery tela majú nepriamy vplyv na hodnotu ∆ T dodatočné, pretože zvyškové napätia vo väčších telesách sú väčšie.
Oxidácia a oduhličenie povrchu pri zahrievaní. Oxidácia ingotov a prírezov počas ohrevu v peciach je krajne nežiaduci jav, pretože vedie k nevratnej strate kovu. To vedie k veľmi veľkým ekonomickým škodám, čo je obzvlášť zrejmé, ak porovnáme náklady na straty kovu počas oxidácie s inými nákladmi na spracovanie. Napríklad, keď sa oceľové ingoty ohrievajú vo vykurovacích studniach, náklady na stratu kovu v dôsledku vodného kameňa sú zvyčajne vyššie ako náklady na palivo spotrebované na ohrev tohto kovu a náklady na elektrickú energiu spotrebovanú na jeho valcovanie. Keď sa predvalky ohrievajú v peciach valcovní profilov, straty okoviny sú o niečo nižšie, ale stále sú dosť veľké a úmerné nákladom nákladom na palivo. Keďže na ceste od ingotu k hotovému výrobku sa kov zvyčajne niekoľkokrát zahrieva v rôznych peciach, straty v dôsledku oxidácie sú veľmi významné. Okrem toho vyššia tvrdosť oxidov v porovnaní s kovom vedie k zvýšenému opotrebovaniu nástroja a zvyšuje šrotovnosť pri kovaní a valcovaní.
Nižšia tepelná vodivosť oxidovej vrstvy vytvorenej na povrchu kovu zvyšuje trvanie ohrevu v peciach, čo má za následok zníženie ich produktivity pri zachovaní všetkých ostatných okolností a rozpadajúce sa oxidy vytvárajú nánosy trosky na ohnisku pece, sťažuje prevádzku a spôsobuje zvýšenú spotrebu žiaruvzdorných materiálov.
Vzhľad vodného kameňa tiež znemožňuje presné meranie teploty povrchu kovu, ktorú nastavujú technológovia, čo komplikuje kontrolu tepelného režimu pece.
Vyššie uvedená interakcia akéhokoľvek legovaného prvku s plynným médiom v peci má pre oceľ praktický význam. Zníženie obsahu uhlíka v ňom spôsobuje zníženie tvrdosti a pevnosti v ťahu. Na získanie požadovaných mechanických vlastností výrobku je potrebné odstrániť oduhličenú vrstvu (do 2 mm), čo zvyšuje náročnosť spracovania ako celku. Zvlášť neprijateľné je oduhličenie tých produktov, ktoré sú následne podrobené povrchovému tepelnému spracovaniu.
Procesy oxidácie zliatiny ako celku a jej jednotlivých nečistôt počas ohrevu v peciach by sa mali posudzovať spoločne, pretože spolu úzko súvisia. Napríklad podľa experimentálnych údajov, keď sa oceľ zahreje na teplotu 1100°C a vyššiu v atmosfére klasickej pece, oxidácia prebieha rýchlejšie ako povrchová dekarbonizácia a výsledný okují hrá úlohu ochrannej vrstvy, ktorá bráni dekarbonizácii. Pri nižších teplotách je oxidácia mnohých ocelí (aj vo výraznom oxidačnom prostredí) pomalšia ako oduhličenie. Preto oceľ zahriata na teplotu 700–1000 °C môže mať oduhličený povrch. To je obzvlášť nebezpečné, keďže pre tepelné spracovanie je typický teplotný rozsah 700-1000 °C.
oxidácia kovu. Oxidácia zliatin je proces interakcie oxidačných plynov s ich základom a legovacími prvkami. Tento proces je určený nielen rýchlosťou chemických reakcií, ale aj tvorbou oxidového filmu, ktorý pri svojom raste izoluje povrch kovu pred účinkami oxidačných plynov. Preto rýchlosť rastu oxidovej vrstvy závisí nielen od priebehu chemického procesu oxidácie ocele, ale aj od podmienok pre pohyb kovových iónov (z kovu a vnútorných vrstiev oxidov k vonkajším) a kyslíka. atómov (od povrchu k vnútorným vrstvám), t.j. na podmienkach prúdenia fyzikálny proces obojstrannej difúzie.
Difúzny mechanizmus tvorby oxidov železa, ktorý podrobne študoval V. I. Arkharov, určuje trojvrstvovú štruktúru šupinovej vrstvy, ktorá vzniká pri zahrievaní ocele v oxidačnom prostredí. Vnútorná vrstva (susediaca s kovom) má najvyšší obsah železa a pozostáva hlavne z FeO (wustite): Fe B V 2 0 2 C| FeCX Teplota topenia wustitu je 1317 °C. Stredná vrstva - magnetit Fe 3 0 4 s teplotou topenia 1565 °C, vzniká pri následnej oxidácii wustitu: 3FeO C 1/2 0 2 ift Fe s 0 4 . Táto vrstva obsahuje menej železa a je obohatená kyslíkom v porovnaní s vnútornou vrstvou, aj keď nie v takom rozsahu ako hematit najbohatší na kyslík Fe 2 0 8 (teplota topenia 1538 ° C): 2Fe 3 0 4 -f V 2 0 2 - Ts 3Fe2Os. Zloženie každej z vrstiev nie je v priereze konštantné, ale postupne sa mení v dôsledku nečistôt viac (bližšie k povrchu) alebo menej (bližšie ku kovu) oxidov bohatých na kyslík.
Oxidačným plynom pri ohreve v peciach je nielen voľný kyslík, ale aj viazaný kyslík, ktorý je súčasťou produktov úplného spaľovania paliva: CO 2 H 2 0 a S0 2. Tieto plyny, ako aj O 2, sa nazývajú oxidačné na rozdiel od redukčných: CO, H 2 a CH 4, ktoré vznikajú v dôsledku nedokonalého spaľovania paliva. Atmosféra vo väčšine kachlí na palivo je zmesou N 2, CO 2, H 2 0 a S0 2 s malým množstvom voľného kyslíka. Prítomnosť veľkého množstva redukčných plynov v peci naznačuje nedokonalé spaľovanie a je neprijateľná z hľadiska použitia paliva. Preto má atmosféra klasických palivových pecí vždy oxidačný charakter.
Oxidačná a redukčná schopnosť všetkých týchto plynov vzhľadom na kov závisí od ich koncentrácie v atmosfére pece a od teploty povrchu kovu. Najsilnejším oxidačným činidlom je O 2, nasleduje H 2 O a najslabší oxidačný účinok má CO 2. Zvyšovaním podielu neutrálneho plynu v atmosfére pece sa znižuje rýchlosť oxidácie, ktorá do značnej miery závisí od obsahu H 2 O a SO 2 v atmosfére pece. Prítomnosť aj veľmi malých množstiev S02 v plynoch z pece prudko zvyšuje rýchlosť oxidácie, pretože na povrchu zliatiny sa tvoria zlúčeniny oxidov a sulfidov s nízkou teplotou topenia. Čo sa týka H 2 S, táto zlúčenina môže byť prítomná v redukčnej atmosfére a jej vplyv na kov (spolu s SO 2) vedie k zvýšeniu obsahu síry v povrchovej vrstve. Zároveň sa výrazne zhoršuje kvalita kovu a síra má obzvlášť škodlivý vplyv na legované ocele, pretože ju absorbujú vo väčšej miere ako jednoduché uhlíkové ocele a nikel tvorí so sírou taviteľné eutektikum.
Hrúbka oxidovej vrstvy vytvorenej na povrchu kovu závisí nielen od atmosféry, v ktorej sa kov zahrieva, ale aj od množstva ďalších faktorov, medzi ktoré patrí predovšetkým teplota a trvanie zahrievania. Čím vyššia je povrchová teplota kovu, tým vyššia je rýchlosť jeho oxidácie. Zistilo sa však, že rýchlosť rastu oxidovej vrstvy sa po dosiahnutí určitej teploty zvyšuje rýchlejšie. Oxidácia ocele pri teplotách do 600°C teda prebieha relatívne nízkou rýchlosťou a pri teplotách nad 800-900°C sa rýchlosť rastu oxidovej vrstvy prudko zvyšuje. Ak vezmeme rýchlosť oxidácie pri 900 ° C ako jednotku, potom pri 950 ° C bude 1,25, pri 1 000 ° C - 2 a pri 1300 - 7.
Doba zotrvania kovu v peci má veľmi silný vplyv na množstvo vytvorených oxidov. Predĺženie trvania zahrievania na danú teplotu vedie k zvýšeniu oxidovej vrstvy, hoci rýchlosť oxidácie sa časom znižuje v dôsledku zhrubnutia vytvoreného filmu a následne zníženia hustoty difúzneho toku cez ňu. iónov železa a atómov kyslíka. Zistilo sa, že ak je hrúbka oxidovanej vrstvy 5 1 v čase zahrievania t1 potom v čase ohrevu t2 pri rovnakej teplote bude hrúbka oxidovanej vrstvy rovná:
