Kā iemācīties lodēt ar elektrisko lodāmuru: darba noteikumi. Kā lodēt ar lodāmuru ar kolofoniju Kas nepieciešams lodēšanai
Pasaulē, kas piesātināta ar elektrību metāla izstrādājumi, vienmēr var noderēt spēja rīkoties ar elektrisko lodāmuru un kvalitatīva lodēšana. Plaši zināmās dažādu izmēru lodēšanas detaļu priekšrocības ļauj patstāvīgi atjaunot atsevišķus paraugus mājsaimniecības ierīces(televīzijas uztvērēji, piemēram), remontēt dažādus sadzīves piederumus, lodēt priekšmetus no vara, misiņa, sudraba.
Pirms apgūstat pareizos paņēmienus, kā rīkoties ar lodmetālu un lodāmuru mājās, jums jāapgūst īpašs kurss, kurā jāiemācās lodēt un viss, kas notiek pirms šīs procedūras. Mācīties var patstāvīgi, bet, apgūstot darbu ar rotaslietām, sarežģītām elektroniskām shēmām, neiztikt bez pieredzējuša mentora.
No procesa organizācijas viedokļa metālu lodēšana, izmantojot īpašus lodmetālus, ir darbību kopums, kas pēc satura ir diezgan vienkāršs. Tomēr, neskatoties uz šķietamo vieglumu, ne visi var pareizi lodēt pirmo reizi. Pirmajā tikšanās reizē ir dažas grūtības, kas saistītas ar skaidras idejas trūkumu par to, ko un kādā secībā darīt.

- nepieciešams pareizi izvēlēties lodējamo galveno darba instrumentu;
- jāuztraucas par ērta un funkcionāla statīva izgatavošanu, jāsagatavo vieta, kur lielāko daļu laika jālodē;
- studentam ir jāuzkrāj piemēroti palīgmateriāli, bez kuriem nevar iztikt nevienai šādai procedūrai (lodēšana, šķidrums vai pastas plūsma).

Un, visbeidzot, iesācējam ir jāapgūst lodēšanas tehnoloģiskās pamatmetodes, kas ietver noteiktu mērķtiecīgu darbību secību.
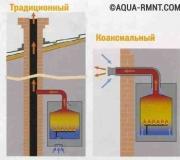
Lodēt var ar elektrisko lodāmuru, gāzes degli vai pūtējs. Dēļi, mikroshēmas parasti tiek pielodētas ar speciāliem matu žāvētājiem, termostacijām, kas nodrošina vienmērīgu apkuri. Viena vai cita veida instrumenta un tam paredzētā statīva vai turētāja izvēli nosaka temperatūras apstākļi, kādos tam paredzēts veikt darba operācijas.
Nākamā prasība kārtībā ietver obligāto komponentu sagatavošanu, kas ļauj pareizi pielodēt jebkuru metāla savienojumu. Tie tiek uzskatīti par Dažādi lodmetāli, kušņu piedevas un speciāli lodēšanas šķidrumi, kas nepieciešami tā kvalitātes uzlabošanai (kolofonija un spirta kompozīcijas alvošanai).
Visas procesa sastāvdaļas obligāti jāizvēlas īpašiem nosacījumiem lodēšanas savienojuma veidošanai un ņemot vērā izmantoto detaļu īpašības.
Pamatdarbības procedūras
Tehnoloģiskā karte vai “pareizas” lodēšanas shēma ar lodāmuru iesaka šādu darbību veikšanas procedūru.
Pirms tiešās lodēšanas lodējamo priekšmetu virsmas tiek attīrītas no smagiem netīrumiem un korozijas nosēdumiem, pēc tam tās jānotīra līdz raksturīgam spīdumam.
Pēc tam detaļu lodēšanas vietas apstrādā ar iepriekš sagatavotu plūsmu, caur kuru ir iespējams uzlabot apstākļus lodēšanas izkliedēšanai pa saskares virsmu.
Pēc tam paliktnis vai lodēšanas vieta tiek pakļauta aizsargājošai alvošanai, kuras būtība ir uz tiem uzklāt šķidrā stāvoklī izkausētu lodmetālu. Tajā pašā laikā patērējamais materiāls vienmērīgi izkliedējas pa lodējamo detaļu virsmu un nodrošina uzticama termiskā savienojuma veidošanos.

Sagatavojot detaļas alvošanai, priekšroka tiek dota pastveida kušņiem, kas ir ērti uzklājami un viegli nomazgājami. Pirms apstrādes un lodēšanas detaļas ir iepriekš savienotas, mehāniski pagriežot vai saspiežot ar knaiblēm.
Pēc piestiprināšanas tiem atkal tiek uzklāta plūsma, un pēc tam saskares punkts tiek uzkarsēts, vienlaikus tajā ievietojot lodēšanas stieni (tā sastāvs var atšķirties no alvošanai izmantotā materiāla sastāva).

