Metināšanas šuves: no vienkāršas līdz sarežģītai. Metināto savienojumu veidi Cik metināto savienojumu veidi
Metinātā savienojuma kvalitāte ir tieši atkarīga no izvēlētā šuves veida, elektroda un ierīces darbības režīma. Lai to izdarītu, ieteicams vadīties pēc pašreizējiem standartiem un jo īpaši GOST 5264-80. Tajā sīki aprakstītas metināto savienojumu īpašības un veidi, kā arī metināto šuvju veidi. Saskaņā ar GOST darbu veikšanai tiek izvirzītas īpašas prasības.
Muca
Populārākais savienojuma veids, jo to raksturo minimāls metāla spriegums, izpildes vieglums un uzticamība. Atkarībā no metinātās malas biezuma to var griezt taisnā vai slīpā leņķī. Ir pieļaujams arī izmantot vienpusēju slīpumu.
Sadurmetināšanas šuvju priekšrocības:
- minimālais parastā un metināmā metāla patēriņš;
- optimālais metināšanas laiks;
- labas kvalitātes savienojumi.
Pēdējo var panākt, tikai izmantojot šādu tehnoloģiju. Slīpuma leņķis var mainīties no 45° līdz 60°. Tas ir atkarīgs no metāla biezuma. Līdzīgu ģeometriju izmanto loksnēm ar 20 mm vai vairāk. Tiek ņemtas vērā arī materiāla īpašības.
Pārklāšanās
Savienojuma veidošana, liekot loksnes vienu virs otras, ir aktuāla metāla biezumam no 8-12 mm. Šajā gadījumā, atšķirībā no sadurmetināšanas, nav nepieciešams apstrādāt virsmu - vienkārši sagrieziet sagatavi vienmērīgi. Ir svarīgi pareizi aprēķināt pārklāšanās apjomu.

Klēpja metināto savienojumu īpašības:
- palielināts bāzes un nogulsnētā materiāla patēriņš;
- starp vienas loksnes virsmu un otras galu veidojas šuve;
- pielietojuma joma: punktmetināšana, rullīšu un pretestības metināšana.
Pirms darba uzsākšanas loksnes ir jāsaskaņo, lai nodrošinātu ciešu spiedienu.
T veida stienis
Šis ir T veida savienojums, kurā vienas loksnes gals ir metināts ar otras loksnes plakni. Uzticamības labad pirmajā var izgatavot vienpusējas vai divpusējas slīpas. Ar to palīdzību palielinās nogulsnētā metāla apjoms. Pielietojuma joma: sarežģītas formas metāla konstrukcijas.

Pirms darba uzsākšanas jums jāņem vērā šādi faktori:
Slīpuma konfigurācija ir standarta, leņķis ir atkarīgs no metāla biezuma.
Stūris
Tos izmanto, lai savienotu divus konstrukcijas elementus noteiktā leņķī. Atšķirībā no T veida savienojuma, spraugas klātbūtne ir nepieņemama. Uzticamību nodrošina slīpās malas un liels virzīta metāla apjoms.

Filtrmetināto šuvju specifika:
- nepieciešama virsmas sagatavošana - vienkāršas vai sarežģītas konfigurācijas slīpumu veidošana;
- plānsienu sagatavēm ir pieļaujami vienpusēji savienojumi;
- tiek ņemta vērā metinājuma šuves ģeometrija.
Šo metodi visbiežāk izmanto tvertņu vai līdzīgas formas konstrukciju ražošanai.
Papildu metināšanas šuves
Papildus galvenajām iepriekš aprakstītajām tērauda elementu savienošanas metodēm GOST nodrošina palīgierīces. Tos var izmantot, lai izveidotu uzticamu šuvi, ņemot vērā produkta nepieciešamās veiktspējas īpašības.

Atkarībā no šuves specifikas tiek izmantotas šādas metināto savienojumu veidošanas metodes:
- Rievots. Nepieciešams, lai sasniegtu maksimālu uzticamību. Vienā no materiāliem ir izveidots padziļinājums, lai uzstādītu citu loksni.
- Beigas Pieder pie sānu kategorijas. Loksnes pārklājas, konstrukcijas galos ir izveidotas šuves.
- Ar pārklājumiem. Ieteicams konstrukcijām ar sarežģītu virsmu konfigurāciju. Lai nodrošinātu abu komponentu savienojumu, tiek izmantots īpašs paliktnis.
- Ar elektriskajām kniedēm. Savienojuma veidošanas process ir līdzīgs tradicionālajai kniedēšanai. Atšķirība ir tāda, ka caurums ir piepildīts ar metināto metālu.
Viena vai otra metinājuma izvēle ir atkarīga no gala rezultāta - savienojuma uzticamības un izturības.
Metinātie metāla savienojumi ir vienas no galvenajām ikdienā un ražošanā izmantotajām konstrukciju nostiprināšanas metodēm. Šī ir ļoti uzticama viena dizaina iegūšanas metode, kas ir arī salīdzinoši lēta.
Šāda veida saites veidojas, izkausējot metālu savienojuma zonā un pēc tam kristalizējoties, kad tas atdziest. To kvalitāte ir atkarīga no pareizas elektriskās metināšanas iekārtas darbības režīma izvēles, elektrodu un šuvju iespiešanās. To regulē spēkā esošie noteikumi un standarti. Tie norāda visu veidu metinātās šuves, kā arī savienojumu veidus un to īpašības.
Daudziem metāliem ir savas metināšanas īpašības, dažādi darba apstākļi un prasības stiprinājumiem. Tiem tiek izmantoti atbilstoši elektrisko metināto savienojumu veidi. Metinot metāla elementus, tiek izmantoti galvenie elektrisko metināšanas stiprinājumu veidi, kas aplūkoti turpmāk.
Klasifikācija
Metināšanas savienojumi ir sadalīti vairākās šķirnēs atkarībā no to īpašībām. Metināto šuvju klasifikācija aptver visu to izmantošanas veidu. Pēc ārējiem parametriem tie ir:
- izliekts tips (ar pastiprinājumu);
- ieliekts (novājināts dizains);
- plakans tips (parasts).
Atbilstoši izpildes veidam tie atrodami vienpusēji, kā arī abpusēji, pēc gājienu skaita ar elektrodu: vienkāršā, divkāršā. Turklāt ir viena slāņa un divslāņu metināšanas metodes.
Pēc garuma šuvju stiprinājumi ir:
- vienpusējs ar intermitējošu piķi;
- ciets vienpusējs;
- vieta (ar kontaktu elektrisko metināšanu);
- ķēde abpusēja;
- divpusējs šaha galdiņa raksts.
Atdalīšana pēc telpiskās atrašanās vietas:
- horizontāls, zemāks;
- vertikāli, griesti;
- laivā;
- daļēji horizontāls dizains;
- pusgriestu tips;
- daļēji vertikāli.
Saskaņā ar spēka vektoru:
- gareniskais (flangs) – spēkam ir vektors, kas ir paralēls iespiešanai;
- šķērsvirziena - spēks darbojas perpendikulāri;
- kombinēts - frontālās, kā arī sānu veids;
- slīps - trieciens notiek leņķī.

