Самодельные гибочные станки для профильной трубы. Идеи мастеров: как изготовить трубогиб для профильной трубы своими руками
В строительстве часто возникает потребность в изгибе металлических полосок или труб. Если нет возможности посетить мастерские, которые специализируются на данном вопросе, делается трубогиб для профильной трубы своими руками. Имея подобный инструмент под рукой, легко сделать шпалеры, арки для вьющихся растений и винограда. Он поможет также в изготовлении беседок, навесов, пристроек или теплиц, ограждений и даже металлических каркасов для мебели.
Как выглядит трубогиб
Трубогиб – это специальный прибор, помогающий плавно деформировать трубы из стали, алюминия, меди, поливинилхлорида и других материалов. Изгиб делается от 0 до 180˚, если диаметр колеблется в пределах от 5 до 1220 мм.
Трубогиб формирует изделие без повреждений, изломов.
По способу установки различают стационарные и переносные приборы.
По типу привода – ручные, электрические и гидравлические.
Трубогиб для работы с трубами, металлическими полосами
Надежный рычажной или винтовой прибор
Прибор состоит из трех валов. На станине располагаются два опорных ролика в статичном положении. Их вращает ручка, установленная на шейке одного из них. Подающие материал валы приходят в равномерное движение благодаря соединяющей цепи.
В направляющих установлен прижимной ролик. Винт поднимает направляющие и опускает их в вертикальной жесткой рамке. Как видим, схема трубогиба для профильной трубы своими руками несложная.
Первый этап в изготовлении такого прибора – формирование рамы. Для этого нужно взять уголки. Также потребуется двухрядная цепь и звездочки. Для изготовления ручки, вращающей валы, подойдет калиброванный прут и гаечный ключ. При дальнейшем использовании на ручку надевается отрез. Это делается для предотвращения появления мозолей на руках.
Валы придется заказать у токаря. Чтобы материал не сползал по трубогибу в сторону, в приборе делается специальная проточка по размеру профиля (+ 2 мм). На валах вытесняются шейки под посадку рабочего подшипника и звездочек. Кроме того, потребуются также шпоночные пазы под крепление. Размер паза на шестерне определяет их ширину. Глубина будет равна половине высоты шпонки, используемой на автомобиле для таких же звездочек.

Валики, между которыми проходит труба
Чтобы винт прибора в процессе работы не стерся, на нем закрепляют медную или чугунную пластину.
Для качественного сгиба трубу кладут на ролики подачи и тщательно придавливают. После этого определяется точка начала радиуса. Она совпадает с центром валка, находящегося сверху. Ручку вращают в требуемом направлении, перемещая при этом трубу при помощи подающих роликов. При каждом проходе делаются остановки, во время которых поворачивается винт и проверяется радиус.
Когда делаем трубогиб профильной трубы своими руками, осуществляем модернизацию. Чтобы не вращать тяжелую ручку, достаточно сделать привод.

Для изгиба труб в некоторых профилегибах используются регулируемые ролики
Вместо ручки устанавливается шкив. Для хорошего вращения лучше использовать клиноременную передачу. Если в сети начнутся перегрузки, она не порвется, а просто забуксирует.
Электродвигатель можно взять со старой стиральной машинки или же с насоса.
Сделав в подающих роликах 5-6 фигурных врезов, повторяющих конфигурацию сечения, можно достичь универсальности прибора. В таком инструменте согнутся не только профильные трубы различного сечения, но и водопровод, металлические полоски. Технология изготовления трубогиба для профильной трубы своими руками похожа на один типоразмер, отличаются лишь чертежи бочки роликов подачи.

Схема рычажного трубогиба
Делаем разовые трубогибы
Если нет надобности в постоянной работе прибора, его можно упростить. Из досок, которые больше профиля, изготавливаем шаблон изгиба. Готовая конфигурация закрепляется на щите. Изначально прибивается фиксатор для удержания предмета, затем в нескольких местах крепятся планки (они выступают за край щита и ограничивают при этом проворачивание профиля).
После монтажа конец заводится между фиксатором и шаблоном, постепенно прижимается к поверхности. Помочь в этом может рычаг из прутка.
Получается отличный трубогиб для профильной трубы своими руками, размеры которого могут быть любыми.

Схема трубогиба, который можно сделать своими руками
Для этого подбирают дерево твердой породы. Подойдет дуб или же обычная груша. Формирование деревянных элементов выполняется на домашнем станке: на вращающейся части крепится деревянный брусок, а резцом по дереву ему придается нужная форма. Важно аккуратно работать рычагом. Вращающие движения выполняем плавно, без рывков.
Трубы небольшого размера пластичны и мягки, поэтому деревянная конструкция сгибает до десятка профилей.
Если нет цепи, передвижению предметов между роликами помогаем самостоятельно. Их нужно подталкивать руками вдоль оси. Прижимаем торцом широкой доски, у которой предварительно закруглены углы.
Занимаясь изготовлением трубогиба для профильной трубы своими руками, важно понимать главный принцип его работы. Он заключается в том, что прибор деформирует детали при помощи трех точек, которые располагаются на расстоянии 200-300 мм друг от друга. Во время движения они ограничивают проворачивание предмета. Благодаря этому профиль сохранит свое сечение, а поверхность останется гладкой и неповрежденной.

Изгиб трубы по деревянному шаблону
Конструкция из двух труб
Для такого инструмента понадобится два отрезка стали. Их диаметр не должен выходить за пределы 70-150 мм. Отрезы бетонируются в вертикальном положении. Это может быть углубление в земле или емкость, вышедшая из активного использования. Можно взять высокое ведро, таз или пластмассовую бочку. Главное, чтобы расстояние между трубками было 40-50 см.
Если бетонировать трубы нет возможности, их приваривают сварочным аппаратом к укрепленному основанию. Как видим, ручной трубогиб для профильной трубы, изготовленный своими руками, представляет собой несложную конструкцию.
Сам рабочий процесс также несложный. Трубу для сгиба вводят одним концом в промежуток между установленными ранее стальными отрезами. После этого она изгибается под нужным углом. Данный способ подходит для диаметра 40 мм.
Чтобы изогнуть слишком короткую трубу, в нее вставляют арматуру и после этого продолжают рабочий процесс.

Трубогиб с цепью и звездочками
Трубогиб с нагревом
Благодаря такому методу изгиб получается плавным.
Суть процесса заключается в том, что внутрь засыпается отобранный, просеянный кварцевый песок. Он не прилипает к стенкам, но в горячем состоянии воздействует на них. Труба закрывается с обеих сторон деревянными пробками.
Следует учесть, что в процессе нагрева в закрытом пространстве скапливаются газы и пары. Чтобы они беспрепятственно вышли, на конце делаются маленькие отверстия.
Участок для изгиба отмечается мелом. Чтобы деформировать трубу на 90 о, нагревается отрез, равный шести диаметрам (соответственно 45 о – три диаметра, 60 о – четыре).
После нагрева труба аккуратно вводится в трубогиб профильной трубы, сделанный своими руками, и сгибается по шаблону. Чертежи такого прибора можно найти бесплатно.
Не стоит останавливаться перед трудностями, проблема решается, если подойти к ней творчески. Конечно, лучше обратиться к опытным мастерам, но когда нет времени ждать прихода рабочих или нет дополнительных средств для оплаты их труда, можно самостоятельно согнуть детали.
Видео-инструкции по изготовлению трубогиба
Во время работы на участке либо в гараже довольно часто требуется согнуть несколько труб по той или иной окружности. Или, как вариант, сделать ровные стальные полосы полукруглыми. Для этого используется такое устройство, как трубогиб, но приобретать заводскую модель для произведения пары-тройки операций – удовольствие не из дешевых. Легче изготовить простой трубогиб своими руками, способный согнуть трубу по требуемым размерам. С самыми простыми и популярными вариантами данной конструкции мы и ознакомимся сегодня.
Для чего используют трубогибы?
Профильные трубы, имеющие различные разрезы, считаются сегодня наиболее востребованными металлическими изделиями и используются при сооружении теплиц, навесов, гаражей, для создания ограждений, во время прокладки трубопровода и так далее. И при изготовлении большинства этих изделий трубы необходимо сгибать под тем или иным углом, а без специального оборудования с этим никак не справиться.