δ2 = δ1/( t1/t2) 1/2 .
Trvanie ohrevu kovu na danú teplotu možno skrátiť najmä zvýšením teploty v pracovnej komore pece, čo vedie k intenzívnejšej vonkajšej výmene tepla, a tým pomáha zmenšovať hrúbku oxidovaného materiálu. vrstva.
Zistilo sa, že faktory ovplyvňujúce intenzitu difúzie kyslíka na povrch ohrievaného kovu z atmosféry pece výrazne neovplyvňujú rast vrstvy oxidu. Je to spôsobené tým, že difúzne procesy na najtvrdšom povrchu prebiehajú pomaly a práve tie sú určujúce. Preto rýchlosť pohybu plynu nemá prakticky žiadny vplyv na oxidáciu povrchu. Obraz pohybu produktov spaľovania ako celku však môže mať citeľný vplyv, pretože lokálne prehriatie kovu v dôsledku nerovnomerného teplotného poľa plynu v peci (čo môže byť spôsobené príliš veľkým uhlom sklonu horákov , ich nesprávne umiestnenie pozdĺž výšky a dĺžky pece atď.) nevyhnutne vedú k lokálnej intenzívnej oxidácii kovu.
Podstatný vplyv na rýchlosť jej oxidácie majú aj podmienky pre pohyb ohrievaných obrobkov vo vnútri pecí a zloženie ohrievanej zliatiny. Pri pohybe kovu v peci teda môže dôjsť k mechanickému odlupovaniu a oddeľovaniu výslednej oxidovej vrstvy, čo prispieva k rýchlejšej následnej oxidácii nechránených oblastí.
Prítomnosť niektorých legujúcich prvkov v zliatine (napríklad pri oceli Cr, Ni, Al, Si a pod.) dokáže zabezpečiť vytvorenie tenkého a hustého, dobre priľnavého oxidového filmu, ktorý spoľahlivo zabráni následnej oxidácii. Takéto ocele sa nazývajú tepelne odolné a dobre odolávajú oxidácii pri zahrievaní. Navyše oceľ s vyšším obsahom uhlíka je menej náchylná na oxidáciu ako oceľ s nízkym obsahom uhlíka. Vysvetľuje sa to tým, že v oceli je časť železa v uhlíkovo viazanom stave vo forme karbidu železa Fe 3 C. Uhlík obsiahnutý v oceli sa oxidáciou mení na oxid uhoľnatý, ktorý difunduje na povrch. a zabraňuje oxidácii železa.
Dekarbonizácia povrchovej vrstvy ocele. K oduhličeniu ocele pri ohreve dochádza v dôsledku interakcie plynov s uhlíkom, ktorý je buď vo forme tuhého roztoku alebo vo forme karbidu železa Fe 8 C. Dekarbonizačné reakcie ako výsledok interakcie rôznych plynov s karbid železa môže postupovať takto:
Fe3C + H20 \u003d 3Fe + CO + H2; 2Fe3C + O2 \u003d 6Fe + 2CO;
Fe3C + CO2 \u003d 3Fe + 2CO; Fe3C + 2H2 \u003d 3Fe + CH4.
Podobné reakcie prebiehajú pri interakcii týchto plynov s uhlíkom v pevnom roztoku.
Rýchlosť oduhličenia je daná hlavne procesom obojsmernej difúzie, ku ktorej dochádza pri pôsobení rozdielu koncentrácií oboch médií. Na jednej strane oduhličovacie plyny difundujú k povrchovej vrstve ocele a na druhej strane sa výsledné plynné produkty pohybujú v opačnom smere. Okrem toho sa uhlík z vnútorných vrstiev kovu presúva do povrchovej dekarbonizovanej vrstvy. Rýchlostné konštanty chemických reakcií aj difúzne koeficienty sa zvyšujú so zvyšujúcou sa teplotou. Preto sa hĺbka oduhličenej vrstvy zvyšuje so zvyšujúcou sa teplotou ohrevu. A keďže hustota difúzneho toku je úmerná rozdielu koncentrácií difúznych zložiek, hĺbka oduhličenej vrstvy je väčšia v prípade ohrevu ocele s vysokým obsahom uhlíka ako v prípade ohrevu ocele s nízkym obsahom uhlíka. V procese oduhličenia zohrávajú úlohu aj legujúce prvky obsiahnuté v oceli. Chróm a mangán teda znižujú difúzny koeficient uhlíka, zatiaľ čo kobalt, hliník a volfrám ho zvyšujú, respektíve zabraňujú alebo podporujú oduhličenie ocele. Kremík, nikel a vanád nemajú významný vplyv na oduhličenie.
Plyny, ktoré tvoria atmosféru pece a spôsobujú oduhličenie, zahŕňajú H20, CO2, O2 a H2. Najsilnejší dekarbonizačný účinok na oceľ sa vyznačuje H 2 0 a najslabší H 2 . V tomto prípade oduhličovacia schopnosť CO 2 rastie so zvyšujúcou sa teplotou a oduhličovacia schopnosť suchého H 2 klesá. Vodík v prítomnosti vodnej pary má veľmi silný dekarbonizačný účinok na povrchovú vrstvu ocele.
Ochrana ocele proti oxidácii a oduhličeniu.Škodlivý vplyv oxidácie a oduhličenia kovu počas ohrevu na jeho kvalitu si vyžaduje prijatie opatrení na predchádzanie týmto javom. Najkompletnejšia ochrana povrchu ingotov, prírezov a dielov sa dosahuje v peciach, kde je vylúčený vplyv oxidačných a oduhličovacích plynov naň. Tieto pece zahŕňajú soľné a kovové kúpele, ako aj pece, kde sa zahrievanie vykonáva v kontrolovanej atmosfére. V peciach tohto typu je buď zahriaty kov izolovaný od plynov, zvyčajne pokrytý špeciálnou hermetickou muflou, alebo samotný plameň je umiestnený vo vnútri takzvaných sálavých rúr, z ktorých sa teplo prenáša na zahriaty kov bez jeho kontaktu. s oxidačnými a dekarbonizačnými plynmi. Pracovný priestor takýchto pecí je naplnený špeciálnymi atmosférami, ktorých zloženie sa volí v závislosti od technológie ohrevu a triedy zliatiny. Ochranné atmosféry sa pripravujú samostatne v špeciálnych inštaláciách.
Známy je aj spôsob vytvárania slabo oxidačnej atmosféry priamo v pracovnom priestore pecí, bez tlmenia kovu alebo plameňa. To je dosiahnuté v dôsledku neúplného spaľovania paliva (s koeficientom spotreby vzduchu 0,5-0,55). V tomto prípade zloženie produktov spaľovania zahŕňa CO a H a spolu s produktmi úplného spaľovania CO 2 a H 2 O. Ak pomery CO / CO2 a H 2 / H 2 O nie sú menšie ako 1,3 , potom k ohrevu kovu v takomto prostredí dochádza takmer bez povrchovej oxidácie.
Zníženie oxidácie povrchu kovu pri jeho ohreve v palivových peciach s otvoreným plameňom (tvoriacich veľkú časť flotily pecí hutníckych a strojárskych závodov) je možné dosiahnuť aj skrátením doby jeho zotrvania na vysoká povrchová teplota. To sa dosiahne výberom najracionálnejšieho režimu ohrevu kovu v peci.
Výpočty ohrevu kovu v peciach sa vykonávajú na určenie teplotného poľa ingotu, predvalku alebo hotového výrobku na základe podmienok daných technologickým účelom ohrevu. Toto zohľadňuje obmedzenia spôsobené procesmi vyskytujúcimi sa počas vykurovania, ako aj vzory zvoleného režimu vykurovania. Často sa uvažuje o probléme určenia doby ohrevu na danú teplotu za predpokladu, že požadovaná rovnomernosť je zabezpečená koncom jeho pobytu v peci (pri masívnych telesách to druhé). V tomto prípade sú zvyčajne stanovené zákonom o zmene teploty vykurovacieho média, pričom sa volí režim vykurovania v závislosti od stupňa tepelnej masívnosti kovu. Pre určenie stupňa tepelnej masívnosti a pre následný výpočet ohrevu je veľmi dôležitá otázka ohriatej hrúbky ingotu alebo predvalku.
Stretli ste sa niekedy s potrebou rezať alebo rezať niečo kovové vlastnými rukami? Ak áno, pravdepodobne máte otázku, ako to urobiť. Samozrejme, vždy sa dá použiť stará dobrá pílka, ale čo ak nehovoríme o tenkom pozinkovanom plechu, ale napríklad o hrubostennej rúre?
Tu môže samozrejme pomôcť pílka, ale bude vynaložené neprimerané množstvo času a úsilia. A to znamená, že je potrebný radikálnejší prístup av tomto článku si povieme, ako rezať kov a aký je najlepší spôsob, ako to urobiť.
Kov krájame brúskou