Atbilstoši savam mērķim un funkcijai elektriskās metināšanas caurumi var būt izturīgi, kā arī izturīgi un cieši, hermētiski noslēgti. Pamatojoties uz to platumu, tos iedala vītnes tipos, kas nepārsniedz elektriskā metināšanas elektroda stieņa diametru, un paplatinātos, kas tiek veikti, izmantojot svārstību kustības, metinot šķērsvirzienā.
Lai vienkāršotu izpratni par atsevišķu šķirņu klasifikāciju un pielietojumu, ir sastādīta īpaša tabula.

Visu veidu šuvēm ir stingri apzīmējumi saskaņā ar GOST. Rasējumos izmantotas īpašas ikonas, kas satur pilnīgu informāciju par stiprinājuma veidu un tā izpildes metodi. Tiem, kas domā nopietni nodarboties ar metināšanas darbu profesionālā līmenī, papildus jāizpēta metināto stiprinājumu zīmēšanas simboli.
Metināto šuvju veidi
Atkarībā no izmantotā materiāla, biezuma un konstrukcijas iezīmēm tiek izmantotas dažāda veida metinātās šuves. Lai to izdarītu, jums ir jāiziet nepieciešamā teorētiskā apmācība. Tas ļaus labāk izprast metināšanas detaļu specifiku un izvairīties no defektiem darbā. Iesācēju metinātāji bieži vien nepietiekami metina savienojumu vietas, kas ietekmē savienojumu vājo mehānisko pretestību. Izvēloties pareizos darba režīmus un metināšanas veidus, var iegūt pietiekami izturīgas un kvalitatīvas metināšanas šuves. Metinātāju apmācība sastāv ne tikai no praktiskās apmācības, bet arī no teorētiskās apmācības ar prasību, standartu un noteikumu izpēti, kā arī iekļaujot izmantoto metināšanas savienojumu veidus un iekārtas. Zināšanas par atsevišķu elektrisko metināšanas stiprinājumu lietošanas principiem, to izgatavošanas paņēmieniem, savienojumi būs ļoti izturīgi un izturīgi.
Muca
Šī savienojuma iespēja ir visizplatītākā starp citiem metināšanas šuvju veidiem. Šo sadurmetināšanu izmanto gala sekcijām, caurulēm vai lokšņu metāla konstrukcijām. Lai to iegūtu, tiek patērēts minimāls laiks, materiāls un pūles. Šiem sadursavienojumiem ir dažas šuves iezīmes. Uz plānas lokšņu metāla metināšana tiek veikta bez malu slīpuma.
Izstrādājumiem ar lielu savienojumu sekciju biezumu nepieciešama iepriekšēja savienojumu sagatavošana, kas sastāv no to slīpēšanas, lai palielinātu metināšanas iespiešanās dziļumu. Tas ir nepieciešams, ja metāla izstrādājumu biezums ir lielāks par 8 mm un līdz 12 mm. Biezākas daļas jāsavieno ar abpusēju metināšanu ar iepriekšēju malu slīpumu. Sadurmetināšana visbiežāk tiek veikta izstrādājumiem horizontālā plaknē.

T veida stienis
Šāda veida elektriskie metināšanas savienojumi tiek veidoti kā parasts burts “T”. Tie savieno vienāda vai dažāda biezuma objektus, kas nosaka metinājuma šuves platumu. Turklāt šie veidi tiek izmantoti vienpusēji vai divpusēji, ko ietekmē stiprinājuma īpašības. Strādājot ar dažāda biezuma metāla elementiem, elektrods tiek turēts slīpā stāvoklī aptuveni 60 grādu leņķī. Metināšanas procesu var ievērojami vienkāršot, izmantojot tapas, kā arī laivu metināšanu. Šī metode ievērojami samazina iegriezumu rašanos. T veida šuve tiek uzklāta vienā metināšanas kārtā. Papildus manuālajai loka metināšanai šim tipam tiek plaši izmantotas automātiskās elektriskās metināšanas iekārtas.

Pārklāšanās
Šo metodi izmanto lokšņu metāla metināšanai ar biezumu līdz 12 mm. Savienojamās vietas pārklājas un metinātas gar šuvēm abās pusēs. Neļaujiet mitrumam iekļūt metināmās konstrukcijas iekšpusē. Lai nostiprinātu saiti, pa perimetru tiek veikta pilna metināšana.
Izmantojot šo metināšanu, starp viena izstrādājuma galu un cita virsmu veidojas savienojošais savienojums. Ar šāda veida metināšanas šuvēm un savienojumiem palielinās materiālu patēriņš, kas jāņem vērā iepriekš. Pirms darba uzsākšanas jums ir jāsaskaņo lokšņu konstrukcijas un jāpārliecinās, ka tās ir labi saspiestas kopā.

Stūris
Šie savienojumi ietver elementu stiprinājumus, kas izgatavoti noteiktā leņķī viens pret otru. Tos raksturo iepriekšēju slīpumu izmantošana, lai nodrošinātu vislabāko metināšanas iespiešanos. Tas palielinās metināšanas savienojuma dziļumu, kas palielinās konstrukcijas uzticamību. Stiprības paaugstināšanai tiek izmantota metāla izstrādājumu abpusēja metināšana, savukārt spraugas savienotajās malās nav pieļaujamas. Šāda veida elektriskajām šuvēm ir raksturīgs palielināts nogulsnētā metāla tilpuma izmantošana.