Итак, трубогиб – это специальное устройство, посредством которого в большинстве случаев и сгибаются трубы, причем угол изгиба может быть разным (в пределах 0-180 градусов). Привод современного трубогиба зачастую электромеханический или же гидравлический.
Обратите внимание! С помощью описываемого в статье приспособления можно сгибать изделия любой конфигурации (котельные, газо- и водопроводные; более того, трубы могут быть как стальными, так и медными, алюминиевыми либо же металлопластиковыми).

Сфера применения трубогиба достаточно широка – его можно встретить на строительных площадках, при создании отопительных/водопроводных сетей, на промышленных объектах, проч. Трубогиб, изготовленный собственноручно – это незаменимая вещь в хозяйстве, которая может быть использована для самых разных работ. Если вы, к примеру, намерены своими руками установить кондиционер, оборудовать вентиляционную или отопительную систему, то обойтись без данного агрегата будет непросто.
Как устроен трубогиб?
Конкретная конструкция приспособления зависит, прежде всего, от его предназначения, однако в обязательном порядке трубогиб включает в себя:
- раму;
- пару трубных упоров;
- гидроцилиндр;
- планки (верхняя/нижняя).

Заметим также, что рама может быть как открытой, так и закрытой. Что касается гидроцилиндра, то он – это главная часть приспособления, которая выполняет силовую функцию.
Также в схеме трубогиба своими руками присутствует нагнетательное устройство, которое размещается на тыльной части корпуса; в этом же месте располагается винт перепускного клапана, рукоятка. А вот сверху цилиндра имеется пробка, посредством которой внутрь заливается масло и проверяется его уровень. Размещенная внизу планка агрегата накручивается на резьбу, находящуюся спереди корпуса, а затем прижимается специальной фиксирующей гайкой. Дополнительно планка крепится замком и парой винтов.

Для ручного усиления применяется выдвижной шток, возвращающийся назад благодаря пружине, которая располагается в цилиндре. Планки трубогиба выполнены как сварная конструкция. На поперечных пластинах имеются отверстия, посредством которых устанавливаются упоры. В нижней части корпуса есть еще резьбовые отверстия для установочных болтов, регулируемые по высоте.
Обратите внимание! Упор выполнен в виде цапфы, а упоры, которые расположены на ее концах, вставляются в отверстия на планках. Изгибаемое изделие будет опираться на ручей, расположенный в середине упора. Элементы, обеспечивающие сгибание, выполнены из точного стального литья.

Рассматривая трубогиб своими руками, нельзя не отметить тот факт, что профильные трубы с тонкими стенками пользуются в последние годы все большей популярностью, более того, они дают возможность создавать долговечные и привлекательные конструкции, а также экономить на строительных работах. Именно из таких труб сегодня делают теплицы, различные навесы. Чем же отличается профильная труба от обыкновенной? Прежде всего, поперечным сечением, которое в данном случае не круглое, а овальное, прямоугольное либо квадратное. Именно этим и объясняются конструктивные особенности трубогиба для данного типа труб – ролики должны быть такого же сечения, что и сгибаемые изделия, в противном случае сечение последних может быть деформировано.

Виды трубогибов
С помощью ручного трубогиба можно сгибать кольца и дуги. Подобный аппарат весит относительно немного (порядка 65 кг), благодаря чему его можно транспортировать к месту работ при небольших металлоконструкциях (тех же теплицах, воротах, навесах). Вот основные характеристики материалов, которые могут обрабатываться ручным приспособлением: круглая труба с сечением 3 сантиметра, квадратная – 4х4 сантиметра, прут – 1,6 сантиметра, полоска – 4х1 сантиметр и, наконец, квадрат – 1,6х1,6 сантиметра.

Благодаря разного рода оправкам, диапазон обрабатываемых изделий может быть расширен, а трубогиб, в свою очередь, может быть превращен в профилегиб. Стоимость ручного инструмента такова, что его можно приобрести либо изготовить собственноручно даже для незначительных производств.

Что же касается электрических трубогибов, то их используют в промышленных масштабах при работе с изделиями различного сечения. Подобные агрегаты очень производительны, что обуславливается, в первую очередь, дополнительными функциями, среди которых вращение вальцов сразу в двух направлениях, применение ножных педалей, регулировка при помощи панели управления.
К возможностям электрических трубогибов можно отнести гибку дуг из квадратных (8х4 сантиметра) и круглых (3 сантиметра) труб. С целью соответствия конфигурации сечения и диаметру изделий приборы оборудуются специальными сменными оправками под каждый конкретный случай.

Более современным считается гидравлический ручной трубогиб, сила которого такова, что позволяет обрабатывать достаточно крупные изделия из стали. Именно такой вариант желательно использовать для водо- или газопроводов. У данного трубогиба привод оборудуется специальной гидравлической установкой, которая и отличает его от обычного прибора (труд оператора заметно облегчается).

Гидравлические приспособления могут быть сразу нескольких типов и могут применяться для различных труб и арматур. Так, переносной трубогиб (ТПГ) может применяться для цельных стальных труб, а также для круглого проката (речь идет о бульдозерном методе, когда трубы не заполняются песком или другими наполнителями). Существует также ручной агрегат (РГУ), с помощью которого изгибают водо- и газопроводные трубы, арматуру или, опять же, стальной прокат.

Обратите внимание! С точки зрения эксплуатационных условий трубогиб (своими руками в том числе) может быть ручным и стационарным. Представители первой группы больше подойдут для бытового применения, в то время как представители второй – на предприятиях, где требуется сгибание труб или иных изделий.
Принцип работы трубогиба
Поначалу может показаться, что в сгибании труб ничего сверхсложного нет, однако в действительности это не совсем так. При неправильном обращении вы можете столкнуться со всевозможными дефектами, среди которых подминание (может стать причиной изменения диаметра) или же растягивание толщины в месте сгиба (из-за этого могут пострадать прочностные характеристики трубопровода). По этой причине приспособление нужно подбирать правильно, зная о принципе его действия – так вы минимизируете возможные дефекты.

Сам же принцип работы заключается в следующем. Вначале необходимый размер полукруга рисуется на сложенных досках или же кусках древесно-стружечных плит, после чего они обрезаются по линии и фиксируются посредством гвоздей на полу, стене или же заборе. При этом необходимо помнить, что этот щит должен быть несколько толще, нежели сгибаемое изделие (примерно на два-три сантиметра). Из обреза доски в боковой части фиксируется упор. Между последним и шаблоном вставляется край трубы, а затем в соответствии с этим шаблоном производится плавное сгибание (за второй конец изделия для этого нужно взяться руками).
Важная информация! Если речь идет о короткой трубе либо небольшом прутке, то второй конец наращивается обрезком трубы, подходящей по своему диаметру.
Также заметим, что существуют достаточно сложные решения проблемы со сгибанием труб большого диаметра, однако они предусматривают наличие навыков слесарных работ и использование профессионального оборудования. Самому сделать такой трубогиб не только трудно, но и дорого – гораздо проще приобрести уже бывший в использовании ручной агрегат.
Видео — Трубогиб для профильных труб своими руками
Простой трубогиб для обычных труб своими руками
Для сборки несложного трубогиба своими руками потребуется лишь то, что можно отыскать на любом дачном участке. Если говорить конкретнее, то вам понадобится:
- деревянный щит;
- два небольших бруска;
- большие крюки;
- несколько прочных досок.