Nie je isté, prečo bol tento nástroj tak pomenovaný. Hlavnou verziou je, že Bulharsko bolo prvou produkčnou krajinou, ale v skutočnosti je to len verzia.
Pri výbere spôsobu rezania kovu väčšina ľudí uprednostňuje brúsku, pretože na rozdiel od plynových zariadení je jej cena oveľa nižšia a na prácu s ňou nie sú potrebné žiadne špecifické zručnosti.
Na druhej strane sa veľa ľudí veľmi bojí pracovať ako brúska pre jej vysoký výkon a nebezpečenstvo. V skutočnosti nie je nič zložité, hlavnou vecou je prísne dodržiavať bezpečnostné opatrenia a nezanedbávať ani tie najmenšie veci.

Pri práci s kovom nemôžu existovať žiadne maličkosti a všetky rezné nástroje na kov predstavujú určité nebezpečenstvo. Bezpečnostné pokyny pre prácu s rezným nástrojom sú relevantné pre veľké uhlové brúsky s výkonom viac ako dva kilowatty, ako aj pre veľmi malé, ktoré napriek svojej kompaktnej veľkosti môžu spôsobiť značné poškodenie zdravia.
Tento nástroj reže kov otáčaním brúsneho kotúča, ktorého hrúbka sa môže meniť v závislosti od kovu, ktorý sa má rezať. Čím tenšia je stena oceľového výrobku, tým tenší bude použitý kotúč na rezanie kovu.
O dôležitosti bezpečnosti sa v tomto článku baviť nebudeme. Toto je vždy prioritná záležitosť, ale ak nemáte skúsenosti s brúskou, špeciálne pre vás dáme niekoľko jemností, o ktorých musíte vedieť, aby ste nepoškodili svoje zdravie.
Niekoľko dôležitých bodov

Takže:
- Z bezpečnostných dôvodov by sa kotúč mal otáčať v smere rezu, to znamená v smere toho, kto reže kov, ale spravidla táto poloha nie je príliš vhodná a je oveľa jednoduchšia. keď prúd iskier smeruje dopredu. V zásade tu neexistujú žiadne výrazné obmedzenia, všetko závisí od osobného pohodlia obsluhy nástroja.
- Pri rezaní kovu používajte iba vhodné kotúče. Kotúče na kameni alebo dreve majú menšiu hustotu a pri kontakte s oceľovým povrchom sa rýchlo rozsypú a úlomky môžu poškodiť vás alebo iných.