Griesti
Metināšana ar griestu šuvi, kuras šuve atrodas virs metinātāja, ir viens no grūtākajiem elektriskās metināšanas darbu veidiem. To pielieto ar periodisku metināšanu ar zemu elektrisko strāvu. Vertikālie un griestu savienojumi ir ļoti sarežģīti, tāpēc ne visi metinātāji var tos veikt pietiekami kvalitatīvi. Tos izmanto vietās, kur nav iespējams mainīt metināmo konstrukciju stāvokli. Tās ir caurules, dažādas metāla konstrukcijas, kā arī griestu sijas un kanāli būvlaukumos. Griestu šuvju izgatavošanas specifiku, kuras video tiks izskaidrotas nianses, var apgūt, pastāvīgi praktizējot.

Metināšanas ģeometrija
Izpētot daudzus metināšanas šuvju iegūšanas veidus un metodes, ir jāiepazīstas ar savienojumu ģeometriju, kurai palīdzēs metināšanas šuvju fotogrāfijas.
Šuves savienojuma galvenie parametri ir tā platums - e, metināšanas biezums - c, izliekums - q, sprauga - b, metināšanas dziļums - h un metināmā materiāla biezums - S.
Stūra savienojumiem tiek izmantoti šādi apzīmējumi: izliekums - q, biezums - a, kāja - k un projektētais augstums - p.
Nogulsnēto un parasto metālu izmantošanas apjomu ietekmē dažādas metināto šuvju pielietošanas metodes, to daudzie veidi, kā arī sagatavoto malu parametri. Tā daudzums var ievērojami atšķirties, ja mainās kādas aprēķinātās vērtības.
Metināšanas šuvju veidus raksturo formas koeficients, ko aprēķina pēc šuves šuves platuma un biezuma attiecības. Mucas stiprinājumiem šis parametrs ir diapazonā no 1,2-2 (robežvērtības 0,8-4). Izliekuma koeficientu aprēķina pēc platuma attiecības pret izliekumu, kuras vērtībai jābūt no 0,8 līdz 4.
Metāla materiālu metināšana leņķī vienam pret otru prasa precīzu šuves ģeometrijas ievērošanu. Savienojuma uzticamība, kā arī tā lietošanas izturība ir tieši atkarīga no metināšanas kvalitātes un atbilstības nepieciešamajiem parametriem.

Kontroles veidi
Konstrukcijas turpmākā darbība ir atkarīga no kvalitatīva elektriski metinātā stiprinājuma izpildes. Dažādi defekti ievērojami samazina izturību un samazina produkta lietošanas laiku. Lai novērstu defektus, kā arī lai novērstu avārijas situācijas, tiek izmantoti dažādi metināšanas šuvju kontroles veidi. Tajos ietilpst ārēja apskate, kuras laikā var vizuāli noteikt pārkāpumus, to veidus, kā arī speciālu iekārtu izmantošana metināto šuvju slēpto defektu noteikšanai.
Kontroles metodes iedala nesagraujamās un iznīcināmās. Izmantojot pirmo metodi, metinātā savienojuma stiprību nosaka, nemainot tā izskatu vai parametrus. Iznīcināmas metodes tiek izmantotas konstrukciju masveida ražošanai, izmantojot tāda paša veida elektriskās metināšanas darbus. Tas ļauj precīzi noteikt iekšējos metināšanas savienojumu defektus.
Lejupielādēt GOST
Jebkura metinātāja galvenais mērķis ir iegūt augstas kvalitātes metinājumu. No tā ir atkarīga detaļu savienojuma izturība un izturība. Veiksmīgai darbībai ir svarīgi pareizi izveidot savienojumu; izvēlieties strāvas stiprumu, elektroda leņķi; labi pārvalda šuvju tehniku. Pareizas darbības rezultāts būs uzticama metāla detaļu metināšana.
Metināšanas šuves tiek klasificētas pēc vairākiem kritērijiem. Metināšanas savienojumu veidi un veidi ir jāapsver secīgi, iedziļinoties procesa sarežģītībā. Šuvi ietekmē elektroda atrašanās vieta, virziens un trajektorija.
 Pēc izvēlētā elektroda nostiprināšanas skavā, strāvas iestatīšanas, polaritātes pievienošanas sākas metināšanas process.
Pēc izvēlētā elektroda nostiprināšanas skavā, strāvas iestatīšanas, polaritātes pievienošanas sākas metināšanas process.
Katram meistaram ir savs vēlamais elektroda leņķis. Daudzi uzskata, ka optimālā vērtība ir 70 ° no horizontālās virsmas.
No vertikālās ass veidojas 20° leņķis. Daži strādā ne vairāk kā 60° leņķī. Parasti lielākā daļa apmācības vadlīniju ietver diapazonu no 30° līdz 60° no vertikālās ass.
Noteiktās situācijās, metinot grūti sasniedzamās vietās, elektrods ir jānovirza stingri perpendikulāri metināmā materiāla virsmai.
Jūs varat arī pārvietot elektrodu dažādos veidos, pretējos virzienos: prom no jums vai pret jums.
Ja materiālam nepieciešama dziļa karsēšana, tad elektrods ir vērsts pret sevi. Sekojot viņam metinātāja virzienā, ir darba zona. Iegūtie izdedži pārklāj saplūšanas vietu.
Ja darbs nav saistīts ar spēcīgu sildīšanu, tad elektrods tiek pārvietots prom no jums. Metināšanas zona “rāpo” aiz tā. Sildīšanas dziļums ar šāda veida metināšanu ir minimāls. Virziens skaidrs.
Kustības trajektorija
Elektroda trajektorijai ir īpaša ietekme uz šuvi. Jebkurā gadījumā tam ir svārstīgs raksturs. Pretējā gadījumā abas virsmas nebūs iespējams sašūt kopā.