Nav iespējams iemācīties pareizi lodēt ar savām rokām, ja nemācās alvot lodāmura galu. Alvošanai darba uzgalis pēc tam, kad lodāmurs ir pilnībā uzsilsts, ar spēku jāpiespiež pret jebkuru virsmu, kas pārklāta ar foliju, un berzējiet ar to pāri izkausētajam kolofonam ar lodmetālu.
Šī darbība jāatkārto, līdz uz vara punkta malām parādās raksturīga lodēšanas plēve, kas nodrošina labu saķeri ar jebkuru metālu.
Jautājums par to, kā pareizi lodēt, nāk kopā ar interesi par to, kāpēc ir nepieciešama lodēšana un ko ar to var izdarīt. Kādreiz lodēja pārsvarā podus un samovārus, bet mūsdienās var lodēt arī augsto tehnoloģiju lietas.
Lodēšanas iespējas
Ir vairāk nekā pietiekami daudz iespēju izmantot savas spējas pareizi lodēt metāla detaļas un izstrādājumus. Tādā veidā tiek veiktas daudzas montāžas un remonta darbības. Šeit ir daži no vissvarīgākajiem:
- var pielodēt vara caurules, kas ir daļa no siltummaiņu un saldēšanas iekārtu iekšējām līnijām;
- dažādu elektronisko shēmu lodēšanas elementi;
- veikt remontu, lodēt rotaslietas, brilles;
- piestipriniet karbīda griešanas ieliktņus uz metālapstrādes instrumentu turētājiem;
- sadzīvē bieži izmanto arī lodēšanu, ja nepieciešams piestiprināt plakanas vara detaļas pie lokšņu sagatavju metalizētām virsmām;
- spēja kvalitatīvi skārdot virsmas var noderēt metāla konstrukciju aizsardzībai no korozijas.
Ieslēgts sākuma stadija apgūstot lodēšanas mākslu, ieteicams izmantot visvairāk vienkāršas shēmas elektroniskās ierīces.
Turklāt aplūkojamajā procesā ir iespējams pielodēt detaļas, kas izgatavotas no atšķirīgas struktūras metāliem, kā arī noblīvēt dažāda veida cietos savienojumus.
Lodēšanas operāciju veidi
 Lodēšanas metožu dažādība ir izskaidrojama ar daudziem dažādiem faktoriem, kas nosaka lodēšanas kvalitāti un efektivitāti. Šie faktori ietver ne tikai lodēšanas instrumenta veidu un procesā izmantoto lodēšanas veidu, bet arī tehnoloģiskās īpašībasšuvju veidošanās. Virsmas montāžas daļām uz dēļa jums jāiemācās pareizi lietot lodēšanas masku.
Lodēšanas metožu dažādība ir izskaidrojama ar daudziem dažādiem faktoriem, kas nosaka lodēšanas kvalitāti un efektivitāti. Šie faktori ietver ne tikai lodēšanas instrumenta veidu un procesā izmantoto lodēšanas veidu, bet arī tehnoloģiskās īpašībasšuvju veidošanās. Virsmas montāžas daļām uz dēļa jums jāiemācās pareizi lietot lodēšanas masku.
Jebkurā gadījumā, lai pareizi lodētu, jums jāzina tā metāla kušanas temperatūra, ar kuru strādājat. Tas ietekmē lodēšanas instrumenta izvēli, kā arī plūsmas un lodmetālu. Saskaņā ar norādīto parametru lodēšanas materiāli tiek sadalīti kausējamos (līdz 450 grādiem) un ugunsizturīgajos (vairāk nekā 450 grādi).
Lodēšanas izvēle
 Lodmetālus ar zemu kušanas temperatūru izmanto normālos apstākļos, kuriem nav nepieciešama savienojamo elementu īpaša izturība. Tos var izmantot savākšanai elektroniskās shēmas vai lodēt maza izmēra rotaslietas.
Lodmetālus ar zemu kušanas temperatūru izmanto normālos apstākļos, kuriem nav nepieciešama savienojamo elementu īpaša izturība. Tos var izmantot savākšanai elektroniskās shēmas vai lodēt maza izmēra rotaslietas.
Šo darbību laikā detaļas tiek leģētas ar šķidru alvu, kurā kā piedeva ir svins.
Tiesa, iekšā pēdējie laiki tiek izplatīti bezsvina lodmetāli. Izvēloties sildīšanas instrumenta veidu šajā gadījumā, priekšroka tiek dota elektriskajiem lodāmuriem ar darba jaudu no 25 līdz vairākiem simtiem vatu.
Ja nepieciešams lodēt izstrādājumus, kas izgatavoti no ugunsizturīgiem metāliem, kas tiek ekspluatēti ekstremālos temperatūras un deformācijas apstākļos, būs nepieciešami tā sauktie “cietlodmetāli”. Šāda veida lodēšanas sastāvu sagatavo uz tīra vara bāzes, pievienojot cinku vai citu reaktīvo metālu. Ugunsizturīgos vara-cinka lodmetālus ieteicams izmantot, ja ir nepieciešams šarnīrsavienojumu daļas, kas darbojas ar lielu statisko slodzi.

Ar to palīdzību var lodēt no misiņa un citiem vara sakausējumiem izgatavotus izstrādājumus, kuros vara saturs nepārsniedz 68 procentus. Savienojumam tērauda sagataves un visbiežāk tiek ņemtas detaļas kā lodmetāls, tīrs varš vai noteikta veida misiņš.
Apkopojot, mēs atzīmējam, ka, lai iemācītos pareizi lodēt dažādu konstrukciju metāla daļas, nepietiek tikai ar vēlmi. Lieliski apgūt labi zināmās pareizas lodēšanas metodes ir iespējams tikai pēc visu ar šo procesu saistīto jautājumu izpētes.
Pēdējie ietver sildīšanas instrumenta izvēli, kompetentu pieeju izvēlei Izejmateriāli kā arī stingra ievērošana iedibināta kārtība lodēšanas procedūras.
Tas viss novērsīs iespējamās kļūdas strādājot ar kausētu lodmetālu un iegūstiet uzticamu un izturīgu savienojumu.
Nesen, uzzinājuši, ka esmu radioamatieris, mūsu pilsētas forumā Radio filiālē pie manis pēc palīdzības vērsās divi cilvēki. Abi ar dažādu iemeslu dēļ, un abi dažādi vecumi, jau pieaugušie, kā noskaidrojās tikšanās reizē, vienam bija 45 gadi, otram 27. Kas pierāda, ka elektronikas studijas var uzsākt jebkurā vecumā. Viņus vienoja viena lieta, abi kaut kā bija pazīstami ar tehnoloģijām un labprāt apgūtu radio biznesu paši, taču nezināja, ar ko sākt. Mēs turpinājām sarunu Saskarsmē ar, uz manu atbildi, ka internetā ir jūra informācijas par šo tēmu, dariet to - es negribu, es dzirdēju no abiem par vienu un to pašu - ka abi nezina, ar ko sākt. Viens no pirmajiem jautājumiem bija: kas ietilpst radioamatiera nepieciešamajās minimālajās zināšanās. Pagāja diezgan ilgs laiks, lai uzskaitītu viņiem nepieciešamās prasmes, un es nolēmu uzrakstīt atsauksmi par šo tēmu. Domāju, ka noderēs tādiem iesācējiem kā mani draugi, visiem, kuri nevar izlemt, kur sākt treniņus.
Uzreiz jāsaka, ka mācoties, teorija vienmērīgi jāapvieno ar praksi. Neatkarīgi no tā, cik daudz vēlaties, ātri sāciet lodēšanu un montāžu konkrētas ierīces, jums jāatceras, ka bez nepieciešamās teorētiskās bāzes jūsu galvā labākajā gadījumā jūs varat precīzi kopēt citu cilvēku ierīces. Savukārt, ja jūs zināt teoriju, vismaz minimālā apjomā, jūs varat mainīt shēmu un pielāgot to savām vajadzībām. Ir tāda frāze, kuru, manuprāt, zina katrs radioamatieris: "Nav nekā praktiskāka par labu teoriju."