- Neprevádzkujte bez ochranného krytu. Nasmeruje iskry na stranu a nebudú vám lietať do tváre. Tiež je to jediná záchrana v prípade, že sa disk uhryzne a rozbije.
- Nerežte kov smerom od vás. Je teda oveľa pravdepodobnejšie, že dôjde k uhryznutiu disku. Smer rezu musí byť vždy v smere rezača.
- Držte náradie rovno. Rezanie pod uhlom spôsobí, že sa kotúč zdeformuje a zlomí a úlomky vyletujúce takou rýchlosťou môžu spôsobiť značné poškodenie zdravia.

- Nikdy nečistite povrch rezným kotúčom. Na odizolovanie existujú špeciálne kotúče, ktoré sa líšia hrúbkou a hustotou.
- Niektoré typy brúsok používajú len vlastné značkové kotúče. Je to spôsobené rozdielom v počte otáčok, takže ak ste majiteľom značkového náradia, používajte kotúče len pod touto značkou.

- Nikdy nepoužívajte disky inej veľkosti. Každá veľkosť je určená pre nástroj s určitým počtom otáčok. Ak teda na veľkú brúsku položíte kotúč malej alebo strednej veľkosti, jednoducho praskne.
- Neukladať. Ak sa na disku objaví prasklina, alebo ste si to pri kúpe nevšimli, ihneď ho vyhoďte do koša. Náhodné prasknutie v čase rezania pre vás môže skončiť veľmi zle. Pamätajte, že cena disku nestojí za váš život a zdravie.

- V čase práce vždy pozorne sledujte, čo vás čaká. Iskry vyletujúce spod brúsky môžu zapáliť drevo, plasty a iné horľavé materiály. Okrem toho nemôžete pracovať ako brúska v blízkosti benzínu alebo plynu.
- Pred rezaním kovu pomocou brúsky sa uistite, že je správne umiestnená. Pri rezaní musí byť odrezaná časť previsnutá, inak môže dôjsť k prehryznutiu kotúča.

Dôležité! Nikdy sa nebojte nástroja, bez ohľadu na to, ako nebezpečne vyzerá alebo ako je hlučný. Keď viete, ako správne rezať kov, zaručene sa nezraníte.
Takže sme prišli na brúsku, ale to zďaleka nie je jediný nástroj na rezanie kovu. A nižšie zvážime ďalšie možnosti, ale zatiaľ vám odporúčame pozrieť si video v tomto článku, ktoré hovorí o rezaní kovov a rezných nástrojoch. A medzitým ideme ďalej.
Ostatné nástroje na rezanie kovov
S brúskou môžete samozrejme rezať čokoľvek, hlavnou vecou je vybrať si ten správny kotúč. Ale táto možnosť nie je vždy najpohodlnejšia a najpraktickejšia. Tu je len niekoľko momentov, kedy je vhodnejšie rezať kov iným nástrojom.
- Ak je materiál pozinkovaný. Vďaka vysokej rýchlosti brúska povlak jednoducho spáli a nezostane po ňom ani stopa.
- Maľovaný materiál, je tiež lepšie rezať kov nožnicami. Zachránia povlak a nespália ho.
- Je vhodnejšie rezať kov pílou na železo, ak je v napätí, napríklad ak ide o vykurovacie potrubie uzavreté v okruhu systému.
- Kov s hrúbkou viac ako 10 milimetrov je lepšie rezať plynovou frézou, pretože brúska sa s tým jednoducho nemusí vyrovnať.
Dôležité! V tomto článku nemáme v úmysle povedať, ako rezať kov rezačkou, pretože si to vyžaduje špeciálne znalosti a skúsenosti. Za žiadnych okolností sa nepokúšajte spustiť rezací horák sami. Mohlo by to viesť k výbuchu propánu alebo požiaru.
Toto nie je úplný zoznam momentov, kedy je lepšie odmietnuť používať brúsku, ale všetky uvedené situácie sú v každodennom živote veľmi bežné. Čo teda používate na prácu?
Poďme sa pozrieť na najobľúbenejšie a cenovo dostupné alternatívne nástroje na rezanie kovov:
- Rezací horák. Je ťažké nazvať tento nástroj cenovo dostupným, ale nemohli sme ho nechať bez dozoru, pretože v niektorých prípadoch je to jediný nástroj, ktorý je schopný túto úlohu zvládnuť. Napríklad pri rezaní hrubých kovov môže byť alternatívou k rezačke iba laser a takýto nástroj nie je k dispozícii pre domáce potreby.
- Píla na kov. Tento nástroj je spravidla v arzenáli každého domáceho majstra. Rezanie kovu pílkou je zdĺhavé a problematické, no na niektorých ťažko dostupných miestach sa dá plaziť iba s ňou.
- Nožnice na kov. Samozrejme, rúru s takýmto nástrojom neprerežete, ale ak potrebujete napríklad odhryznúť profil sadrokartónu, potom jednoducho nemôžete nájsť lepšiu možnosť. Ľahko a bezpečne sa s nimi pracuje a nenapádajú zinok ani farbu.
- Lisovacie nožnice. Tento nástroj je určený na rezanie drôtu alebo výstuže. Nožnice dokážu podľa veľkosti odstrihnúť tyč s priemerom až 20 milimetrov a pracuje sa s nimi oveľa pohodlnejšie ako s brúskou.
Ako vidíte, výber je veľmi bohatý a nástroj by sa mal vyberať v závislosti od konkrétnej situácie. Samozrejme, je ťažké konkurovať brúske, ale nie vždy je možné ju použiť a potom prídu na pomoc alternatívne možnosti.
A na záver by som ešte raz pripomenul – vždy dodržiavajte bezpečnostné opatrenia a používajte osobné ochranné prostriedky. Žiadna práca nestojí za to, aby ste riskovali svoje zdravie alebo dokonca život.






Ak viete, ako správne vytvrdzovať kov, potom aj doma môžete zvýšiť tvrdosť kovových výrobkov dvakrát až trikrát. Dôvody, prečo je to potrebné, môžu byť veľmi odlišné. Takáto technologická operácia je potrebná najmä vtedy, ak musí byť kov dostatočne vytvrdený, aby bolo možné rezať sklo.
Najčastejšie je potrebné vytvrdzovať rezný nástroj a tepelné spracovanie sa vykonáva nielen vtedy, ak je potrebné zvýšiť jeho tvrdosť, ale aj vtedy, keď je potrebné túto charakteristiku znížiť. Keď je tvrdosť nástroja príliš nízka, jeho rezná časť sa počas prevádzky zasekne, ale ak je vysoká, kov sa vplyvom mechanického zaťaženia rozpadne.
Málokto vie, že existuje jednoduchý spôsob, ako skontrolovať, ako dobre je oceľový nástroj vytvrdený, a to nielen vo výrobe alebo doma, ale aj v obchode pri kúpe. Na vykonanie takejto kontroly potrebujete bežný súbor. Vykonávajú sa pozdĺž reznej časti zakúpeného nástroja. Ak je zle vytvrdený, pilník sa vám bude zdať, že sa prilepí na svoju pracovnú časť a v opačnom prípade sa ľahko vzdiali od testovaného nástroja, pričom ruka, v ktorej sa pilník nachádza, nepocíti žiadne nerovnosti na povrchu výrobku.