Svārstības var būt līdzīgas zigzagiem ar dažādiem soļiem starp asajiem trajektorijas stūriem. Tie var būt gludi, atgādinot kustību astoņu nobīdes formā. Ceļš var būt līdzīgs skujiņai vai lielajam burtam Z ar monogrammām augšā un apakšā.
Ideālai šuvei ir nemainīgs augstums, platums, vienmērīgs izskats bez defektiem krāteru, iegriezumu, poru veidā vai caurlaidības trūkuma. Iespējamo trūkumu nosaukums runā pats par sevi. Labi apgūstot savas prasmes, jūs varat veiksmīgi uzklāt jebkuru šuvi un metināt dažādas metāla detaļas.
Standarti un kājas jēdziens
Metinātā šuve sāk veidoties darba zonā, kad metāli ir izkausētā stāvoklī, un beidzot veidojas pēc sacietēšanas.
Esošās klasifikācijas šuves grupē pēc dažādiem kritērijiem: detaļu savienojuma veids, iegūtā šuves forma, tās garums, slāņu skaits, orientācija telpā.
Iespējamo metināto savienojumu veidi ir parādīti manuālās un loka metināšanas standartā GOST 5264. Savienojumi, kas veikti ar loka metināšanu aizsarggāzes atmosfērā, ir standartizēti ar GOST 14771 dokumentu.
GOST ir apzīmējums katram metinātajam savienojumam, kā arī tabula, kurā ir galvenie raksturlielumi, jo īpaši metinātās šuves kājas vērtības.
 Apskatot savienojamo daļu zīmējumu, ir diezgan viegli saprast, kas ir kāja. Šī ir maksimālo izmēru spekulatīva vienādsānu trīsstūra mala, kas iederēsies šuves šķērsgriezumā. Pareizi aprēķināta kājas vērtība garantē savienojuma izturību.
Apskatot savienojamo daļu zīmējumu, ir diezgan viegli saprast, kas ir kāja. Šī ir maksimālo izmēru spekulatīva vienādsānu trīsstūra mala, kas iederēsies šuves šķērsgriezumā. Pareizi aprēķināta kājas vērtība garantē savienojuma izturību.
Nevienmērīga biezuma daļām par pamatu tiek ņemts detaļas šķērsgriezuma laukums tās plānākajā daļā. Jums nevajadzētu mēģināt pārmērīgi palielināt kāju. Tas var izraisīt metinātās konstrukcijas deformāciju. Turklāt palielināsies materiālu patēriņš.
Kāju izmēru pārbaude tiek veikta, izmantojot universālās atsauces veidnes, kas sniegtas specializētajā literatūrā.
Savienojumu veidi
Atkarībā no detaļu relatīvā stāvokļa rodas metināšanas savienojumi:
- no gala līdz galam;
- pārklāšanās;
- leņķiskā veidā;
- tējas veidā.
 Sadurmetināšanas laikā tiek sametināti divu detaļu gali, kas atrodas vienā plaknē. Savienojumu var izgatavot ar atloku, bez slīpuma vai ar slīpumu. Slīpuma forma var atgādināt burtus X, K, V.
Sadurmetināšanas laikā tiek sametināti divu detaļu gali, kas atrodas vienā plaknē. Savienojumu var izgatavot ar atloku, bez slīpuma vai ar slīpumu. Slīpuma forma var atgādināt burtus X, K, V.
Dažos gadījumos metināšana tiek veikta ar pārklāšanos, tad viena daļa ir daļēji uzstādīta uz otru, kas atrodas paralēli. Apvienotā daļa ir pārklāšanās. Metināšana tiek veikta bez slīpuma abās pusēs.
Bieži vien ir nepieciešams izveidot metinātu stūri. Šo savienojumu sauc par stūra tipu. Tas vienmēr tiek darīts abās pusēs, un tajā var nebūt slīpuma vai noslīpēta viena mala.
Ja metināto detaļu rezultātā ir burts T, tad ir izveidots T veida savienojums. Dažreiz detaļas, kas metinātas ar T veida šuvi, veido akūtu leņķi.
Jebkurā gadījumā viena daļa ir metināta uz otru pusi. Metināšana tiek veikta abās pusēs bez slīpuma vai ar slīpām malām katrā pusē.
Forma un apjoms
 Šuves forma var būt izliekta, vienmērīga (plakana). Dažreiz kļūst nepieciešams izveidot ieliektu formu. Izliektas locītavas ir paredzētas palielinātai slodzei.
Šuves forma var būt izliekta, vienmērīga (plakana). Dažreiz kļūst nepieciešams izveidot ieliektu formu. Izliektas locītavas ir paredzētas palielinātai slodzei.
Sakausējumu ieliektās zonas labi iztur dinamiskās slodzes. Plakanās šuves, kuras tiek izgatavotas visbiežāk, raksturo daudzpusība.
Šuvju garums ir nepārtraukts, bez atstarpēm starp kausētajiem savienojumiem. Dažreiz pietiek ar pārtrauktām šuvēm.
Interesanta intermitējošās šuves rūpnieciskā variācija ir savienojums, kas izveidots ar pretestības šuves metināšanu. To veic ar speciālu aprīkojumu, kas aprīkots ar rotējošiem diska elektrodiem.
Tos bieži sauc par veltņiem, un šāda veida metināšanu sauc par rullīšu metināšanu. Izmantojot šādu aprīkojumu, var izveidot arī nepārtrauktus savienojumus. Iegūtā šuve ir ļoti spēcīga un absolūti hermētiska. Metode tiek izmantota rūpnieciskā mērogā cauruļu, konteineru un hermētisku moduļu ražošanai.
Slāņi un telpiskais izvietojums
Metāla šuve var sastāvēt no lodītes, kas izgatavota vienā piegājienā. Šajā gadījumā to sauc par viena slāņa. Ja metināmās detaļas ir biezas, tiek veiktas vairākas piespēles, kā rezultātā secīgi tiek veidotas lodītes viena virs otras. Šo metināšanas savienojumu sauc par daudzslāņu.
Ņemot vērā dažādas ražošanas situācijas, kurās notiek metināšana, ir skaidrs, ka šuves katrā konkrētajā gadījumā ir orientētas atšķirīgi. Ir apakšējās, augšējās (griestu) šuves, vertikālās un horizontālās.
Vertikālās šuves parasti tiek metinātas no apakšas uz augšu. Tiek izmantota elektroda pārvietošanas trajektorija pa pusmēness, skujiņas vai zigzagu. Iesācējiem metinātājiem ir ērtāk pārvietot pusmēness.
 Horizontāli metinot, tiek veiktas vairākas pārejas no savienoto detaļu apakšējās malas ar augšējo malu.
Horizontāli metinot, tiek veiktas vairākas pārejas no savienoto detaļu apakšējās malas ar augšējo malu.
Apakšējā stāvoklī sadurmetināšana tiek veikta vai ar jebkuru leņķisko metodi. Labs rezultāts tiek iegūts, metinot 45 ° leņķī, “laivā”, kas var būt simetrisks vai asimetrisks. Metinot grūti sasniedzamās vietās, labāk izmantot asimetrisku “laivu”.
Visgrūtāk ir metināt griestu stāvoklī. Tam nepieciešama pieredze. Problēma ir tā, ka kausējums mēģina izplūst no darba zonas. Lai tas nenotiktu, metināšana tiek veikta ar īsu loku, strāvas stiprums tiek samazināts par 15-20%, salīdzinot ar parastajām vērtībām.
Ja metāla biezums metināšanas vietā pārsniedz 8 mm, tad jāveic vairākas piegājienas. Pirmā gājiena diametram jābūt 4 mm, nākamo - 5 mm.
Atkarībā no šuves orientācijas izvēlieties atbilstošo elektroda pozīciju. Lai izveidotu horizontālus, vertikālus, griestu savienojumus un metinātu nerotējošo cauruļu savienojumus, elektrods ir vērsts leņķī uz priekšu.
Metinot stūra un sadursavienojumus, elektrods ir vērsts leņķī atpakaļ. Grūti aizsniedzamas vietas metinātas ar elektrodu taisnā leņķī.
Metināto savienojumu apstrāde
 Metinot veidojas izdedži. Ja metinātajā šuvē nokļūst izdedžu ieslēgumi, tā kvalitāte pasliktinās. Visas izdedžu nogulsnes ir jānotīra.
Metinot veidojas izdedži. Ja metinātajā šuvē nokļūst izdedžu ieslēgumi, tā kvalitāte pasliktinās. Visas izdedžu nogulsnes ir jānotīra.
Ja metināšana tiek veikta vairākās piegājienos, tad šuves tiek notīrītas pēc katra metināšanas posma. Šajā gadījumā tiek izmantotas jebkuras metodes. Pirmkārt, metinātās detaļas tiek āmurētas un notīrītas ar stingru suku.
Pēc tam tiek veikta rupja tīrīšana. Mazās detaļas notīra ar speciāliem nažiem vai slīpripām. Lielas sagataves tiek tīrītas uz mašīnām. Pēdējā posmā metinātais savienojums tiek pulēts.
Bieži vien šim nolūkam tiek izmantots slīpmašīnas šķiedras ritenis. Ir arī citi veidi, kā pulēt metinātos savienojumus.
Metināšana nepārtraukti attīstās. Parādās jauni materiāli un uzlabojas tehnoloģijas. Jāseko līdzi jaunumiem metināšanā, lai uzzinātu daudz jauna un interesanta.
Lai pastāvīgi savienotu metāla detaļas savā starpā ar metināšanu, tiek izmantoti dažāda veida metinātie savienojumi.
Pastāvīgs savienojums daļām, kas izgatavotas no metāla sagatavēm un iegūtas, kausējot to malas ar elektrisko loku vai gāzi. Tajā pašā laikā tiek nogulsnēts papildu metāls, tas var būt izkausēts elektrods vai stienis, kas īpaši piegādāts apkures zonai. Šo manipulāciju rezultātā sagatavju savienojuma vietā veidojas metināšanas šuve.
Metāla detaļu savienošanai tiek izmantoti dažādi metināšanas veidi. Metināšanas tehnoloģiju saraksts ir diezgan liels, taču galvenie veidi ir:
- elektriskā loka;
- gāzes liesma;
- plazma;
- lāzers un daudzi citi.
Galvenie metināšanas savienojumu veidi
Visi ar metināšanu saistītie jautājumi tā vai citādi ir standartizēti. Viens no pamatdokumentiem ir GOST 2601-92. Šis dokuments normalizē terminus un pamatjēdzienus metināšanas jomā. Tajā pašā dokumentā ir noteikti arī galvenie savienojumu veidi, izmantojot metināšanu. Tie ietver:
Muca
Galus cieši pieguļ viens otram. Šis ir plaši izmantots savienojuma veids, ko var iegūt, izmantojot dažādas metināšanas tehnoloģijas. Sadurmetinātām šuvēm ir vairākas priekšrocības salīdzinājumā ar citām - liels darba ātrums, un attiecīgi augsta veiktā darba produktivitāte. Minimālais materiāla patēriņš. Liela metinātā savienojuma izturība, protams, tiek sasniegta, pilnībā ievērojot visas tehnoloģiskās normas un noteikumus. Bet, lai izmantotu sadursavienojumu, ir nepieciešama iepriekšēja malu sagatavošana, tas ir, lai sagatavotu slīpumu, turklāt ir jānodrošina sagatavju uzstādīšanas precizitāte.
Šo veidu izmanto lokšņu, cauruļu un garu izstrādājumu savienošanai.
Pārklāšanās
Izmantojot šo montāžas metodi, sagataves tiek novietotas tā, lai to plaknes būtu paralēlas viena otrai un tajā pašā laikā daļēji pārklājas. Šāda veida savienojumus visbiežāk izmanto, veicot punktmetināšanu un pretestības metināšanu. Citos gadījumos, veicot šādu metināšanu, nepamatoti palielinās paša metāla un elektrodu patēriņš. Veicot pārklāšanās savienojumu, nav nepieciešams iepriekš griezt malas. Bet jebkurā gadījumā loksnes ir jāgriež, izmantojot īpašu aprīkojumu, piemēram, mehāniskās šķēres. Lai izvairītos no korozijas, kas var rasties starp metāla loksnēm, šādu savienojumu ieteicams metināt visā tā garumā.
Šādu sagatavju stiprinājumu vēlams izmantot, ja to biezums nepārsniedz 10 mm.
Leņķisks
Sagataves ir novietotas viena pret otru noteiktā leņķī, un šuve atrodas to saskares punktā.
Stūra savienojumi var būt vienpusēji vai divpusēji. Tos izmanto, sapludinot detaļas no lokšņu metāla, formas izstrādājumiem un caurulēm. Leņķis var būt atšķirīgs, tas viss ir atkarīgs no konstrukcijas mērķa. Neliela komplikācija ir tāda, ka ir nepieciešams nogriezt blakus esošās sagataves malas.
Tavrovoe
Vienas sagataves gals atrodas blakus otras daļas plaknei, visbiežāk taisnā leņķī.
Vertikāli uzstādītai daļai jābūt nogrieztai malai. Tādējādi tiek nodrošināta vienas daļas tuvums otrai. Starp citu, sagatavojot to metināšanai, atkarībā no biezuma var būt nepieciešama iepriekšēja malas griešana. Ja metāls ir diezgan biezs, piemēram, virs 20 mm, tad slīpums ir jānoņem no abām sagataves pusēm. Šī pieeja nodrošinās savienojuma iespiešanos.
Torcovoje
Tas ir virsmu sapludināšanas veids, kurā metināmo sagatavju malas atrodas blakus viena otrai un iegūtā daļa atgādina sviestmaizes šķērsgriezumu.
Savienojumi, kas izveidoti ar metināšanu, ir kļuvuši plaši izplatīti rūpniecībā un būvniecībā. Metināšanu plaši izmanto, lai aizstātu kaltas un lietās detaļas.