Pirmkārt, jums jāiemācās lasīt ķēdes shēmas. Bez iespējas nolasīt shēmas nav iespējams salikt pat visvienkāršāko elektronisko ierīci. Arī vēlāk nebūs lieki apgūt paškompilāciju ķēdes shēmas, īpašā .

Lodēšanas daļas
Ir jāspēj pēc izskata identificēt jebkuru radio komponentu un zināt, kā tas ir norādīts diagrammā. Protams, lai saliktu, lodētu jebkuru ķēdi, ir jābūt lodāmuram, vēlams ne lielākam par 25 vatiem, un jāprot to labi izmantot. Visām pusvadītāju daļām nepatīk pārkaršana, ja lodējat, piemēram, tranzistoru pie plates, un nevarējāt pielodēt izeju 5 - 7 sekundēs, pārtraukt uz 10 sekundēm vai pielodēt citu daļu šajā laikā, pretējā gadījumā ir liela iespējamība sadedzināt radio komponentu no pārkaršanas.

Ir svarīgi arī rūpīgi lodēt, īpaši cieši novietotos radio komponentu vadus, nevis izkarināt “puņķus”, nejaušus īssavienojumus. Ja rodas šaubas, vienmēr zvaniet uz aizdomīgu vietu ar multimetru skaņas numura sastādīšanas režīmā.

Tikpat svarīgi ir noņemt plūsmas atlikumus no plates, īpaši, ja lodējat digitālās shēmas vai ar plūsmu, kas satur aktīvās piedevas. Noskalojiet ar speciālu šķidrumu vai 97% etilspirtu.

Iesācēji bieži savāc shēmas eņģes stiprinājums, tieši uz detaļu tapām. Es piekrītu, ka, ja secinājumi ir droši savīti kopā un pēc tam pielodēti, šāda ierīce kalpos ilgu laiku. Bet šādā veidā vairs nav vērts montēt ierīces, kas satur vairāk par 5 - 8 daļām. Šajā gadījumā ierīce ir jāsamontē uz iespiedshēmas plates. Uz tāfeles samontētā ierīce ir ļoti uzticama, savienojuma shēmu var viegli izsekot pa sliedēm, un, ja nepieciešams, visus savienojumus var izsaukt ar multimetru.

Drukāto vadu negatīvie aspekti ir grūtības mainīt gatavās ierīces shēmu. Tāpēc pirms PCB elektroinstalācijas un kodināšanas vienmēr vispirms ir jāsamontē ierīce uz maizes paneļa. Ieslēdziet ierīces iespiedshēmu plates, var izdarīt dažādi, galvenais šeit ir ievērot vienu lietu svarīgs noteikums: vara folijas sliedes uz tekstolīta nedrīkst saskarties ar citām sliedēm, ja tas nav paredzēts diagrammā.

Kopumā ir dažādi veidi, kā izgatavot iespiedshēmas plati, piemēram, atdalot folijas sekcijas - sliedes, ar griezēju izgrieztu rievu folijā, kas izgatavota no zāģa asmens. Vai arī uzklājot aizsargrakstu, kas aizsargā foliju zem tā (nākotnes sliedes) no kodināšanas ar pastāvīgu marķieri.

Vai arī ar LUT tehnoloģijas palīdzību (lāzera – gludināšanas tehnoloģija), kur sliedes no kodināšanas pasargā sadegušais toneris. Jebkurā gadījumā neatkarīgi no tā, kā mēs izgatavojam iespiedshēmas plati, mums vispirms tā ir jāmaršrutē tracer programmā. Es iesaku iesācējiem, tas ir manuāls marķieris ar lieliskām funkcijām.

Turklāt, pats pieslēdzot iespiedshēmu plates vai izdrukājot gatavu plati, jums ir nepieciešama iespēja strādāt ar radio komponenta dokumentāciju, ar tā sauktajām datu lapām ( Datu lapas), lapas iekšā PDF formātā. Internetā ir datu lapas gandrīz visiem importētajiem radio komponentiem, izņemot dažus ķīniešu komponentus.

Iekšzemes radio komponentos informāciju varat atrast skenētos direktorijos, specializētās vietnēs, kurās tiek mitinātas lapas ar radio komponentu īpašībām, kā arī dažādu tiešsaistes veikalu informācijas lapās, piemēram, Chip & Dip. Ir jāprot noteikt radio komponentes pinout, tiek atrasts arī nosaukums pinout, jo ļoti daudzām, pat divu izvadu daļām ir polaritāte. Tas prasa arī praktiskas iemaņas darbā ar multimetru.

Multimetrs ir universāla ierīce, ar tikai vienas tās palīdzību jūs varat veikt diagnostiku, noteikt detaļas secinājumus, to veiktspēju, īssavienojuma esamību vai neesamību uz tāfeles. Es domāju, ka nav lieki atgādināt, it īpaši jaunajiem radioamatieriem iesācējiem, elektrodrošības pasākumu ievērošanu, veicot ierīces darbības atkļūdošanu.