Ak sa však ukázalo, že máte k dispozícii nástroj, ktorého kvalita vytvrdzovania vám nevyhovuje, nemali by ste sa tým obávať. Tento problém je vyriešený pomerne jednoducho: kov je možné vytvrdzovať aj doma bez použitia sofistikovaných zariadení a špeciálnych zariadení. Treba si však uvedomiť, že nízkouhlíkové ocele sa nedajú kaliť. V rovnakej dobe, tvrdosť uhlíka a dostatočne ľahko zvýšiť aj doma.
Technologické nuansy kalenia
Kalenie, ktoré je jedným z typov tepelného spracovania kovov, sa uskutočňuje v dvoch stupňoch. Najprv sa kov zahreje na vysokú teplotu a potom sa ochladí. Rôzne kovy a dokonca aj ocele patriace do rôznych kategórií sa navzájom líšia svojou štruktúrou, takže ich režimy tepelného spracovania sa nezhodujú.

Tepelné spracovanie kovu (kalenie, popúšťanie atď.) môže byť potrebné pre:
- jeho stvrdnutie a zvýšenie tvrdosti;
- zlepšenie jeho plasticity, čo je nevyhnutné pri spracovaní plastickou deformáciou.
Mnoho špecializovaných firiem kalí oceľ, ale náklady na tieto služby sú dosť vysoké a závisia od hmotnosti dielu, ktorý je potrebné tepelne spracovať. Preto je vhodné to urobiť sami, najmä preto, že to môžete urobiť aj doma.
Ak sa rozhodnete vytvrdzovať kov na vlastnú päsť, je veľmi dôležité správne vykonať taký postup, ako je zahrievanie. Tento proces by nemal byť sprevádzaný výskytom čiernych alebo modrých škvŕn na povrchu produktu. O tom, že kúrenie prebieha správne, svedčí žiarivo červená farba kovu. Tento proces je dobre demonštrovaný videom, ktoré vám pomôže získať predstavu o tom, ako veľmi zahriať tepelne spracovaný kov.
Ako zdroj tepla na ohrev na požadovanú teplotu kovového výrobku, ktorý je potrebné vytvrdiť, môžete použiť:
- špeciálna rúra poháňaná elektrickou energiou;
- horák;
- otvorený oheň, ktorý si môžete založiť na dvore svojho domu alebo na vidieku.

Voľba zdroja tepla závisí od teploty, na ktorú sa musí zohriať kov, ktorý sa má tepelne spracovať.
Výber spôsobu chladenia závisí nielen od materiálu, ale aj od toho, aké výsledky sa majú dosiahnuť. Ak napríklad nie je potrebné vytvrdzovať celý výrobok, ale iba jeho oddelenú časť, potom sa chladenie vykonáva aj bodovo, na čo je možné použiť prúd studenej vody.
Technologická schéma, podľa ktorej sa kov vytvrdzuje, môže zabezpečiť okamžité, postupné alebo viacstupňové chladenie.
Rýchle chladenie s použitím jedného typu chladiča je optimálne pre kalenie ocelí v kategórii uhlíka alebo zliatiny. Na vykonanie takéhoto chladenia je potrebná jedna nádoba, ktorou môže byť vedro, sud alebo dokonca obyčajný kúpeľ (všetko závisí od rozmerov spracovávaného predmetu).

V prípade, že sú iné kategórie alebo ak je okrem kalenia potrebné aj popúšťanie, používa sa dvojstupňová schéma chladenia. Pri tejto schéme sa produkt zahriaty na požadovanú teplotu najskôr ochladí vodou a potom sa vloží do minerálneho alebo syntetického oleja, v ktorom prebieha ďalšie chladenie. Za žiadnych okolností sa nesmie okamžite použiť chladiaca kvapalina oleja, pretože olej sa môže vznietiť.
Aby bolo možné správne vybrať režimy kalenia pre rôzne triedy ocele, mali by ste sa riadiť špeciálnymi tabuľkami.



Ako kaliť oceľ na otvorenom ohni
Ako bolo uvedené vyššie, je možné kaliť oceľ doma pomocou otvoreného ohňa na vykurovanie. Prirodzene, takýto proces by mal začať ohňom, v ktorom by sa malo vytvoriť veľa žeravého uhlia. Budete tiež potrebovať dve nádoby. Do jedného z nich treba naliať minerálny alebo syntetický olej a do druhého obyčajnú studenú vodu.
Na extrahovanie rozžeraveného železa z ohňa budete potrebovať kováčske kliešte, ktoré možno nahradiť akýmkoľvek iným nástrojom podobného účelu. Po ukončení všetkých prípravných prác a vytvorení dostatočného množstva žeravých uhlíkov v ohni možno na ne ukladať predmety, ktoré treba kaliť.
Podľa farby vytvoreného uhlia je možné posúdiť teplotu ich ohrevu. Uhlie je teda horúcejšie, ktorého povrch má jasne bielu farbu. Dôležité je sledovať aj farbu plameňa ohňa, ktorá udáva teplotný režim v jeho vnútornej časti. Najlepšie je, ak je plameň ohňa natretý karmínovou, nie bielou. V druhom prípade, čo naznačuje príliš vysokú teplotu plameňa, existuje riziko nielen prehriatia, ale dokonca aj spálenia vytvrdzovaného kovu.

Pozorne sa musí sledovať aj farba vyhrievaného kovu. Predovšetkým by sa nemalo dovoliť, aby sa na rezných hranách obrábaného nástroja objavili čierne škvrny. Modrá farba kovu naznačuje, že veľmi zmäkol a stal sa príliš tvárnym. Do takého stavu sa to nedá priviesť.
Po kalcinácii produktu na požadovaný stupeň môžete prejsť do ďalšej fázy - chladenia. Najprv sa spustí do nádoby s olejom a to sa robí často (s frekvenciou 3 sekúnd) a čo najostrejšie. Postupne sa intervaly medzi týmito ponormi predlžujú. Akonáhle rozžeravená oceľ stratí jas svojej farby, môžete ju začať chladiť vo vode.