Нарисуйте на готовом щите полукруг, согласно которому будет сгибаться труба. Если агрегат будет применяться несколько раз, нарисуйте сразу пару-тройку полукругов. Далее прибейте снизу вертикально бруски или доски (те способны помочь с заведением трубы и фиксацией ее концов). После этого закрепите вдоль полукруга большие крюки. Этот агрегат достаточно удобен, но его минус в том, что крюки придется каждый раз перевешивать, чтобы получать различные углы изгиба.


Изготовление трубогиба, предназначенного для работы с профильными трубами своими руками
Для подобного рода труб описанная выше конструкция уже не подойдет. По этой причине потребуется особый роликовый трубогиб своими руками. Если ознакомитесь с чертежами и пошаговой инструкцией, то вполне сможете сделать такой вот станок собственноручно.

Из материалов вам понадобится:
- заранее сделанный каркас из стального профиля;
- ролики;
- домкрат;
- три валика.
После подготовки всего необходимого можете приступать непосредственно к процессу изготовления.

Шаг первый . Изготовьте металлический каркас. Внизу можете дополнительно приварить крепежи для фиксации на столешнице. После этого разместите пару вертикальных опор: сбоку и по центру. С противоположной стороны (там, где опора отсутствует) профиль будет приподниматься, а потому ее требуется прикрепить болтами. Данная часть будет приподниматься с помощью домкрата.

Шаг второй . Приварите валы к готовому каркасу. Два по бокам, в то время как под третий требуется заранее подготовить опоры. Вал будет крепиться к последним.


Шаг третий . Приварите ручку, выполненную из трубы из стали, к центральному валу. С помощью этой ручки и будет производиться изгиб изделия.

Шаг четвертый . Зафиксируйте между валами по бокам и центральным по два вала, а также ролика, дабы сгибаемое изделие не смещалось. Дело в том, что так труба не будет сильно смещаться, а потому работа будет производиться с максимальной аккуратностью.

Шаг пятый . В конце установите домкрат под подвижную часть профиля (ту, что с валиком). Домкрат, к слову, может быть как простым реечным, так и бутылочным. Если нужно, зафиксируйте его на конструкции.

Обратите внимание! Произведите тщательные замеры перед началом работ. Нарисуйте схему, проверьте, насколько качественно сварены между собой детали. Кроме того, советуем ознакомиться с видеороликом, представленным ниже.
Видео – Изготовление простого трубогиба своими силами
Изготовление компактного трубогиба-улитки

Чтобы сделать трубогиб своими руками, можете использовать уже готовые чертежи конструкции. Ознакомьтесь с несколькими вариантами, соразмерьте их сложность и свои возможности, наличие требуемых навыков и оборудования. Так вы сумеете подобрать самую оптимальную конструкцию. Итак, ознакомьтесь еще с несколькими вариантами трубогибов, которые вполне можно собрать своими руками.
Начнем с того, что для правильного сгибания профильных труб необходимо четко понимать, какова физика данного процесса. Как правило, в ручных приспособлениях применяется так называемый круговой загиб, благодаря которому риски повреждения изделия, появления трещин или заломов минимизированы. Для сгиба трубы в таком агрегате необходимо зафиксировать в нем трубу, а затем надавить на рычаг. Изделие будет сгибаться во время прокатывания по ролику, который, в свою очередь, прижимает его к основному колесу.
Что же касается необходимого оборудования и материалов, то вам потребуется:
- лист металла 6-миллиметровой толщины;
- линейка/рулетка;
- рабочее колесо;
- молоток;
- нажимной ролик;
- уголки, выполненные из стали, с размерами 5х5х0,25 сантиметра;
- аппарат для сварки (и навыки работы с ним, разумеется);
- кусок толстой трубы диаметром 2,5 сантиметра;
- болгарка;
- оси вращения;
- шайбы, гайки;
- кусок металлического прута с квадратным сечением (2х2х4 сантиметра).
Обратите внимание! Сооружая трубогиб своими руками, в обязательном порядке соблюдайте требования техники безопасности! В особенности, это относится к сварке и резке металла!
Как рассчитать конструкцию. Чертеж
До тог как приступать к изготовлению трубогиба своими руками, определите, под каким радиусом вам потребуется сгибать трубы чаще всего. Именно от этого будут зависеть габариты рабочего колеса (они должны быть такими, как и внутренний радиус готового колена).

Чертеж, представленный выше, был создан для профильных труб, чей диаметр не превышает одного дюйма. При помощи данного агрегата можно будет получить радиус изгиба до 12,5 сантиметра (это 1/2 диаметра рабочего колесика). Но если вам требуются иные параметры изгиба, примените соответствующую методику расчета.
Так, основной размер вилки – это дистанция между осями ролика и рабочего колеса (здесь а = 200 миллиметров). Данный промежуток выбран в этом случае с учетом того, что предельный диаметр профильной трубы будет составлять 25 миллиметров, но мы рекомендуем прибавить еще несколько «резервных» миллиметров.
Вот формула расчета расстояния между осями:
d + r1 + r2 + 2 = а, в которой:
- d – это точный диаметр изделия;
- r1-2 – это радиус ролика/рабочего колеса.
Обратите внимание! Если конструкция будущего агрегата предусматривает наличие своего рода ручейкового шкива, то измеряйте, отталкиваясь исключительно от нижней точки данного элемента.

Чтобы определить размер вилки, примите 10 миллиметров как зазор между ее основанием и роликом, а затем прибавьте еще 30 «запасных» миллиметров. А вот для определения внутреннего зазора добавьте к толщине колеса один-два миллиметра.
Важная информация! Для получения более универсальной конструкции проделайте по бокам вилки несколько отверстий. При перестановке оси ролика вы будете менять дистанцию между поверхностями крутящихся элементов.
Как изготовить такой трубогиб – подробное руководство
Как можно заметить по представленной выше схеме, конструкция состоит из:
- железной толстой пластины (основания);
- вилки;
- рабочего колеса;
- и, наконец, ролика.
Для изготовления трубогиба своими руками соблюдайте приведенную ниже последовательность действий.
Шаг первый . Для начала сделайте ролик и рабочее колесо. Если у вас имеется токарный станок, это очень даже хорошо, однако в отсутствие подобного оборудования данные элементы тоже можно изготовить без каких-либо трудностей. За умеренную плату специалист быстро выточит вам шкивы.
Обратите внимание! Не экономьте на создании движимых деталей! В них должен иметься желоб для трубы предельного диаметра, кроме того, в ролике должно иметься гнездо для подшипника качения.
В случае необходимости можно внести коррективы в конструкцию поверхности колена; желоб ролика/колеса выполняют фигурным. Когда ролик будет прокатываться, то оставит след на наружной поверхности колена, в то время как колесо оставит его на внутренней. Для облегчения работы и удешевления суммарной стоимости конструкции можете установить два шариковых подшипника требуемых габаритов вместо ролика.