Pēc ierīces salikšanas tā jāsakārto skaistā maciņā, lai nebūtu kauns to parādīt draugiem, kas nozīmē, ka nepieciešamas atslēdznieka prasmes, ja korpuss ir no metāla vai plastmasas, vai galdniecības darbi, ja korpuss ir izgatavots no koka. Agri vai vēlu jebkurš radioamatieris nonāk pie tā, ka viņam ir jātiek galā nelieli remontdarbi tehnoloģijām, vispirms savējo, un pēc tam ar pieredzes iegūšanu, un no paziņām. Un tas nozīmē, ka ir jāspēj diagnosticēt darbības traucējumu, noteikt bojājuma cēloni un pēc tam to novērst.

Bieži vien pat pieredzējušiem radioamatieriem bez instrumentiem ir grūti atlodēt no tāfeles vairāku tapu daļas. Ir labi, ja tiek nomainītas detaļas, tad nokožam vadus pie paša korpusa un pa vienam lodējam kājas. Sliktāk un grūtāk ir tad, ja šī detaļa nepieciešama kādas citas ierīces salikšanai vai tiek veikts remonts, un detaļa var būt jāatlodē pēc tam, kad, piemēram, meklējot īssavienojumu uz plates. Šajā gadījumā ir nepieciešami demontāžas instrumenti, un to izmantošanas iespēja ir pinums un atlodēšanas sūknis.