Pri ochladzovaní kovu vodou, na povrchu ktorej zostávajú kvapky horúceho oleja, treba byť opatrný, pretože môžu vzplanúť. Po každom ponore treba vodu pretrepať, aby bola stále chladná. Ak chcete získať lepšiu predstavu o pravidlách vykonávania takejto operácie, pomôže vám školiace video.
Pri chladení kalených vrtákov sú určité jemnosti. Nedajú sa teda spustiť naplocho do nádoby s chladiacou kvapalinou. Ak to urobíte, spodná časť vrtáka alebo akýkoľvek iný kovový predmet, ktorý má podlhovastý tvar, sa najskôr prudko ochladí, čo povedie k jeho stlačeniu. Preto je potrebné takéto výrobky ponoriť do chladiacej kvapaliny zo strany širšieho konca.
Na tepelné spracovanie špeciálnych ocelí a tavenie neželezných kovov nebudú možnosti otvoreného ohňa postačovať, pretože nebude schopný zabezpečiť ohrev kovu na teplotu 700–9000. Na takéto účely je potrebné použiť špeciálne pece, ktoré môžu byť muflové alebo elektrické. Ak je dosť ťažké a drahé vyrobiť elektrickú pec doma, potom s vykurovacím zariadením muflového typu je to celkom možné.
Vlastnoručne vyrobená komora na kalenie kovu
Muflová pec, ktorú je celkom možné vyrobiť doma, vám umožňuje kaliť rôzne druhy ocele. Hlavnou zložkou, ktorá bude potrebná na výrobu tohto vykurovacieho zariadenia, je žiaruvzdorná hlina. Vrstva takejto hliny, ktorá pokryje vnútro pece, by nemala byť väčšia ako 1 cm.

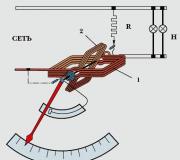
Schéma komory na kalenie kovu: 1 - nichrómový drôt; 2 - vnútorná časť komory; 3 - vonkajšia časť komory; 4 - zadná stena so špirálovými vývodmi
Aby budúca pec mala požadovanú konfiguráciu a požadované rozmery, je najlepšie vyrobiť formu z lepenky impregnovanej parafínom, na ktorú sa nanesie žiaruvzdorná hlina. Hlina, zmiešaná s vodou na hustú homogénnu hmotu, sa nanáša na nesprávnu stranu kartónovej formy, z ktorej bude po úplnom vysušení zaostávať. Kovové výrobky vyhrievané v takomto zariadení sa do neho vkladajú cez špeciálne dvere, ktoré sú tiež vyrobené zo žiaruvzdornej hliny.
Komora a dvierka zariadenia sa po sušení na vzduchu dodatočne sušia pri teplote 100 °. Potom sa vypaľujú v peci, ktorej teplota v komore sa postupne zvyšuje na 900 °. Keď po vypálení vychladnú, treba ich pomocou zámočníckeho náradia a brúsneho papiera opatrne spojiť.

Na povrchu úplne vytvorenej komory je navinutý nichrómový drôt, ktorého priemer by mal byť 0,75 mm. Prvá a posledná vrstva takéhoto vinutia musí byť skrútená dohromady. Pri navíjaní drôtu okolo komory by sa medzi jeho závitmi mala ponechať určitá vzdialenosť, ktorá musí byť tiež naplnená žiaruvzdornou hlinkou, aby sa vylúčila možnosť skratu. Po zaschnutí vrstvy ílu nanesenej na zabezpečenie izolácie medzi závitmi nichrómového drôtu sa na povrch komory nanesie ďalšia vrstva hliny, ktorej hrúbka by mala byť približne 12 cm.
Hotová komora sa po úplnom vysušení vloží do kovového puzdra a medzery medzi nimi sa vyplnia azbestovými trieskami. Pre prístup do vnútornej komory sú na kovovom tele pece zavesené dvierka s keramickým obkladom. Všetky existujúce medzery medzi konštrukčnými prvkami sú utesnené žiaruvzdornou hlinkou a azbestovými trieskami.