Шаг второй . Используя тот же станок, необходимо выполнить ось для ролика и рабочего колеса. При этом важно, чтобы толщина элементов соответствовала внутреннему диаметру используемого вами подшипника. Что же касается длины оси, то она должна быть такой, как наружная ширина вилки. Длина оси вращения колеса будет несколько большей, поскольку в учет будет приниматься еще и толщина плиты основания агрегата. Если вы откажетесь от установки подшипников, то сможете тем самым заметно удешевить процесс, а в роли осей в данном случае будут выступать уже болты большой длины с гайками. Как бы то ни было, помните, что работать на таком приспособлении будет гораздо труднее.

Шаг третий . После этого возьмите лист металла, вырежьте из него тыльную стенку и боковые поверхности вилки; помимо этого, потребуется кусок трубы с толстыми стенками, который послужит в роли рычага.
Шаг четвертый . В соответствии со схемой проделайте отверстия в вилке для ролика/колеса.
Шаг пятый . Сварите элементы вилки. При этом следите за тем, чтобы особенно качественно были выполнены именно прямые углы данного изделия.
Обратите внимание! Лучше не крепите рычаг встык к вилке, поскольку такого рода крепление окажется ненадежным по причине больших прилагаемых усилий. Оптимальный вариант – просверлить в тыльной стенке отверстие, куда впоследствии войдет конец трубы. Если обварите такое соединение, используя сварочный аппарат, то получите в результате предельно прочный стык.
Шаг шестой . Продолжаем собирать трубогиб своими руками. Итак, теперь вооружитесь болгаркой и вырежьте с ее помощью станину. После этого просверлите в ней дыру соответствующего размера для стационарной оси колеса.
Шаг седьмой . Если потребуется, запрессуйте в ролик подшипник.
Шаг восьмой . Поместите ролик в вилку, а затем закрепите при помощи гаек или же сварочного аппарата.

Шаг девятый . Собранную вилку установите на основание, зафиксировав ось колеса так же, как и при установке ролика.
Шаг десятый . Приварите кусок квадратного сечения – это будет своего рода фиксатор обрабатываемого изделия.
В конце проделайте отверстия по углам основания для установки агрегата к верстаку. Не забывайте зачищать места сварки, дабы конструкция выглядела в итоге более привлекательно. Также покрасьте трубогиб эмалью для защиты от ржавления.
Еще одна конструкция гибочного станка




Здесь, как видите, ролик прижимается посредством резьбовой передачи. В данном примере будет применяться гидравлический домкрат и ручной привод, в котором будут присутствовать элементы газораспределительного механизма (речь идет о тех, что в автомобильных двигателях). И еще один момент: не забывайте о личной безопасности! Всегда пользуйтесь при работе средствами индивидуальной защиты!
Теперь – непосредственно к процессу изготовления трубогиба своими руками
Шаг первый . Для начала сделайте нажимной вал и опорные валы. Если не умеете работать с токарным станком, то потребуется помощь профессионала. При этом важно, чтобы ролики имели хвостовики, необходимые для монтажа звездочек.

Обратите внимание! Цепь, равно как и звездочки, может быть любой.
Шаг второй . Прикрепите к валам подшипниковые опоры, закрепите шестерни на шпонки.

Шаг третий . Сварите каркас будущего станка трубогиба. Прежде всего, изготовьте квадратную раму, на которой имеются опорные ножки, после чего установите на нее конструкцию, посредством которой будет двигаться плита с роликом.

Шаг четвертый . Плитой в данном случае послужит швеллер (Н- или П-образный). Чтобы установить нажимной вал, проделайте на краях плиты отверстия с учетом габаритов подшипниковых опор.

Шаг пятый . Кусок швеллера с роликом подвесьте на четырех пружинах сверху каркаса (по углам предварительно приварите гайки, которые послужат вам в роли монтажных петель). Затем установите, наконец, гидравлический домкрат.

Шаг шестой . На нижней раме зафиксируйте приводные валы.

Шаг седьмой . Наденьте на звездочки цепь, надавите на нее внизу, дабы определить место, где будет располагаться натяжитель. Установите последний на станине конструкции.

Шаг восьмой . Установите ручку, чтобы вращать валы конструкции. Рекомендуем использовать ручку с вращающейся трубкой, чтобы работать было легче, а на руках не было мозолей.

Шаг девятый . Готовый трубогиб своими руками можете обработать специальным преобразователем ржавчины, после чего покрасить.

В конце остается только проверить полученную конструкцию на предмет работоспособности. На этом все, надеемся, что вы, следуя нашим инструкциям, обязательно получите желаемый результат! И в конце – еще один тематический видеоматериал.
Удачи в работе!
Видео – Изготовление простого трубогиба
Технологию изготовления которого вы узнаете из данной статьи. Мы расскажем, как сделать трубогиб для профильной трубы своими руками, приведем схемы, чертежи и перечень необходимых инструментов для выполнения работ в домашних условиях.
Cодержание статьи
Необходимость использования и стоимость промышленных трубогибов
Решая, профильную трубу, неопытные мастера нередко прибегают к ручному механическому сгибанию, для чего используются примитивные конструкции в виде опорных штырей, забитых в бетонную плиту, по лекалу которых сгибается труба.
Однако данный способ имеет ряд существенных недостатков, основной из которых трудоемкость: профиль имеет повышенную прочность за счет наличия ребер жесткости – крайне сложно выполнить изгиб полагаясь лишь на физическую силу. Отметим, что прочность профиля уменьшается из-за ручной гибки, поскольку она сопровождается прикладыванием неравномерных усилий, что приводит к увеличению внутреннего напряжения в материале.
На строительном рынке представлено большое количество устройств для гибки профиля, однако они имеют непомерную стоимость, что не позволяет приобретать такие агрегаты для использования в домашних условиях. В качестве примера приводим среднюю цену на модели станков от лидирующей компании на рынке – фирмы TV:
- ручной трубогиб TV-2 -12 тыс. рублей;
- роликовый профилегиб TV-4 – 30 тыс;
- трубогиб электрический роликовый профилегиб TV-10 (двухсторонний) – 76 тыс.
Чтобы изготовить ручной станок в домашних условиях вам потребуется затратить на комплектующие материалы около 3-5 тысяч, при этом по эффективности он не будет уступать изделиям промышленного производства.
Делаем простой трубогиб своими руками
Предлагаем вашему вниманию инструкцию, следуя которой можно сделать ручной трубогиб профильной трубы своими руками. Изготовленный станок позволяет выполнять сгибание профиля сечением от 10*10 до 25*25 мм под углом 0-180 градусов.
Это простейшая конструкция , для изготовления которого вам потребуются следующие материалы:
- крепежная планка с отверстием 30 мм в диаметре и 4-ма посадочными гнездами под шпильки М6;
- ручка для вращения, в качестве которой можно использовать использовать усиленный толстостенный квадратный профиль;
- большой ролик диаметром 173 мм;
- малый ролик диаметром 65 мм;
- ось для вращения роликов диаметром 30 мм и высотой 61 мм, с резьбой М14 на торцевой части;
- шайба С16 и гайка М16.
Крепежная планка под станок для гибки профильной трубы изготавливается из листового металла толщиной не менее 7 мм . В ней необходимо высверлить отверстия под установку оси вращения ролика и установку шпилек М6 (диаметр гнезд 8 мм), также на планке высверливаются отверстия под фиксирующие болты.
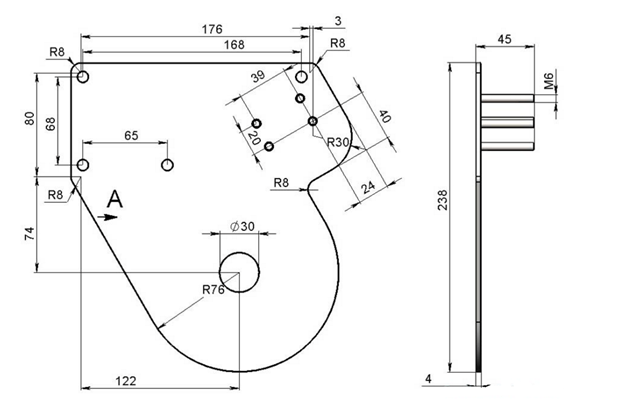
Ручка (рычаг) для прикладывания усилия на изгиб выполняется из квадратного профиля сечением 36*36 мм (толщина стенки 4 мм, к внутреннему торцу которого привариваются две пластины с отверстиями 30 мм под болты фиксации роликов. Учитывайте, что от длины ручки непосредственно зависит КПД работы. Впоследствии ее можно будет удлинить с помощью вставленного внутрь профиля лома.