Es nepieminu lodāmura izmantošanu, jo iesācējiem tas bieži nav pieejams.
Secinājums
Viss iepriekš minētais ir tikai daļa no tā. nepieciešamais minimums kas būtu jāzina iesācējam radioamatieram, projektējot ierīces, taču ar šīm prasmēm jau ar nelielu pieredzi var salikt gandrīz jebkuru ierīci. Īpaši vietnei AKV.
Apspriediet rakstu KĀ SĀKT RADIOAMATIERI
Spēja lodēt mūsdienu dzīve, piesātināta ar elektroierīcēm un elektroniku, ir tikpat nepieciešama kā skrūvgriezi un virzuli lietot. Metālu lodēšanai ir daudz metožu, taču vispirms ir jāzina, kā lodēt ar lodāmuru, lai gan ir iespējamas citas metodes, kas var būt nepieciešamas arī sadzīves apstākļos. Šis raksts ir paredzēts, lai palīdzētu tiem, kas vēlas apgūt manuālās līmēšanas darba tehnoloģiju.
Plūsmas
Lodēšanas plūsmas tiek iedalītas neitrālās (neaktīvās, bezskābes), kas ķīmiski neiedarbojas ar parasto metālu vai mijiedarbojas nenozīmīgā mērā, aktivētās, kas karsējot ķīmiski iedarbojas uz parasto metālu, un aktīvās (skābās), iedarbojoties uz to un aukstumā. . Attiecībā uz plūsmām mūsu gadsimts ir nesis visvairāk jauninājumu; Lielākā daļa no tām ir labas, bet sāksim ar sliktajām.
Pirmkārt, tehniski tīrs acetons mazgāšanas devām vairs nav plaši pieejams, jo tas tiek izmantots nelegālā narkotiku ražošanā un tam ir narkotiska iedarbība. Tehniskā acetona aizstājēji - šķīdinātāji 646 un 647.
Otrkārt, cinka hlorīds aktivētās plūsmas pastās bieži tiek aizstāts ar nātrija tetraborātu - boraks. Sālsskābe ir ļoti toksiska ķīmiski agresīva gaistoša viela; arī cinka hlorīds ir toksisks, un, sildot, tas sublimējas, t.i. izplūst bez kušanas. Boraks ir drošs, bet karsējot izdalās liels skaits kristalizācijas ūdens, kas nedaudz pasliktina lodēšanas kvalitāti.
Piezīme: boraks pati par sevi ir lodēšanas plūsma, kas paredzēta lodēšanai, iegremdējot izkausētā lodmetālā, skatīt zemāk.
Labā ziņa ir tā, ka tas tagad ir pārdošanā visplašākais diapazons plūsmas visiem lodēšanas mūža gadījumiem. Lai veiktu parastos lodēšanas darbus, jums būs nepieciešams (skatiet attēlu) lēts SKF (spirta kolofonija, agrāk CE, otrais bezskābju kušņu sarakstā I.10 tabulā augstāk esošajā attēlā) un lodēšanas (gravētā) skābe, šī ir pirmā skābes plūsma sarakstā. SCF ir piemērots vara un tā sakausējumu lodēšanai, un lodēšanas skābe ir piemērota tēraudam.
Devas no SCF ir jāmazgā: kolofonija satur dzintarskābe, ar ilgstošu kontaktu iznīcinot metālu. Turklāt nejauši izlijušais SCF acumirklī izplatās lielā platībā un pārvēršas ļoti ilgi žūstošā, īpaši lipīgā netīrumā, no kura traipus nevar noņemt no drēbēm, mēbelēm vai grīdām ar sienām. Kopumā SCF ir laba plūsma lodēšanai, bet ne muļķiem ar bumbieriem.
Pilnvērtīgs GFR aizstājējs, bet ne tik šķebinošs ar neuzmanīgu apiešanos - TAGS plūsma. Tērauda daļas ir masīvākas, nekā atļauts lodēšanai ar lodēšanas skābi, un stingrāk tās ir lodētas ar F38 plūsmu. Universālā plūsma var pielodēt gandrīz jebkuru metālu jebkurā kombinācijā, t.sk. alumīnijs, bet savienojuma stiprība ar to nav standartizēta. Mēs atgriezīsimies pie alumīnija lodēšanas.
Piezīme: radio amatieri, ņemiet vērā - tagad pārdošanā ir kušņi emaljētu vadu lodēšanai bez atsegšanas!
Citi lodēšanas veidi
Amatniecības cienītāji bieži lodē arī ar sauso lodāmuru ar nekonservētu bronzas galu, t.s. lodēšanas zīmulis, poz. 1 attēlā. Ir labi, ja lodēšanas izplatīšanās ārpus lodēšanas zonas ir nepieņemama: iekšā rotaslietas, vitrāžas, lodēti priekšmeti lietišķā māksla. Dažkārt uz virsmas montējamās mikroshēmas tiek lodētas arī ar sauso lodēšanu, ar tapu atstatumu 1,25 vai 0,625 mm, taču pieredzējušiem speciālistiem tas ir riskants bizness: sliktam termiskajam kontaktam nepieciešama pārmērīga lodēšanas jauda un ilgstoša karsēšana, kā arī nav iespējams nodrošināt apkures stabilitāti. manuālās lodēšanas laikā. Sausai lodēšanai izmanto harpas no POSK-40, 45 vai 50 un flux pastas, kurām nav nepieciešama atlikumu noņemšana.
Resnu vadu strupceļu vijumus (skat. iepriekš) lodē, iegremdējot futorkā - kausēta lodmetāla vannā. Kādreiz futorku sildīja ar pūtēju (2.a poz.), bet tagad primitīva mežonība: elektriskā futorka jeb lodēšanas vanna (2. poz.) ir lētāka, drošāka un dod. vislabākā kvalitāte lodēšana. Vīšana tiek ievadīta futorkā caur verdoša plūsmas slāni, kas tiek piegādāta lodēšanai pēc tam, kad tā ir izkususi un uzkarsēta līdz darba temperatūrai. Vienkāršākā plūsma šajā gadījumā ir kolofonija pulveris, taču tas drīz vien izvārās un sadeg vēl ātrāk. Futorku labāk kušināt ar brūnu, un, ja lodēšanas vannu izmanto cinkošanai mazas detaļas, tad šī ir vienīgā iespējamā iespēja. Šajā gadījumā caurules maksimālā temperatūra nedrīkst būt zemāka par 500 grādiem pēc Celsija, jo cinks kūst pie 440.
Visbeidzot, piemēram, masīvs varš izstrādājumos. caurules tiek lodētas ar liesmu cietlodēšanu. Tajā vienmēr ir nesadegušas daļiņas, kas dedzīgi uzsūc skābekli, tāpēc liesmai, kā saka ķīmiķi, ir reducējošas īpašības: tā noņem oksīda atlikumus un neļauj veidoties jaunam. Pie poz. 3 parāda, kā īpaša lodēšanas lāpas liesma burtiski izpūš no lodēšanas zonas visu nevajadzīgo.
Tiek veikta augstas temperatūras lodēšana, skatīt att. labajā pusē, vienmērīgi berzējot lodēšanas vietu 1 ar spiedienu ar cietlodēšanas kociņu 2. Degļa 3 liesmai jāseko lodēšanai, lai karstais punkts neatrastos gaisā. Iepriekš lodēšanas laukums tiek uzkarsēts, līdz iziet nokrāsas. Lai konservētu cietlodēt virsmas var lodēt ar mīkstlodmetālu kā parasti. Plašāku informāciju par lodēšanu ar liesmu, kad runa ir par caurulēm, skatiet tālāk.