Zo zadnej strany jej kovového rámu sú vyvedené konce nichromového vinutia fotoaparátu, do ktorého je potrebné privádzať elektrickú energiu. Na riadenie procesov prebiehajúcich vo vnútri muflovej pece, ako aj na meranie teploty v nej pomocou termočlánku, musia byť v jej prednej časti vytvorené dva otvory, ktorých priemer by mal byť 1 a 2 cm. . Z prednej strany rámu budú takéto otvory uzavreté špeciálnymi oceľovými závesmi. Domáca konštrukcia, ktorej výroba je opísaná vyššie, vám umožňuje doma vytvrdzovať zámočnícke a rezacie nástroje, pracovné prvky lisovacieho zariadenia atď.
Proces kalenia ocele umožňuje zvýšiť tvrdosť produktu asi 3-4 krát. Mnoho výrobcov vykonáva podobný proces v čase výroby, ale v niektorých prípadoch sa musí opakovať, pretože tvrdosť ocele alebo inej zliatiny je nízka. Preto sa mnohí pýtajú, ako vytvrdiť kov doma?
Metodológia
Na vykonanie práce na kalenej oceli je potrebné vziať do úvahy, ako sa takýto proces správne vykonáva. Kalenie je proces zvyšovania tvrdosti povrchu železa alebo zliatiny, ktorý zahŕňa zahriatie vzorky na vysokú teplotu a následné ochladenie. Napriek tomu, že uvažovaný proces je na prvý pohľad jednoduchý, rôzne skupiny kovov sa líšia svojou zvláštnou štruktúrou a vlastnosťami.
Tepelné spracovanie doma je opodstatnené v týchto prípadoch:
- V prípade potreby materiál vytvrdzujte, napríklad na reznej hrane. Príkladom je kalenie dlát a dlát.
- V prípade potreby zvýšte plasticitu predmetu. Toto je často potrebné v prípade kovania za tepla.
Profesionálne kalenie ocele je nákladný proces. Náklady na 1 kg zvýšenia tvrdosti povrchu stoja asi 200 rubľov. Kalenie ocele je možné organizovať doma len s prihliadnutím na všetky vlastnosti zvyšovania tvrdosti povrchu.
Vlastnosti procesu
Je možné vykonať kalenie ocele, berúc do úvahy nasledujúce body:
- Vykurovanie musí byť rovnomerné. Iba v tomto prípade je štruktúra materiálu homogénna.
- Ohrev ocele by mal prebiehať bez tvorby čiernych alebo modrých škvŕn, čo naznačuje silné prehriatie povrchu.
- Vzorka sa nesmie zahriať do extrémneho stavu, pretože zmeny v štruktúre budú nezvratné.
- Jasná červená farba kovu naznačuje správnosť ohrevu ocele.
- Chladenie musí byť tiež vykonávané rovnomerne, na čo sa používa vodný kúpeľ.
Vybavenie a vlastnosti procesu
Na ohrev povrchu sa často používa špeciálne zariadenie. Je to spôsobené tým, že je dosť ťažké zahriať oceľ na teplotu topenia. Doma sa často používajú tieto zariadenia:
- elektrická pec;
- horák;
- tepelná pec;
- veľký oheň, ktorý je postavený okolo, aby presmeroval teplo.
Pri výbere zdroja tepla je potrebné vziať do úvahy skutočnosť, že časť musí byť úplne umiestnená v peci alebo ohni, na ktorom sa vykonáva vykurovanie. Zariadenie bude správne vyberať aj podľa druhu spracovávaného kovu. Čím vyššia je pevnosť konštrukcie, tým viac je zliatina zahrievaná, aby jej dodala plasticitu.
V prípade, že je potrebné kaliť len časť dielu, používa sa tryskové kalenie. Zabezpečuje, aby prúd studenej vody zasiahol iba určitú časť dielu.
Na chladenie ocele sa často používa vaňa s vodou alebo sud, ako aj vedro. Je dôležité vziať do úvahy skutočnosť, že v niektorých prípadoch sa chladenie vykonáva postupne, v iných rýchlo a náhle.
Zvýšenie tvrdosti na otvorenom ohni
V každodennom živote sa kalenie často vykonáva na otvorenom ohni. Táto metóda je vhodná len pre jednorazový proces povrchového vytvrdzovania.
Všetky práce možno rozdeliť do niekoľkých etáp:
- najprv musíte urobiť oheň;
- v čase zakladania ohňa sú pripravené dve veľké nádoby, ktoré budú zodpovedať veľkosti dielu;
- Aby oheň dal viac tepla, musíte poskytnúť veľké množstvo uhlia. dávajú veľa tepla na dlhú dobu;
- jedna nádoba by mala obsahovať vodu, druhá - motorový olej;
- mali by sa použiť špeciálne nástroje, pomocou ktorých bude horúci obrobok držaný. na videu často nájdete kováčske kliešte, ktoré sú najúčinnejšie;
- po príprave potrebných nástrojov by ste mali dať predmet do samého stredu plameňa. zároveň je možné časť zakopať v samotných hĺbkach uhlia, čo zabezpečí zahriatie kovu do stavu tavenia;
- uhlie, ktoré majú žiarivo bielu farbu, sú horúcejšie ako ostatné. proces tavenia kovu sa musí dôkladne sledovať. plameň by mal byť karmínový, ale nie biely. ak je oheň biely, potom existuje možnosť prehriatia kovu. v tomto prípade sa výkon výrazne zníži a životnosť sa zníži;
- správna farba, rovnomerná po celom povrchu, určuje rovnomernosť zahrievania kovu;
- ak dôjde k stmavnutiu do modra, znamená to silné zmäkčenie kovu, to znamená, že sa stane nadmerne ťažným. to by nemalo byť povolené, pretože štruktúra je výrazne narušená;
- keď je kov úplne zahriaty, mal by sa odstrániť z ohniska;
- potom by sa mal rozžeravený kov vložiť do nádoby s olejom s frekvenciou 3 sekúnd;
- konečnú fázu možno nazvať ponorením dielu do vody. Súčasne sa pravidelne vykonáva pretrepávanie vody. Je to spôsobené tým, že voda sa okolo produktu rýchlo zohreje.
Pri vykonávaní práce je potrebné dbať na opatrnosť, pretože horúci olej môže poškodiť pokožku. Vo videu môžete venovať pozornosť tomu, akú farbu by mal mať povrch, keď sa dosiahne požadovaný stupeň plasticity. Ale na kalenie neželezných kovov je často potrebné vyvinúť teplotu v rozsahu 700 až 900 stupňov Celzia. Zohrievanie neželezných zliatin na otvorenom ohni je prakticky nemožné, pretože bez špeciálneho vybavenia nie je možné dosiahnuť takú teplotu. Príkladom je použitie elektrickej pece, ktorá je schopná ohriať povrch až na 800 stupňov Celzia.
Tepelné spracovanie kovov je jedným z hlavných spôsobov, ako zlepšiť ich mechanické a fyzikálno-chemické vlastnosti: tvrdosť, pevnosť a iné.
Jedným typom tepelného spracovania je kalenie. Od staroveku ho človek úspešne využíva remeselným spôsobom. V stredoveku sa tento spôsob tepelného spracovania používal na zlepšenie pevnosti a tvrdosti kovových predmetov pre domácnosť: sekery, kosáky, píly, nože, ako aj vojenské zbrane vo forme kopije, šabľ a iných.
A teraz túto metódu používajú na zlepšenie vlastností kovu nielen v priemyselnom meradle, ale aj doma, hlavne na kalenie kovových predmetov pre domácnosť.
Kalením sa rozumie druh tepelného spracovania kovu spočívajúci v jeho zahriatí na teplotu, pri ktorej dochádza k zmene štruktúry kryštálovej mriežky (polymorfná premena) a ďalšom zrýchlenom ochladzovaní vo vode alebo olejovom médiu. Účelom tohto tepelného spracovania je zvýšiť tvrdosť kovu.
Používa sa aj kalenie, pri ktorom teplota ohrevu kovu neumožňuje uskutočniť polymorfnú premenu. V tomto prípade je jeho stav pevný, čo je charakteristické pre kov pri teplote ohrevu. Tento stav sa nazýva presýtený tuhý roztok.
Technológia kalenia s polymorfnou transformáciou sa používa hlavne pre výrobky z oceľových zliatin. Neželezné kovy sú podrobené kaleniu bez dosiahnutia polymorfnej zmeny.
Po takomto spracovaní sa oceľové zliatiny stávajú tvrdšími, ale zároveň získavajú zvýšenú krehkosť a strácajú ťažnosť.
Na zníženie nežiaducej krehkosti po zahriatí polymorfu sa aplikuje tepelné spracovanie nazývané temperovanie. Uskutočňuje sa pri nižšej teplote s postupným ďalším ochladzovaním kovu. Týmto spôsobom sa odstráni napätie kovu po procese kalenia a zníži sa jeho krehkosť.
Pri kalení bez polymorfnej premeny nevzniká problém s nadmernou krehkosťou, tvrdosť zliatiny však nedosahuje požadovanú hodnotu, preto pri opakovanom tepelnom spracovaní, nazývanom starnutie, sa naopak zvyšuje v dôsledku rozkladu a presýtený tuhý roztok.
Vlastnosti kalenia ocele
Kalené sú hlavne výrobky z nehrdzavejúcej ocele a zliatiny určené na ich výrobu. Majú martenzitickú štruktúru a vyznačujú sa zvýšenou tvrdosťou, čo vedie ku krehkosti výrobkov.