Для профильной трубы изготавливается по следующему алгоритму:
- На слесарном верстаке с помощью болтов М8 фиксируется крепежная планка. Верстак либо стол, на котором устанавливается приспособление, должен быть хорошо закреплен на полу во избежание сдвигов в процессе сгибания профиля.
- Между пластинами ручки размещается большой ролик, который насаживается на продетую в отверстие крепежную планку ось вращения и зажимается гайкой.
- Устанавливается и фиксируется ось малого ролика.
- В посадочных гнездах пластины крепятся шпильки М6, которые будут фиксировать крайнюю часть профиля в процессе изгиба. На шпильки устанавливаются крепежные пластины, подобранные в соответствии с размером профиля.
Как согнуть профильную трубу изготовленным приспособлением? Ручка трубогиба отводится в крайнее левое положение так, чтобы между крепежными пластинами и отверстием между роликами соблюдалась прямая ось. В посадочное гнездо вводится профильная труба и рычаг станка поворачивается до тех пор, пока изгиб не получит требуемый угол.
Самодельный трубогиб для профиля (видео)
Станок для высокоточной гибки профиля
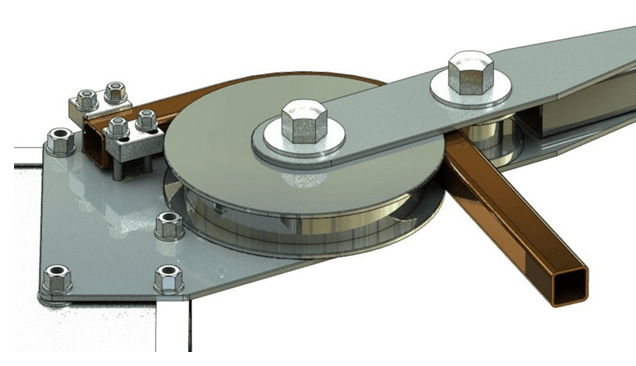
Гибка профильной трубы по радиусу выполняется с применением более сложного устройства, которое также можно сделать в домашних условиях. Схема и конструктивные особенности приспособления приведены на изображении.

Данный гибочный станок для профильной трубы фиксируется на рамном столе (без столешницы), от габаритов которого зависит размер несущей станины. В данной схеме используется станина из швеллера высотой 10 см и длиной 77 см .
Чтобы сделать трубогиб следуйте инструкции:
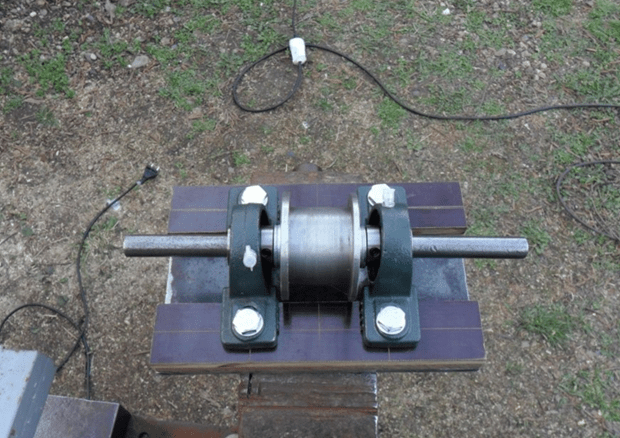
- Из полосы металла толщиной 5 мм вырезается 4 опорные стойки под малые валы, по которым будет перемещаться профиль. На верхнем торцевой части стоек вырезаются отверстие под ось вращения роликов. Размеры стоек – 5*10 см.
- Стойки привариваются к швеллеру на расстоянии 30 см друг от друга. Ролики под валы можно приобрести на скобяном рынке, такие изделия используются при монтаже откатных . После сварки уложите на ролики профиль и проверьте, не повело ли конструкцию в процессе сваривания. В случае деформации вам потребуется сделать всю работу повторно.

- Далее из листового металла толщиной 8 мм вырезается пластина под несущую часть станка, размеры пластины – 25*25 см. На пластину нам нужно установить центральный ролик, посредством вращения которого будет перемещаться сгибающейся профиль.
- По краям пластины устанавливаются деревянные прокладки толщиной 10 мм, которые приклеиваются к металлу с помощью суперклея. Подставки нужны для того, чтобы при вращении ролик не задевал несущую пластину.
- Чтобы установить ролик вам потребуется два подшипника, внутри которых будет вращаться ось вала. Хорошо подходят подшипники серии №203 от компании CRAFT
. Подшипники фиксируются с помощью болтов в предварительно высверленных внутри подставок отверстиях.
- Далее нужно сделать четыре стойки длиной в 40 см из 50-го уголка и с помощью сварки закрепить их по углам пластины с центральным валом, зафиксировав ее на несущей станице станка (швеллере). Пластина устанавливается в центральной части стоек так, чтобы между осями роликов соблюдалось расстояние, равное размеру профиля, с которым вы планируете работать.

- Из листового металла 8 мм вырезаются заглушки, которые привариваются к верхней части стоек. Далее нужно сделать пластину под крышку станка, на которой будет устанавливаться регулирующий винт. Внутри пластины высверливается отверстие под диаметр используемого винта (можно применить винт от пресса для давки винограда ).
- В заглушках стоек высверливается отверстия под болты (диаметр 10 мм) и пластина крышки фиксируется на стойках.
- В отверстии на крышке нарезается резьба и вкручивается пятка, внутри которой будет вращаться прижимной винт.
- К пластине приваривается уголок 15 мм, выступающий в качестве наружного ограничителя винта, под который в уголке высверливается отверстие, параллельное оси пятки. В отверстии нарезается резьба соответствующего размера.

- Осталось сделать ручку для центрального вала и зафиксировать ее на оси вращения ролика. В качестве ручки можно использовать засов от ставней либо отрезок арматуры соответствующей длины.
- Также не помешает покрасить станок, чтобы он приобрел более презентабельный вид. Покрытие из краски также защитит металл от коррозии.