Metināšanas darbu tehnoloģiskās īpatnības
Jebkuram darbam ir savi noslēpumi, kas lielākoties pieder profesionāļiem, un metināšana nav izņēmums. Piemēram, veidojot T veida savienojumu, kas sastāv no dažāda biezuma loksnēm, elektrodu turētājs jāuzstāda tā, lai leņķis starp to un biezo loksni būtu 60 grādi.
Vēl viena T veida dizaina iezīme ir tā, ka loksnes ir uzstādītas “laivā”, tas ir, leņķim starp sagatavi un horizontālo plakni jābūt 45 grādiem. Izmantojot šo sagatavju uzstādīšanas veidu, elektrodu var uzstādīt stingri vertikāli. Tā rezultātā palielinās metināšanas ātrums un samazinās tādu defektu iespējamība kā, starp citu, tas ir visizplatītākais T veida metinājuma defekts. Atkarībā no metāla biezuma var būt nepieciešams veikt vairākas reizes ar elektrodu. Laivu metināšana tiek izmantota, izmantojot automātisko metināšanu.
Klasifikācija pēc savienojuma vietas
Papildus iepriekšminētajai kvalifikācijai metinātās šuves var klasificēt pēc citiem raksturlielumiem. Viens no tiem ir pēc izliekuma pakāpes.
Metinātās šuves var iedalīt:
- normāls;
- izliekts;
- ieliekts.
Daudzējādā ziņā šis parametrs ir atkarīgs no metināšanas materiālu parametriem un metināšanas iekārtas režīmiem. Ja metināšanas laikā izmanto garu loku, šuve būs gluda un plata. Izmantojot īsu loku, šuves platums samazināsies un kļūs izliekts. Nedrīkst aizmirst, ka elektroda kustības ātrumam un, protams, malas griezuma formai un izmēriem ir liela ietekme uz šuves kvalitāti un ģeometriju.