Ak sa tepelné spracovanie takýchto výrobkov uskutočňuje zahrievaním na určitú teplotu, po ktorom nasleduje rýchle temperovanie, potom je možné dosiahnuť zvýšenie viskozity. To umožní použitie takýchto produktov v rôznych oblastiach.
Druhy kalenia ocele
V závislosti od účelu nerezových výrobkov je možné kaliť celý predmet alebo len jeho časť, ktorá musí byť pracovná a má zvýšené pevnostné vlastnosti.
Preto sa kalenie nehrdzavejúcich výrobkov delí na dve metódy: globálne a lokálne.
Chladiace médium
Dosiahnutie požadovaných vlastností nehrdzavejúcich materiálov do značnej miery závisí od voľby spôsobu ich chladenia.
Rôzne druhy nehrdzavejúcich ocelí podstupujú chladenie rôznymi spôsobmi. Ak sa nízkolegované ocele ochladzujú vo vode alebo jej roztokoch, potom pre nehrdzavejúce zliatiny sa na tieto účely používajú olejové roztoky.

Dôležité: Pri výbere média, v ktorom sa kov po zahriatí ochladzuje, treba mať na pamäti, že chladenie vo vode je rýchlejšie ako v oleji! Napríklad voda s teplotou 18 °C dokáže ochladiť zliatinu o 600 °C za sekundu, ale olej len o 150 °C.
Aby sa dosiahla vysoká tvrdosť kovu, chladenie sa vykonáva v tečúcej studenej vode. Na zvýšenie ochladzovacieho účinku sa tiež pripraví soľný roztok na ochladenie pridaním asi 10 % chloridu sodného do vody, alebo sa použije kyslé médium, v ktorom sa použije aspoň 10 % kyselina (zvyčajne kyselina sírová).
Okrem výberu chladiaceho média je dôležitý aj režim a rýchlosť chladenia. Rýchlosť poklesu teploty musí byť aspoň 150 °C za sekundu. Za 3 sekundy by teda teplota zliatiny mala klesnúť na 300 °C. Ďalšie zníženie teploty sa môže uskutočniť ľubovoľnou rýchlosťou, pretože štruktúra fixovaná v dôsledku rýchleho ochladenia pri nízkych teplotách sa už nezrúti.
Dôležité: Príliš rýchle ochladzovanie kovu vedie k jeho nadmernej krehkosti! Toto treba brať do úvahy pri samotvrdnutí.
Existujú nasledujúce spôsoby chladenia:
- Pomocou jedného média, keď sa výrobok umiestni do kvapaliny a udržiava sa tam až do úplného vychladnutia.
- Chladenie v dvoch kvapalných médiách: olej a voda (alebo soľný roztok) pre nehrdzavejúce ocele. Výrobky z uhlíkových ocelí sa najskôr ochladzujú vo vode, keďže ide o rýchlo chladiace médium, a potom v oleji.
- Trysková metóda, kedy sa dielec chladí prúdom vody. To je veľmi výhodné, keď chcete vytvrdiť konkrétnu oblasť produktu.
- Metóda postupného chladenia pri dodržaní teplotných podmienok.
Teplotný režim
Správny teplotný režim vytvrdzovania nehrdzavejúcich výrobkov je dôležitou podmienkou ich kvality. Na dosiahnutie dobrého výkonu sú rovnomerne zahriate na 750-850°C a následne rýchlo ochladené na teplotu 400-450°C.
Dôležité: Zahrievanie kovu nad bodom rekryštalizácie vedie k hrubozrnnej štruktúre, ktorá zhoršuje jeho vlastnosti: nadmerná krehkosť, čo vedie k praskaniu!
Na zmiernenie napätia po zahriatí na požadovanú teplotu vytvrdzovania kovu sa niekedy používa postupné ochladzovanie výrobkov, pričom sa teplota postupne znižuje v každej fáze zahrievania. Táto technológia umožňuje úplne odstrániť vnútorné pnutie a získať odolný produkt s požadovanou tvrdosťou.
Ako vytvrdiť kov doma
Pomocou základných znalostí môžete kaliť oceľ doma. Ohrievanie kovov sa zvyčajne vykonáva pomocou ohňa, elektrických muflových pecí alebo horákov pomocou plynu.
Kalenie sekery na ohni a v peci
Ak chcete napríklad domácemu náradiu dodať dodatočnú silu, aby bola sekera odolnejšia, potom najjednoduchší spôsob, ako ju vytvrdiť, môžete urobiť doma.
Pri výrobe sú vyrazené osi, podľa ktorých môžete rozoznať akosť ocele. Ako príklad budeme uvažovať proces kalenia pomocou nástrojovej ocele U7.

Technológia sa musí vykonávať v súlade s nasledujúcimi pravidlami:
1. Žíhanie. Pred spracovaním otupte ostrú hranu čepele a vložte sekeru do pece na horiacu tehlu, aby sa zahriala. Postup tepelného spracovania je potrebné starostlivo monitorovať, aby nedošlo k prehriatiu (prípustný ohrev 720-780°C). Pokročilejší majstri rozoznávajú teplotu podľa farby tepla.

A začiatočníci môžu zistiť teplotu pomocou magnetu. Ak sa magnet už nelepí na kov, sekera sa zohriala nad 768 °C (červeno-bordová farba) a je čas vychladnúť.

Pohrabáčom presuňte rozžeravenú sekeru k dvierkam pece, odstráňte teplo hlboko do pece, zatvorte dvierka a ventil, nechajte zohriaty kov v peci 10 hodín. Sekeru necháme postupne pri sporáku vychladnúť.
2. Kalenie ocele. Sekeru zahrejte na ohni, pekáči alebo piecke na tmavočervenú farbu - teplota 800-830°C (magnet prestal magnetizovať, počkajte ešte 2-3 minúty).
Kalenie sa vykonáva v zohriatej vode (30°C) a oleji. Spustite čepeľ sekery do vody o 3-4 cm a intenzívne ňou pohybujte.

3. Uvoľnenie čepele sekery. Popúšťanie znižuje krehkosť ocele a zmierňuje vnútorné napätie. Kov prebrúste brúsnym papierom, aby ste lepšie rozlíšili farby belosti.

Sekeru držte 1 hodinu v rúre pri teplote 270-320°C. Po expozícii vyberte a ochlaďte na vzduchu.
Video: tepelné spracovanie sekery doma, tri stupne: žíhanie, kalenie, popúšťanie.
Kalenie noža
Na kalenie kovov je vhodné používať pece nezávisle. Pre domáce potreby vo forme nožov, sekier a iných sú najvhodnejšie malé muflové pece. V nich je možné dosiahnuť teplotu kalenia oveľa vyššiu ako na ohni a je ľahšie dosiahnuť rovnomerné zahrievanie kovu.
Takáto rúra môže byť vyrobená nezávisle. Na internete nájdete veľa jednoduchých možností pre jeho dizajn. V takýchto peciach môže byť kovový výrobok zahriaty až na 700-900 °C.

Zvážte, ako vytvrdiť nôž z nehrdzavejúcej ocele doma pomocou muflovej elektrickej pece. Na chladenie sa namiesto vody alebo oleja používa roztopený pečatný vosk (dostanete ho vo vojenskej jednotke).