Как согнуть с помощью сделанного станка? Профиль укладывается на валы, после чего посредством прижимного винта опускается центральный ролик так, чтобы он упирался в трубу. Далее выполняется вращение поворотной ручки и валы перемещают профиль, который изгибается под давлением центрального ролика.
Протянув профиль по всей длине опускаем прижимной винт еще ниже и повторяем операцию, перемещая профиль в обратную сторону. Процесс выполняется до тех пор, пока не будет получен изгиб требуемого радиуса.
Данное устройство, изготовление которого было выполнено в домашних условиях, может загнуть профиль не менее эффективно, чем трубогиб электрический роликовый профилегиб промышленного производства.
Необходимость сгибания труб зачастую возникает в процессе возведения арочных поликарбонатовых теплиц, козырьков и навесов, а также во время установки отопительных систем, горячего и холодного водоснабжения. Фирмы, которые на коммерческом уровне осуществляют указанные виды стройработ, приобретают особые станки, произведенные на заводе. Они окупаются уже при постоянном интенсивном использовании.
Непрофессионалы в 2019 году отдают предпочтение трубогибу профильной трубы, сделанному самостоятельно, применяя при этом находящиеся под рукой материалы и годящиеся автозапчасти. Устройства различного уровня сложности дают возможность сгибать изделия под требуемым углом в полном соответствии с обозначенной градусной мерой. Сделав это есть вероятность избежания возникновения поломок, разного рода деформаций и дефектов.
Что собой представляет трубогиб
Трубогиб является техническим приспособлением, которое относится к агрегатам, инструментам и механизмам, предназначающимся для обработки металлических изделий.
Используя его можно без трудностей и аккуратно согнуть профильную или обычную трубу по указанному радиусу. Используют такое изделие для установки отопительных систем, горячего и холодного водоснабжения, а также в целях сооружения разнообразных каркасов и составляющих конструкции довольно замысловатой формы, часто применяемых в строительных процессе.
Самым распространенным примером является теплица на дачном наделе и установка крытой веранды в частной постройке.
Виды
Невзирая на внешнюю видимость легкости и несложности самого принципа работы, есть большое множество конструкций и типов трубогибов. По их главным признакам разделяются на определенные условные категории.
По типу привода указанные станки можно разделить на:
Электромеханические трубогибы как привод используется шаговыми либо обыкновенными электрическими двигателями. Последние подключают при помощи понижающего редуктора, позволяющего растягивать прилагаемые усилия во времени, и добиваться наиболее качественного изгиба изделия.

Гидравлические трубогибы представляют из себя более продвинутую версию обыкновенного прокатного механизма с ручным приводом. Эксплуатация гидроцилиндра как прижимающего устройства значительно уменьшает усилия, которые требуются для работы с прибором. Управлять им можно как вручную, так и управляя при помощи механизма.

Ручные трубогибы прокатного вида считаются самыми популярными станками, которые присутствуют в мастерской каждого владельца.

По способу сгибания изделий самым правильным будет такое разделение:
Дорновый трубогиб , обычно, изготавливается на заводе зачастую при помощи гидравлического или электромеханического привода. Основным достоинством этого прибора является качественный изгиб профилей с небольшим радиусом искривления.
Подобного можно достигнуть заранее введя в обрабатываемую часть изделия стержня, который состоит из определенного количества элементов калибровки, по своим габаритам фактически одинаковых с внутренним сечением трубы и соединяемых между собой при помощи шарниров. (В процессе операции изгиба, такие элементы «удерживают» стенки профиля внутри, не позволяя им смяться и провалиться. Процесс изгиба осуществляется в течение одного цикла).
Сегментный трубогиб применяется для обработки труб у которых тонкие стенки, сделанные из мягких металлов. В подавляющей массе находится в постоянном пользовании у специалистов водопроводчиков и отопителей. Выглядит как 2 рычага, которые соединяются друг с другом шарнирами и оснащаются специальными держателями для труб.
Там где находится шарнирная стыковка, устанавливается оправка с необходимым радиусом искривления.
Рукоятки инструмента разводят как можно шире, концы сгибаемого изделия помещают в держатели, а середина укладывается на оправку. Изгиб осуществляется при помощи сведения рукоятей (модели подороже будут оснащены определенным количеством сменяющихся или регулярно закрепляющихся оправок).

Пружинный трубогиб предназначается в целях придания необходимой формы составляющим кондиционированных систем, имеющих тонкие стенки. Фактически является пустой внутри пружиной конкретного диаметра, в середине которой размещается сгибаемая деталь. Чтобы получить хороший изгиб требуется обладать большим опытом эксплуатации подобного рода устройств.

Арбалетный трубогиб применяется для обработки изделий с тонкими стенками из алюминия, меди и стали. Является Т- образной станиной, на верхней перекладине которой закрепляются держатели для изделия, а в центре, параллельно по отношению к длинной перекладине устанавливается подвижный рычаг, который оснащен сменяющимися оправками. Выдвижение рычага осуществляется при помощи нажатия на рукоятку прибора. Храповый механизм дает возможность медленно нарастить усилия изгиба.