Metinātās šuves var klasificēt pēc to novietojuma telpā. Tas ir, tie var atrasties - zem, vertikāli un uz griestiem.
Metināšanas šuves optimālā atrašanās vieta tiek uzskatīta par zemāku. Šāda veida šuves ieteicams izmantot, izstrādājot izstrādājumu darba dokumentāciju. Metinātājs, apstrādājot apakšējo šuvi, stāv tai virsū un lieliski redz gan elektroda kustību, gan šuves veidošanās procesu.
Vertikālās vai griestu metināšanas darbus var veikt tikai noteiktas kvalifikācijas metinātāji. Šuves griestu atrašanās vieta ir darbietilpīgākais un nedrošākais darbs.
Metināto savienojumu kvalifikācija pēc garuma
Pastāvīgos savienojumus, kas iegūti ar metināšanu, var iedalīt nepārtrauktos un periodiskos. Pirmie tiek veikti, ja nepieciešams nodrošināt savienojuma hermētiskumu vai ja stiprības prasību dēļ nav iespējams izmantot otro iespēju (intermitējošu)
Normatīvais regulējums
Metināšanas šuves var klasificēt pēc dažādiem parametriem - šuves ģeometrijas, savienojuma veida un daudz ko citu. Izstrādājot izstrādājumu, kurā tiks izmantotas metināšanas šuves, projektētājam vispirms jāvadās pēc stiprības aprēķinu rezultātiem. Un tikai pēc tam izvēlieties sagatavju savienošanas metodi.
Savā darbā dizaineriem un ražotājiem jāvadās pēc šādiem dokumentiem:
- GOST 2601-84;
- GOST5264;
- GOST15878;
- GOST 15164.
Pamatojoties uz datiem no šiem normatīvajiem dokumentiem, ir jānosaka šuves ģeometrija un metināšanas veids. Tikai pēc tam, ja nepieciešams, jānosaka kritēriji malu atdalīšanai. Pēdējā posmā tiek noteiktas pieļaujamās un maksimālās šuvju izmēru novirzes.
Metināšanas defekti
Metināšanas darbi tiek uzskatīti par īpaši atbildīgiem. Un tas ir saprotams. Metināšanu izmanto arī spiedtvertņu, cauruļvadu un katlu ražošanā. Un iekārtas veiktspēja un, pats galvenais, drošība ir atkarīga no savienojuma kvalitātes. Gandrīz visas nozares un būvlaukumi. Vietās, kur tiek izmantota metināšana, tiek izmantotas dažādas kvalitātes kontroles metodes. Saskaņā ar GOST 3242-79 prasībām metināto savienojumu uzraudzībai ir paredzētas vairākas pārbaudes metodes. Starp tiem ir:
- Vizuāls, to izmanto, uzraugot nebūtiskus savienojumus.
- Ultraskaņa - to izmanto, lai kontrolētu dažāda veida savienojumus.
Īpaši kritiskām vietām, piemēram, uz tiltu konstrukcijām vai augstspiediena cauruļvadiem, metinātājam ir jāatstāj personiskais zīmogs.
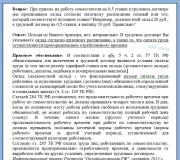
Metinātais savienojums ir detaļu kopums, kas savienotas ar metinājumu. Metinot loku, tiek izmantoti šādi savienojumu veidi: sadurs, pārklāšanās, T veida savienojums un stūra; atsevišķos gadījumos izmanto rievotus, gala savienojumus, ar pārklājumiem un elektriskās kniedes (56. att.).