Interesanti, ka dažos avotos lodēšanas degli sauc par lodēšanas staciju. Nu pārrakstīšana ir pārrakstīšana, ko tu no viņa saņem. Faktiski galddatora lodēšanas stacija (skatiet nākamo attēlu) ir aprīkojums smalkiem lodēšanas darbiem: ar mikroshēmām utt., Kur nav pieļaujama pārkaršana, lodēšanas izkliedēšana tur, kur tas nav nepieciešams, un citi trūkumi. Lodēšanas stacija precīzi uztur iestatīto temperatūru lodēšanas zonā, un, ja stacija ir gāzes, tā kontrolē gāzes padevi tur. Šajā gadījumā deglis ir iekļauts tā komplektā, bet pats par sevi lodēšanas lodlampa lodēšanas stacija ir nekas vairāk kā karjers - Svētā Bazilika katedrāle.
Kā lodēt alumīniju
Pateicoties mūsdienu plūsmai, alumīnija lodēšana parasti nav kļuvusi grūtāka par varu. Flux F-61A ir paredzēts tās zemas temperatūras lodēšanai, skatīt att. Lodmetāls - jebkurš Avia lodmetālu analogs; Pārdošanā ir dažādi. Vienīgais, ka lodāmurā labāk ievietot alvētu bronzas stieni ar iegriezumiem uzgaļa, apmēram kā vīli. Zem plūsmas slāņa tas viegli noskrāpēs spēcīgu oksīda plēvi, kas neļauj alumīniju lodēt tāpat vien.
Flux F-34A paredzēts alumīnija augstas temperatūras lodēšanai ar lodmetālu 34A. Tomēr ir nepieciešams ļoti uzmanīgi sildīt lodēšanas vietu ar liesmu: paša alumīnija kušanas temperatūra ir tikai 660 Celsija. Tāpēc alumīnija augstas temperatūras lodēšanai labāk izmantot bezliesmas kameras lodēšanu (lodēšana ar krāsns apkuri), bet aprīkojums tam ir dārgs.
Ir arī "pionieru" metode alumīnija lodēšanai ar iepriekšēju vara pārklājumu. Tas ir piemērots, ja nepieciešams tikai elektriskais kontakts, un ir izslēgti mehāniskie spriedzes lodēšanas zonā, piemēram, ja nepieciešams savienot alumīnija korpusu kopīgs autobuss iespiedshēmas plate. "Novatoriskā veidā" alumīnija lodēšana tiek veikta uz instalācijas, kas parādīta attēlā. pa kreisi. Lodēšanas zonā slaidā ielej vara sulfāta pulveri. Stingrāku zobu birsti, kas ietīta ar kailu vara stiepli, iemērc destilētā ūdenī un ar spiedienu ierīvē ar vitriolu. Kad uz alumīnija parādās vara plankums, tas tiek alvots un lodēts kā parasti.
maza lodēšana
Iespiedshēmu plates lodēšanai ir savas īpašības. Kā lodēt detaļas uz iespiedshēmu plates, kopumā skatiet nelielu meistarklasi zīmējumos. Tiek likvidēta vadu skārdināšana, jo. radio komponentu un mikroshēmu secinājumi jau ir skāruši.
Amatieru apstākļos, pirmkārt, nav jēgas lāpīt visus strāvu nesošos celiņus, ja ierīce darbojas frekvencēs līdz 40–50 MHz. IN rūpnieciskā ražošana dēļi tiek alvoti, piemēram, ar zemas temperatūras metodēm. izsmidzināts vai galvanizēts. Sliežu ceļu apsildīšana ar lodāmuru visā garumā pasliktinās to saķeri ar pamatni un palielinās atslāņošanās iespējamību. Pēc detaļas montāžas dēli labāk nolakot. No tā varš nekavējoties kļūs tumšāks, taču tas nekādā veidā neietekmēs ierīces veiktspēju, ja vien mēs nerunājam par mikroviļņu krāsni.
Pēc tam apskatiet kaut ko neglītu takas kreisajā pusē. rīsi. Par šādu laulību un sliktā atmiņā padomju EP deputāts (Elektroniskās rūpniecības ministrija) uzstādītājus pazemināja par krāvējiem vai palīgiem. Runa nav pat par dārgā lodmetāla parādīšanos vai pārtērēšanu, bet, pirmkārt, par to, ka šo plāksnīšu dzesēšanas laikā pārkarsa gan montāžas paliktņi, gan detaļas. Un lielas smagas lodēšanas plūsmas ir diezgan inerts svars jau novājinātām sliedēm. Radioamatieri labi apzinās efektu: es nejauši nogrūdu “sēpijas” dēli uz grīdas - nolobījās 1-2 vai vairāk celiņu. Negaidot pirmo lodēšanu.
Lodēšanas lodītēm uz iespiedshēmas plates jābūt apaļām, gludām, ar augstumu ne vairāk kā 0,7 no montāžas paliktņa diametra, skatīt pa labi attēlā. Vadu galiem vajadzētu nedaudz izvirzīties no nokarenēm. Starp citu, dēlis ir pilnībā paštaisīts. Mājās ir veids, kā padarīt iespiedshēmu tikpat precīzu un skaidru kā rūpnīcas shēmu un pat parādīt vēlamos uzrakstus. Balti plankumi - atspīdums no lakas fotografējot.
Pieplūdumi ir ieliekti un vēl saburzītāki - arī laulība. Tikai ieliekts pieplūdums nozīmē, ka lodēšanas nav pietiekami daudz, un tas ir saburzīts, papildus tam, ka lodēšanai ir iekļuvis gaiss. Ja samontētā ierīce nedarbojas un ir aizdomas par nelodēšanu, vispirms apskatiet šādas vietas.
IC un mikroshēmas
Faktiski integrālā shēma (IC) un mikroshēma ir viens un tas pats, taču skaidrības labad, kā tas ir vispārpieņemts tehnoloģijā, mēs atstāsim IC DIP pakotnēs ar mikroshēmām - “mikruhs”, līdz lielai pakāpei ieskaitot. integrācijas, ar secinājumiem caur 2,5 mm, uzstādīts montāžas caurumos vai lodēšanas vāciņos, ja plāksne ir daudzslāņu. Lai mikroshēmas ir superlielas IC - "miljonāri", kas uzstādīti uz virsmas, ar tapu soli 1,25 mm vai mazāk, un mikroshēmas - miniatūras IC vienādos korpusos tālruņiem, planšetdatoriem, portatīvajiem datoriem. Procesorus un citus "akmeņus" neaiztiekam ar cietiem daudzrindu tapu spailēm: tie nav lodēti, bet tiek uzstādīti speciālās ligzdās, kuras tiek ielodētas plāksnē vienu reizi tās montāžas laikā uzņēmumā.
Lodāmura zemējums
Mūsdienu CMOS (CMOS) IC jutības pret statisko elektrību ziņā ir tāda pati kā TTL un TTLSH, saglabā 150 V potenciālu 100 ms bez bojājumiem. Tīkla darba sprieguma amplitūdas vērtība ir 220 V - 310 V (220x1,414). No tā izriet secinājums: ir nepieciešams zemsprieguma lodāmurs, 12-42 V spriegumam, kas savienots caur gludekļa pazeminošo transformatoru, nevis caur impulsu vai kapacitatīvo balastu! Tad pat tiešs sabrukums uz dzēliena nesabojās dārgos čipsus.