Как сделать трубогиб для профильной трубы своими руками
В целях экономии средств прибор для сгибания профильных труб изготавливают собственноручно. Ведь разница между приобретением трубогиба и его самодельным созданием составляет приблизительно 35000 р., так как материал для прибора можно отыскать в пунктах, где происходит скупка черных металлов.
Наружный вид самодельного трубогиба, естественно, будет уступать магазинному, но с функциями, возложенными на него, справиться достаточно эффективно.
Применив подобный инструмент, можно своими руками сделать как обычный козырек, так и конструкции, значительно сложнее по устройству, к примеру – поликарбонатовая теплица, вольер для загона и содержания домашних животных и т. п., фактически любые, где используют профильную трубу, изогнутую под требуемый радиус.
Пошаговая инструкция
1 метод характеризуется достаточной несложностью и экономичностью процесса:
- Изготавливается деревянная полусфера.
- Находятся несколько досок и используя ножовку, вырезаются в них шаблонные полусферы требуемого диаметра. Специалисты рекомендуют осуществить подобное таким образом, чтобы наклон был направлен к основанию.
- Закрепляются вырезанные доски на прочной устойчивой столешнице. Стоит учитывать, что данные доски следует выбирать потолще, чем само изделие - в дальнейшем труба не будет выскакивать из конструкции и не принесет вреда конечностям.
- С одной из сторон полусферы закрепляется брус, служащий упором. Сама труба должна располагаться посреди упора и деревянной матрицы.
2 метод является простым и недорогостоящим. Для него будут необходимы крепкие железные крючки:
- Закрепляются крючки к основанию таким образом, чтобы расстояние посреди них было приблизительно 5 см (в целом это не играет существенной роли - тут имеет важное значение только материал, который необходимо согнуть). В итоге должен получиться круг правильной формы.
- Затем, нужно монтировать упор с края конструкции. Подобный метод крайне пригоден тем, что дает возможность гнуть изделия самых разнообразных диаметров.
- Если поменять расстояние между крючками, то появится возможность гнуть трубы совсем других диаметров.
3 метод делает возможным создание данного трубогиба самостоятельно, который бы мог согнуть трубу на 360 градусов:
- Как обычно, понадобится предварительно приготовленная деревянная матрица. Снизу к ней прикрепляется стальная пластина.
- Сверху закрепляется вторая пластина, в которой необходимо проделать отверстие (диаметр приблизительно должен быть равен диаметру закрепленного здесь винта).
- В верхней части крепятся уголки и фиксирующие ролики, направленные внутрь. Подобная конструкция может поменять угол трубы фактически любых диаметров.
Схема трубогиба для профильной трубы
Прокатный станок для гибки профильных труб своими руками
Самый примитивный прокатный трубогиб сооружается собственными руками, при помощи вышеуказанного чертежа. Как корпус в трехроликовом приборе применяют листы из дюраля толщиной 3 мм. На них при помощи обычного карандаша наносят общую разметку. Места для посадки роликов устраивают, используя ручную или электродрель. Хорошие ролики выходят из канатных шкивов с подшипниками. С противоположной стороны ролика, который образует вершину равнобедренного треугольника, приваривают высокую гайку, служащую элементом прижимного механизма.
Усилие передается от прижимного винта посредством П-образного элемента с вмонтированными отверстиями для винта и крепежа ролика. За то, чтобы прижимной ролик поднимался несет ответственность приваренная к отверстию для витка шайба.
Хоть в приготовленном трубогибе отсутствует механизм лебедки для проката трубы, что в значительной мере усложняло бы прибор, обеспечение согнутым профилем работ по сооружению небольшой теплицы станет простым и удобным делом.
- Приобретение трубогиба совсем не оправдывает вложенные в него средства, ведь потребность в его применении возникнет только однажды. В таком случае оптимальным будет создать такой прибор собственными руками, или самостоятельно согнуть необходимую трубу. Чтобы это сделать, можно использовать сварку или «болгарку» либо же нагревать металл пока не покраснеет.
- Гидравлический самодельный трубогиб для профильной трубы доступен для совершенствования, присоединив к его механизму двигатель, который оснащается мотор-редуктором, приводящим в движение ролики за счет цепной передачи. Прибор с автомобильным домкратом, который устанавливается на место верхнего ролика, может работать с трубами разнообразных диаметров. Сам домкрат дает возможность регулировки уровня давления на участок трубы, а также ставить нужную высоту. Если присоединить и двигатель, и домкрат, то это в значительной мере расширит диапазон работ по сгибанию профильных труб и предоставит выбор способа достижения конечного результата для своего владельца.
- Нужно следить, чтобы соосность подшипников была в пределах допустимой нормы - перекос будет препятствовать установке вала.
- Важно не забывать, что в зависимости от величины диаметра, зависит скорость вращения сверла и сила нажима.
Трубогиб сделанный своими руками - крайне простая и примитивная вещь, но для личного некоммерческого пользования сгибать профильные трубы средних диаметров таким прибором вполне возможно. Более того, он может быть усовершенствован: прикрепляются съемные ролики либо делаются отверстия для роликов большого размера.
Существенным минусом такого прибора считается только отсутствие ручки, значительно упростившей задание в связи с увеличением плеча. Но и этот недостаток каждый в индивидуальном порядке может устранить собственными руками в домашних условиях, но лишь тогда, когда в достаточной мере будет освоен навык применения обычного трубогиба.
При изготовлении металлоконструкций из профильных труб необходимость в их сгибании возникает часто. Арочные перекрытия, каркасы теплиц, элементы детских площадок - вот лишь небольшой перечень объектов, требующих монтажа скруглённых профилей. На производстве для получения труб с заданным радиусом кривизны используют специальное оборудование. Учитывая громоздкость и высокую стоимость таких станков, для нерегулярного использования в бытовых целях их приобретение нецелесообразно. Для домашней мастерской или гаража профилегиб можно изготовить своими руками. Всё, что для этого понадобится, найдётся в той же мастерской или отыщется по гаражам друзей и знакомых. Заинтересовались такой конструкцией? Тогда облачайтесь в рабочую одежду и беритесь за дело!
Профилегибочный станок. Для чего он нужен?
Универсальный производственный гибочный станок
О назначении профилегибочного станка говорит его название. Это сгибание металлических профильных труб в целях получения определённого радиуса закругления на необходимом участке или по всей длине заготовки. Воспользовавшись профилегибом, или по-другому трубогибом, можно выполнить несколько технологических операций с металлопрокатом различного типа:
- сгибание металлического прутка или арматуры, включая заготовки из пружинистой стали;
- гибка профильного металлопроката квадратного или прямоугольного типа;
- получение колен из круглых труб или их сгибание под нужным углом;
- скругление деталей любой длины из сортового проката (уголки, двутавры, швеллеры).
Существует несколько моделей гибочных станков. Одни позволяют прилагать усилия только на определённом участке заготовки. Другие прокатывают трубу между роликами, осуществляя давление по всей длине. Почему-то именно последние получили у специалистов название «профилегибы», хотя и те и другие напрямую относятся к оборудованию одного типа. Кстати, прокатывание заготовки позволяет без предварительного нагрева получить изделие сложной конфигурации, причём изгибы можно сделать под углом от 1° до 360° в произвольных плоскостях.
Профилегиб прокатного типа
Так же, как и промышленные аналоги, самодельные профилегибы имеют электрический привод или работают на мускульной тяге. Разумеется, использование электродвигателя позволяет не только облегчить процесс обработки заготовок, но и значительно его ускорить.
Классификация профилегибов
В зависимости от типа привода, который, в свою очередь, непосредственно влияет на мощность и производительность станка, профилегибы разделяют на несколько типов.
Гидравлические станки
Профилегибочный станок с гидравлическим приводом. Мощный и очень дорогой
Гидравлические трубогибы представляют собой промышленное оборудование, поэтому имеют высокую мощность и предназначены для стационарной установки. Такие агрегаты используют преимущественно в условиях мелкосерийного и серийного производства, когда требуется получить большое количество однотипных заготовок. Гидравлический привод полностью снимает нагрузку с оператора, предоставляя ему возможность управления станком нажатием кнопок.
Достоинства гидравлических станков:
- высокая скорость работы;
- полное отсутствие ручного труда;
- простота эксплуатации;
- возможность изгиба профиля большого сечения.
К недостаткам устройств этого типа относится высокая стоимость, стационарная конструкция и сложность, обусловленная применением гидравлического привода.
Электрические профилегибы
Электрический профилегиб с винтовой передачей. Недорого и функционально
Гибочные станки, использующие электромоторы, также представляют собой стационарное оборудование, поскольку требуют подключения к электрической сети. Электропривод обычно сочетается с винтовой передачей, что удешевляет стоимость оборудования, однако и делает невозможным изгиб профилей большого сечения. Именно поэтому такие станки встречаются на небольших предприятиях и даже в частных мастерских. Кстати, существуют конструкции самодельных устройств с электрическим приводом, которые функционируют никак не хуже заводских аналогов.
Достоинства электрических профилегибов:
- относительно низкая стоимость;
- скорость обработки заготовок;
- простота конструкции;
- высокая точность сгибания;
- возможность применения цифровых технологий управления станком.
К недостаткам можно отнести всё то же отсутствие мобильности и невозможность сгибания профилей увеличенного размера.
Ручные станки
Ручной профилегиб. Дешёвый, мобильный вариант
Ручное гибочное оборудование отличается простотой, компактностью и низкой стоимостью. Благодаря несложной конструкции с приводными валиками и подвижным роликом, работа с профилегибами этого типа не требует никакой квалификации. При необходимости станок можно легко перенести к месту монтажа, а доступная цена подобных устройств обуславливает их широкое применение в домашнем хозяйстве. Конечно, конструкция не лишена и недостатков:
- нет возможности точно контролировать радиус изгиба;
- увеличенное время обработки заготовок;
- высокие физические нагрузки на оператора;
- обработка профилей с небольшим поперечным сечением.
Преимущества и простота конструкции ручных профилегибов делают их привлекательными для изготовления в кустарных условиях, поэтому такие станки получили огромную популярность у домашних умельцев. Кстати, ручные гибочные приспособления можно перенести в среднюю категорию, при необходимости дополнив конструкцию электрическим приводом.
Конструкция и принцип действия гибочных агрегатов
Конструкция простейшего профилегиба прокатного типа
Основными элементами профилегибочного станка являются валы, закреплённые на прочной металлической станине. При этом пара прокатных валиков отвечает за продольное перемещение заготовки, а подвижный ролик обеспечивает нажатие на деталь. В зависимости от конструкции агрегата, усилие прижима регулируют в широких пределах при помощи винтовой пары, домкрата или гидравлического механизма. Прокатные валики приводятся в действие при помощи электродвигателя или вручную. Последний вариант применяется на небольших приспособлениях и чаще всего повторяется умельцами в домашних условиях.
Кроме этого, существуют и другие конструкции профилегибов:
- агрегаты с левым подвижным роликом используют для получения спиралей. Чаще всего такие станки оснащаются ЧПУ и позволяют сгибать детали, точно контролируя градиент гибки;
- станки с подвижными нижними валами сгибают габаритные заготовки, поэтому оснащаются гидравлическим приводом. Наличие контроллера положения каждого вала позволяет получать детали сложной формы, вплоть до закручивания заготовок в спирали;
- модели, в которых все ролики являются подвижными, представляют собой элиту профилегибочного оборудования и могут работать с деталями любой конфигурации и толщины.
Основным отличием профилегибочных станков от другого трубогибочного оборудования заключается в том, что конфигурация заготовки меняется не загибом вокруг неподвижного ролика, а методом холодного проката. Это позволяет изменять конфигурацию заготовок любого сечения и длины. Подобная конструкция и послужит основой для самодельного станка, который мы предлагаем сделать самостоятельно.
Схема, которая показывает принцип работы прокатного трубогиба
Необходимые инструменты и материалы
Для изготовления станка для гибки профильных труб понадобится достаточно большое количество деталей, однако это не значит, что все позиции из списка придётся покупать. Преимущественное число необходимых материалов найдётся в любом гараже или мастерской. Вот то, что потребуется в процессе работы:

Инструмент, который понадобится в процессе работы, найдётся у каждого мастера:
- угловая шлифовальная машина;
- электрическая дрель;
- набор свёрл по металлу;
- молоток;
- сварочный аппарат;
- набор рожковых и торцевых ключей.
Единственная трудность, с которой придётся столкнуться, это изготовление приводных валиков и нажимного ролика. Возможность выточить их из заготовки на токарном станке есть лишь у счастливых обладателей подобного оборудования. Тем не менее, не стоит отчаиваться - в любой организации найдётся токарь, который недорого изготовит детали по представленным чертежам. Остальные элементы станка можно использовать б/у.
Всё, что понадобится для изготовления профилегиба
Механизм цепной передачи можно позаимствовать от привода газораспределительного механизма автомобильных двигателей, а корпуса подшипников (и сами подшипники) - из старой сельхозтехники.
Варианты изготовления ручных профилегибочных станков
Чтобы изготовить профилегибочный станок, необязательно в точности повторять существующую конструкцию. Намного проще создать устройство по собственным чертежам, исходя из того, что есть под рукой. Это позволит сэкономить время и деньги и даст возможность сконструировать приспособление, которое идеально подойдёт как по назначению, так и по месту для установки. Именно поэтому в сети можно найти множество приспособлений, использующих один и тот же принцип, но различающихся по исполнению.
Чертёж трубогиба с радиальным воздействием на заготовку
Одна из конструкций позволяет выполнять радиальное сгибание прямоугольных профильных труб благодаря использованию двух роликов, один из которых является подвижным, а другой - опорным (направляющим). Деформация заготовки по нужному радиусу осуществляется нажатием и перемещением рабочего ролика вокруг направляющего. Корпус устройства изготавливают из стального листа толщиной до 8 мм и металлических уголков. Чтобы избежать непроизвольного смещения заготовки, перед сгибанием её зажимают между неподвижным роликом и специально установленным упором.
Самодельный прокатный станок для гибки для профильных труб
Более универсальным является станок прокатного типа, конструкция которого описана выше.
Кроме того, существуют и другие, по-настоящему простые конструкции, позволяющие сгибать трубы по шаблону. К сожалению, качество и точность выполняемой деформации оставляют желать лучшего, а для получения другого радиуса придётся изготавливать новый шаблон.
Приспособления для гибки труб по шаблону
При изготовлении ручного станка следует учесть некоторые моменты:
- чтобы при сгибании габаритных заготовок профилегиб не опрокидывался, его станину делают устойчивой и массивной. Лучшим материалом для изготовления можно считать швеллер или двутавровую балку;
- вальцы станка должны иметь низкую шероховатость и повышенную твёрдость. Лучше, если их конфигурация будет повторять форму профилей самых используемых размеров;
- конструкция корпуса должна обеспечивать изменение расстояния между осями приводных валов. Увеличенная дистанция позволит прокатывать заготовки с большим поперечным сечением, тогда при уменьшении межосевого расстояния можно будет получать изгибы малого радиуса;
- рычаг привода должен обеспечивать лёгкость вращения при работе, поэтому его не следует делать слишком коротким.
Большинство соединений при изготовлении профилегиба выполняют при помощи сварочного аппарата. Тем не менее, полностью обойтись без болтовых соединений не удастся - подвижные элементы конструкции крепятся именно таким способом.
Изготовление прокатной конструкции своими руками
Для самостоятельного изготовления рекомендуем воспользоваться наиболее распространённой конструкцией профилегибочного станка с двумя нижними валами и нажимным роликом. Проще всего установить на агрегат ручной привод, который при необходимости можно будет легко переоборудовать в электрический.
Чертежи устройства
Как уже говорилось, профилегиб лучше спроектировать самостоятельно, исходя из собственных условий и предпочтений. В работе можно ориентироваться на чертежи станков, которыми с удовольствием делятся изготовившие их мастера.
Инструкция по сборке
- Изготовление приводных (опорных) валов и ролика. Эту работу лучше доверить токарю, после чего детали необходимо закалить.
Изготовление валов и опорных колец придётся доверить токарю
Можно изготовить цилиндрические валики без проточек под профильные трубы. В таком случае на каждый вал изготавливают по два ограничительных кольца. Такие цилиндрические насадки устанавливают с учётом ширины заготовки и фиксируют при помощи болтов.
- Подшипники устанавливают в обоймы. Если нет возможности использовать заводские детали, то их можно также выточить на токарном станке.
Опоры валов с установленными подшипниками
- На валы примеряют звёздочки и определяют расположение шпоночных канавок. Пазы под шпонку можно нарезать при помощи дрели и напильника или дремеля.
Шпоночный паз можно сделать дрелью
- В ограничительных насадках сверлят отверстия и нарезают резьбу под зажимные болты.
Резьба для фиксации ограничительных колец
- Изготавливают площадку для установки прижимного ролика. Для этого берут толстую металлическую пластину или швеллер, в котором сверлят по две пары отверстий для крепления обойм с подшипниками. Кроме того, на обратной стороне будет установлен гидравлический домкрат, поэтому в некоторых случаях придётся срезать одну полку швеллера.
Опорная площадка верхнего ролика
- Прикручивают прижимной вал и приваривают к площадке проушины из гаек М8 для крепления пружин.
- При помощи сварочного оборудования изготавливают опорные ноги и станину. Особое внимание следует уделить той части корпуса, в которой будет находиться опорная площадка верхнего ролика. Уголки, которые будут её формировать, должны быть ровными, а при их монтаже следует тщательно соблюдать геометрию, используя измерительное оборудование.
Станина с установленной площадкой верхнего ролика
- Площадку с установленным роликом подвешивают на пружинах к верхней поперечине станины.