Muguras locītavas. Sadursavienojumi (56. att., a) ir visizplatītākie, jo tie nodrošina vismazākos iekšējos spriegumus un deformācijas metināšanas laikā, kā arī augstu izturību pie statiskām un dinamiskām slodzēm. Tos izmanto lokšņu metāla konstrukcijās un leņķu, kanālu, I-siju un cauruļu savienošanā. Sadursavienojumiem ir nepieciešams vismazākais pamata un nogulsnētā metāla patēriņš. Veicot sadursavienojumus, ir nepieciešama rūpīga lokšņu sagatavošana metināšanai un diezgan precīza to pielāgošana viena otrai.
Loksnes ar biezumu 1-3 mm var sadurmetināt ar atloku, bez spraugas un bez pildmetāla (56. att., b).
Ar manuālu loka metināšanu tērauda loksnēm, kuru biezums ir 3-8 mm, malas tiek sagrieztas taisnā leņķī pret virsmu, un loksnes novieto ar 0,5-2 mm atstarpi.
Bez malu slīpuma ir iespējams sadurmetināt loksnes līdz 6 mm vienpusējai metināšanai un līdz 8 mm abpusējai metināšanai.
Loksnes ar biezumu no 3 līdz 26 mm tiek sadurmetinātas, izmantojot manuālo loka metināšanu ar vienas vai divu malu vienpusēju slīpumu. Šo malu sagatavošanas veidu sauc par V-cut. Loksnes, kuru biezums ir 12-40 mm, tiek metinātas ar abpusēju malu slīpumu, ko sauc par X formu, kad abas malas ir noslīpētas, un K formu, kad viena mala ir noslīpēta.
Malas ir neasas, lai novērstu metāla noplūdi metināšanas laikā (caurdegšana). Starp malām ir atstāta atstarpe, lai atvieglotu iespiešanos šuves saknē (malu apakšējās daļās). Liela nozīme metināšanas kvalitātē ir vienāda spraugas platuma saglabāšanai visā šuves garumā, t.i., malu paralēlisma saglabāšanai.
Divpusēja slīpuma (X-veida) ir priekšrocības salīdzinājumā ar vienpusēju (V-veida) slīpumu, jo ar tādu pašu biezumu
Loksnēs nogulsnētā metāla apjoms būs gandrīz divas reizes mazāks nekā ar vienpusēju malu slīpumu. Attiecīgi samazināsies elektrodu un elektrības patēriņš metināšanas laikā. Turklāt, kad malas ir noslīpētas abās pusēs, ir mazāka deformācija un atlikušais spriegums, nekā tad, kad nošķeļ vienā pusē. Autors
Loksnēs nogulsnētā metāla apjoms būs gandrīz divas reizes mazāks nekā ar vienpusēju malu slīpumu. Attiecīgi samazināsies elektrodu un elektrības patēriņš metināšanas laikā. Turklāt, kad malas ir noslīpētas abās pusēs, ir mazāka deformācija un atlikušais spriegums, nekā tad, kad nošķeļ vienā pusē. Tāpēc loksnes, kuru biezums pārsniedz 12 mm, ir labāk metināt ar X formas malu slīpumu. Tomēr tas ne vienmēr ir iespējams produkta dizaina un izmēra dēļ.
Ar roku metinot tēraudu ar biezumu 20-60 mm, tiek izmantots arī izliekts U-veida slīpums ar vienu vai divām malām, lai samazinātu nogulsnētā metāla apjomu, kas palielina metināšanas produktivitāti un ietaupa elektrodus. Sadurmetinot nevienāda biezuma loksnes, biezākā loksne tiek noslīpēta lielākā mērā (56. att., c).
Klēpja locītavas. Klēpju savienojumus (56. att., d) galvenokārt izmanto būvkonstrukciju loka metināšanai no tērauda, kura biezums nepārsniedz 10-12 mm. Dažos gadījumos tos izmanto arī, metinot loksnes ar lielāku biezumu (bet ne vairāk kā 20-25 mm). Klēpju savienojumiem nav nepieciešama īpaša malu apstrāde, izņemot apgriešanu. Šādos savienojumos ir ieteicams, ja iespējams, metināt loksnes no abām pusēm, jo, metinot no vienas puses, mitrums var iekļūt spraugā starp loksnēm un izraisīt sekojošu metāla rūsēšanu metinātajā savienojumā.
Izstrādājuma montāža un lokšņu sagatavošana, veicot klēpja metināšanu, ir vienkāršota, tomēr pamata un uzklātā metāla patēriņš ir lielāks nekā sadurmetināšanas gadījumā. Klēpju savienojumi ir mazāk izturīgi mainīgas un trieciena slodzes apstākļos nekā sadursavienojumi. Rullīšu un punktveida elektriskajā metināšanā galvenokārt izmanto klēpja savienojumus.
Stūra savienojumi.Šādi savienojumi (56. att., d) tiek izmantoti, metinot gar malām, kas atrodas taisnā vai citā leņķī viena pret otru. Tos izmanto, piemēram, metinot tvertnes, tvertnes, tvertnes, cauruļvadu atlokus un citus produktus, kas darbojas zemā spiedienā (zem 0,7 kgf/cm2) nekritiskiem mērķiem. Dažreiz stūra savienojumi tiek metināti arī no iekšpuses. Metālam ar biezumu 1-3 mm var izmantot stūra savienojumus ar atlokiem un metināšanu bez pildvielas.
T veida locītavas. T veida savienojumus (56. att., e) plaši izmanto siju, kolonnu, statņu, kopņu rāmju un citu būvkonstrukciju loka metināšanā. Tie ir izgatavoti bez slīpuma un ar slīpām malām vienā vai abās pusēs. Vertikālajai loksnei jābūt ar diezgan vienmērīgi nogrieztu malu. Ar vienpusēju un abpusēju malas slīpumu starp vertikālajām un horizontālajām loksnēm tiek atstāta atstarpe, lai vertikālā loksne labāk iekļūtu visā biezumā. Vienpusējs slīpums ir nepieciešams, ja izstrādājuma konstrukcija neļauj metināt T veida savienojumu no abām pusēm. Savienojumos bez slīpām malām šuves saknē var nebūt iespiešanās, tāpēc šāda šuve var sabojāt vibrācijas un trieciena slodzes ietekmē. T veida savienojumi ar slīpām malām nodrošina nepieciešamo izturību jebkura veida slodzes apstākļos.
Rievveida savienojumi.Šos savienojumus (56. att., g) izmanto, ja parastā klēpja šuves garums nenodrošina pietiekamu izturību. Sprauga savienojumi ir slēgti vai atvērti. Slotu var izgatavot, izmantojot skābekļa, gaisa loka un plazmas griešanu.
Gala vai sānu savienojumi.Šādi savienojumi ir parādīti attēlā. 53, z. Blakus esošajos galos loksnes ir metinātas.
Savienojumi ar oderēm (56. att., i). Pārklājums 2, kas aptver 1. un 3. loksnes savienojumu, ir piemetināts gar sānu malām līdz lokšņu virsmai. Šiem savienojumiem ir nepieciešams papildu metāla patēriņš oderēm, un tāpēc tos izmanto tikai gadījumos, kad tos nevar aizstāt ar sadursavienojumiem vai klēpjiem.
Savienojumi ar elektriskajām kniedēm. Izmantojot elektriskās kniedes, tiek iegūti spēcīgi, bet ne cieši savienojumi (56. att., j). Augšējā loksne tiek caurumota vai urbta, un caurums tiek metināts tā, lai apakšējā loksne tiktu uztverta. Kad augšējās loksnes biezums ir līdz 3 mm, tā netiek iepriekš urbta, bet tiek izkausēta ar loku, metinot kniedes. Klēpju un T veida savienojumos tiek izmantotas elektriskas kniedētas šuves.
Aprakstītie savienojumi ir raksturīgi tērauda rūnu loka metināšanai. Gāzes metināšanas, zemūdens loka metināšanas, zemas kušanas krāsaino metālu metināšanas un citos gadījumos malu formas var atšķirties. Informācija par tām ir sniegta turpmākajās nodaļās, aprakstot šīs metināšanas metodes.
Sagatavošanas formas un malu slīpuma leņķi, spraugas un pieļaujamās novirzes metināto savienojumu šuvēm manuālās loka metināšanas laikā regulē GOST 5264-69.
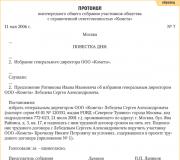
Šuvju veidi. Pastāv šādi metināto šuvju veidi:

1. Atbilstoši novietojumam telpā - apakšējā, horizontālā, vertikālā un griesti (57. att., a). Visvieglāk izgatavojama apakšā šuve, darbietilpīgākā ir griestu šuve. Griestu šuves var veikt metinātāji, kuri ir speciāli apguvuši šo metināšanas veidu. Griestu šuves, izmantojot loka metināšanu, ir grūtāk izgatavot nekā gāzes metināšanu. Horizontālo un vertikālo šuvju metināšana uz vertikālas virsmas ir nedaudz grūtāka nekā apakšējo šuvju metināšana.
2. Attiecībā pret pašreizējiem spēkiem - sānu, frontālo, kombinēto un slīpo (57. att., b).
3. Pēc garuma - nepārtraukta un intermitējoša (57. att., c). Intermitējošās šuves tiek izmantotas gadījumos, kad savienojumam nav jābūt ciešam, un stiprības aprēķiniem nav nepieciešama nepārtraukta šuve.
Intermitējošās šuves atsevišķu posmu garums (l) svārstās no 50 līdz 150 mm; attālums starp šuvju sekcijām parasti ir 1,5–2,5 reizes lielāks par sekcijas garumu; vērtību t sauc par šuves soli. Diezgan plaši tiek izmantotas intermitējošās šuves, jo tās ietaupa nogulsnēto metālu, metināšanas laiku un izmaksas.
4. Pēc nogulsnētā metāla daudzuma vai izliekuma pakāpes - normāls, izliekts un ieliekts (57. att., d). Šuves izliekums ir atkarīgs no izmantoto elektrodu veida: metinot ar plānu pārklājumu elektrodiem, tiek iegūtas šuves ar lielu izliekumu. Metinot ar biezi pārklātiem elektrodiem, kausētā metāla lielākas plūstamības dēļ parasti tiek iegūtas normālas šuves.
Metinātās šuves ar lielu izliekumu nenodrošina metinātā savienojuma izturību, it īpaši, ja tas ir pakļauts izkausētā metāla plūstamības izmaiņām, parasti tiek iegūtas normālas šuves.
Šuves ar lielu izliekumu nenodrošina metinātā savienojuma izturību, it īpaši, ja tas ir pakļauts mainīgām slodzēm un vibrācijām. Tas izskaidrojams ar to, ka metinātās šuvēs ar lielu izliekumu nav iespējams iegūt vienmērīgu pāreju no lodītes uz parasto metālu un šajā vietā veidojas kaut kas līdzīgs malas “apakšgriezumam”, kurā notiek sprieguma koncentrācija. Mainīgas trieciena vai vibrācijas slodzes ietekmē no šīs vietas var sākties metinātā savienojuma iznīcināšana. Šuves ar lielu izliekumu nav ekonomiskas, jo tām ir nepieciešams vairāk elektrodu, laika un elektrības.

5. Pēc savienojuma veida - dibens un stūris. Filletu šuves izmanto, veidojot pārloku, T veida savienojumus, stūra savienojumus, ar pārklājumiem, rievotus savienojumus un gala savienojumus. Filtmetinājuma malu (58. att.) sauc par kāju.
Nosakot kāju k šuvēs, kas parādītas attēlā. 58, a, tiek pieņemta šuves šķērsgriezumā ierakstītā trīsstūra mazākā kāja; attēlā parādītajās šuvēs. 58, b un c, ir pieņemta ierakstīta vienādsānu trīsstūra kāja.
GOST 5264-80 pieļauj šuves izliekumu e: ar apakšējo metināšanas pozīciju - līdz 2 mm, ar atšķirīgu metināšanas pozīciju - līdz 3 mm. Kājas pieaugums (m - k) jebkurā šuves stāvoklī ir atļauts līdz 3 mm.
Administrācija Raksta kopējais vērtējums: Publicēts: 2011.06.01