Joprojām ir nejauši un vēl jo bīstamāki tīkla sprieguma pārspriegumi: tuvumā tika ieslēgta metināšana, bija tīkla metiens, elektroinstalācijas dzirksteles utt. Lielākā daļa uzticams veids pasargājiet sevi no tiem - neizņemiet no lodāmura uzgaļa "klīstošo" potenciālu un neizlaidiet tos no turienes. Šim nolūkam pat PSRS īpašajos uzņēmumos tika izmantota lodāmuru ieslēgšanas shēma, kas parādīta attēlā:
Savienojuma punkts C1 C2 un transformatora serde ir savienoti tieši ar cilpu aizsargājoša zeme, un līdz sekundārā tinuma viduspunktam - ekrāna tinums (atvērta vara folijas spole) un zemējuma slēdži darba vietām. Šis punkts ir savienots ar ķēdi ar atsevišķu vadu. Ar pietiekamu transformatora jaudu, jūs varat pieslēgt tam tik daudz lodāmuru, cik vēlaties, neuztraucoties par katru atsevišķi. Mājās punkti a un b ir savienoti ar kopēju zemējuma spaili ar atsevišķiem vadiem.
Mikroshēmas, lodēšana
Mikroshēmas DIP iepakojumos ir pielodētas tāpat kā citas elektroniskās sastāvdaļas. Lodāmurs - līdz 25 vatiem. Lodēt - POS-61; plūsma - TIRGUS vai spirta kolofonija. Tās paliekas ir jānomazgā ar acetonu vai tā aizstājējiem: spirts cieši satver kolofoniju, un to nav iespējams pilnībā nomazgāt starp kājām ne ar otu, ne ar lupatu.
Kas attiecas uz mikroshēmām un vēl jo vairāk mikroshēmām, jebkura līmeņa speciālistiem stingri nav ieteicams tos manuāli lodēt: šī ir loterija ar ļoti problemātisku laimestu un ļoti iespējamu zaudējumu. Ja runa ir par tādiem smalkumiem kā tālruņu un planšetdatoru remonts, jums būs jāmeklē lodēšanas stacija. Tā lietošana nav daudz grūtāka par rokas lodāmuru, skatiet zemāk esošo video, un tagad ir pieejamas diezgan pieklājīgu lodēšanas staciju cenas.
Video: mikroshēmu lodēšanas nodarbības
Mikroshēmas, atlodēšana
“Pareizā veidā” IC netiek pielodēti pārbaudei remonta laikā. To diagnostiku veic uz vietas ar īpašiem testētājiem un metodēm, un nederīgos tiek noņemtas uz visiem laikiem. Bet amatieri to ne vienmēr var atļauties, tāpēc katram gadījumam zemāk mēs sniedzam video par IC atlodēšanas metodēm DIP pakotnēs. Amatnieki arī izdomā mikroshēmas lodēt ar mikroshēmām, piemēram, palaižot nihroma stiepli zem vairākiem vadiem un karsējot ar sausajiem lodāmuriem, taču šī izloze ir vēl mazāka laimesta nekā lielu un īpaši lielu IC manuāla uzstādīšana.
Video: mikroshēmu atlodēšana - 3 veidi
Kā lodēt caurules
Vara caurules tiek pielodētas augstas temperatūras veidā ar jebkuru vara cietlodēšanu ar aktivētu plūsmas pastu, kas neprasa atlikumu izņemšanu. Tālāk ir norādītas 3 iespējas.
- Vara (misiņa, bronzas) sakabēs - lodēšanas veidgabali.
- Ar pilnu izplatīšanu.
- Ar nepilnīgu izplatīšanu un saspiešanu.
Lodēšana vara caurules veidgabalos tas ir uzticamāks par citiem, bet prasa ievērojamas papildu izmaksas sakabēm. Vienīgais gadījums, kad tas ir nepieciešams, ir novirzīšanas ierīce; tad tiek izmantota tee veidgabala. Abas lodētās virsmas nav iepriekš tinētas, bet pārklātas ar kušņu. Pēc tam caurule tiek ievietota veidgabalā, droši nostiprināta un savienojums tiek pielodēts. Lodēšana tiek uzskatīta par pabeigtu, kad lodēšana pārstāj iekļūt spraugā starp cauruli un savienojumu (nepieciešams 0,5-1 mm) un izvirzās no ārpuses nelielā veltnī. Aizbīdni noņem ne agrāk kā 3-5 minūtes pēc lodmetāla sacietēšanas, kad savienojumu jau var turēt ar roku, pretējā gadījumā lodējums nesaņems spēku un savienojums kādreiz iztecēs.
Kā tiek lodētas caurules ar pilnu izplešanos, ir parādīts attēlā pa kreisi. "Izkliedētās" lodēšanas spiediens saglabājas tāds pats kā armatūrai, taču ir nepieciešams papildu. speciāli instrumenti ligzdas paplašināšanai un palielinātam lodēšanas patēriņam. Lodētās caurules nostiprināšana nav nepieciešama, to var iestumt ligzdā ar pagriezienu, līdz tā cieši iesprūst, tāpēc lodēšana ar pilnu pagarinājumu bieži tiek veikta vietās, kas ir neērtas fiksatora uzstādīšanai.
Mājas elektroinstalācijā no maza diametra plānsienu caurulēm, kur spiediens jau ir mazs un tā zudumi ir nenozīmīgi, var būt ieteicams lodēt ar nepilnīgu vienas caurules izplešanos un otras sašaurināšanos, poz. es pa labi attēlā. Cauruļu sagatavošanai pietiek ar apaļu no cieta koka izgatavotu kociņu ar 10-12 grādu konisku galu vienā pusē un nošķeltu-konisku caurumu 15-20 grādu otrā pusē, pozīcija II. Cauruļu galus apstrādā, līdz tie iederas viens otrā bez iesprūšanas apm. par 10-12 mm. Virsmas tiek skārdinātas iepriekš, uz alvotajām tiek uzklāta flux un savienota līdz iestrēgšanai. Tad tie karsē, līdz lodmetāls izkūst, un atbalsta sašaurināto cauruli, līdz tā iesprūst. Lodēšanas patēriņš ir minimāls.
Vissvarīgākais nosacījums šāda savienojuma uzticamībai ir tas, ka šaurumam jābūt orientētam pa ūdens plūsmu, poz. III. Bernulli skolas likums ir vispārinājums ideālam šķidrumam platā caurulē, un reālam šķidrumam šaurā caurulē, tā (šķidruma) viskozitātes dēļ maksimālā spiediena lēciens tiek nobīdīts pretēji strāvai, poz. IV. Spiediena spēka sastāvdaļa rodas, nospiežot sašaurinātu cauruli uz pagarināto, un lodēšana ir ļoti uzticama.
Kas vēl?
Ak jā, lodāmura statīvi. Klasisks, attēlā pa kreisi, piemērots jebkuram stienim. Kur ir vannas lodēšanai un kolofonija, tas ir atkarīgs no jums, tur nav nekāda regulējuma. Mazjaudas lodāmuriem ar priekšautu centrā ir piemēroti vienkāršoti statīvu kronšteini.











Ja iekšā padomju laiks bija spēle skolēniem, kuras būtība bija pašu spēkiem “uz ceļgala” lodēt elektronisko mikroshēmu, kas arī veiksmīgi izdevās, tagad daudzi ir grūtā situācijā, kā pareizi lietot lodāmuru. Lai gan iemācīties lodēt ar lodāmuru nav tik grūti, un, apgūstot "manekenu" pamatus, būs iespējams patstāvīgi veikt vienkāršus darbus, nevēršoties pie speciālistiem.
Lodēšana ar lodāmuru
Lai sāktu lodēšanu, jums ir jāsagatavojas darba vieta un nepieciešamais rīks. Neatkarīgi no piedāvātā darba veida darba vietai tiek izvirzītas šādas prasības:
- Pieejamība labs apgaismojumsļaus ne tikai ērti strādāt, bet arī pamanīt nelielas nepilnības pielodētajās daļās, kas ir grūti ar gaismas trūkumu;
- Nav viegli uzliesmojošu priekšmetu;
- bezmaksas darba telpa, uz kura var ērti novietot lodējamo detaļu;
- Ventilācijas klātbūtne padarīs darbu ne tikai ērtāku, bet arī drošāku, izkausēta kolofonija ieelpošana negatīvi ietekmē elpošanas sistēmu;
- Palielināmais stikls ļauj strādāt pat ar mazām detaļām un plānām stieplēm;
- Vienkāršs statīvs atrisina apsildāma lodāmura novietošanas problēmu.
Nākamais sagatavošanas posms būs instrumenta izvēle, un iesācējs vienmēr saskaras ar jautājumu par to, kas nepieciešams lodēšanai ar lodāmuru.
Kvalitatīvas lodēšanas pamatā ir metāla detaļu uzsildīšana līdz lodēšanas temperatūrai, attiecīgi katram darba veidam ieteicams izmantot dažādas jaudas lodāmurus:
- Radio komponentu un mikroshēmu lodēšanai vislabāk ir izmantot lodāmuru ar jaudu, kas nepārsniedz 60 vatus, pretējā gadījumā jūs varat pārkarst daļu vai vienkārši izkausēt;
- Detaļas, kuru biezums ir līdz 1 mm, labāk sasilst, izmantojot instrumentu ar jaudu 80-100 vati;
- Detaļām ar sienu līdz 2 mm ir nepieciešama liela jauda un noteikta darba pieredze, tāpēc šajā rakstā šādu detaļu lodēšana netiks aplūkota.
 Pēc lodāmura jaudas izvēles tas jāsagatavo darbam, precīzāk, sagatavot galu. Ir piemēroti lodāmuri ar maināmiem uzgaļiem dažādi veidi darbojas. Ir arī modeļi ar vara dzēlienu, kuru var uzasināt vai ar āmuru, lai piešķirtu jebkuru vēlamo formu. Nopietns šādu uzgaļu trūkums ir nepieciešamība tos pastāvīgi skārdināt, lai uz virsmas neveidotos oksīda plēve, kas neļauj lodēšanai pielipt. Ražotāji ražo arī dārgāku niķelēto versiju, taču tā baidās no pārkaršanas un prasa rūpīgu apiešanos.
Pēc lodāmura jaudas izvēles tas jāsagatavo darbam, precīzāk, sagatavot galu. Ir piemēroti lodāmuri ar maināmiem uzgaļiem dažādi veidi darbojas. Ir arī modeļi ar vara dzēlienu, kuru var uzasināt vai ar āmuru, lai piešķirtu jebkuru vēlamo formu. Nopietns šādu uzgaļu trūkums ir nepieciešamība tos pastāvīgi skārdināt, lai uz virsmas neveidotos oksīda plēve, kas neļauj lodēšanai pielipt. Ražotāji ražo arī dārgāku niķelēto versiju, taču tā baidās no pārkaršanas un prasa rūpīgu apiešanos.
Ko vēl vajag lodēšanai
Papildus pašam lodāmuram lodēšanai ir nepieciešams:
- lodēt;
- kolofonija;
- lodēšanas skābes vai kušņi.
 Lodēt ir saistošais materiāls starp lodētajām daļām, un darbs bez tā nekādā veidā nedarbosies. Tagad veikalos pārdod speciāli sagatavotus lodmetālus spirālē savītu vadu veidā. atšķirīgs diametrs, no kura ar uzkarsētu dzeloni ērti “izkniebt” vajadzīgo gabalu, bet var izmantot arī kā lodējumu pa vecam skārda gabals bet tas nedarbosies tik labi.
Lodēt ir saistošais materiāls starp lodētajām daļām, un darbs bez tā nekādā veidā nedarbosies. Tagad veikalos pārdod speciāli sagatavotus lodmetālus spirālē savītu vadu veidā. atšķirīgs diametrs, no kura ar uzkarsētu dzeloni ērti “izkniebt” vajadzīgo gabalu, bet var izmantot arī kā lodējumu pa vecam skārda gabals bet tas nedarbosies tik labi.
Kolofoniju izmanto, lai sagatavotu virsmu lodēšanai. Lodmetāls ar kolofoniju tiek sadalīts vienmērīgi, ja tā nav, tas sarullējas pilienos un vispār nelīp pie dažām virsmām.
Lodēšanas skābe jeb plūsma ir nepieciešama, lai sagatavotu kontaktus lodēšanai. Iesācējam jāapzinās, ka plūsma katram lodējamam materiālam ir atšķirīga, un alumīnija lodēšanai uz vara stieples nevajadzētu izmantot skābi, pretējā gadījumā lodmetāls vienkārši nenogulēs.
Jebkuras lodēšanas pamats ir kvalitāte lodējamo detaļu sildīšana kam seko to nostiprināšana ar lodmetālu. Tehnoloģiski var atšķirt divu veidu lodēšana: izmantojot plūsmu vai ar kolofoniju.
 Mācīties lodēt ar lodāmuru ar kolofoniju ir grūtāk, taču, apgūstot šo prasmi, būs iespējams paveikt 90 procentus no darba.
Mācīties lodēt ar lodāmuru ar kolofoniju ir grūtāk, taču, apgūstot šo prasmi, būs iespējams paveikt 90 procentus no darba.
Apsveriet piemēru par stieples lodēšanu pie dēļa. Vispirms jums ir jāsasilda vads, šim nolūkam mēs uzklājam apsildāma lodāmura galu ar plakni (labāk, ja tas ir uzgalis skrūvgrieža formā), nospiežot to pēc iespējas vairāk. Pēc dažām sekundēm stieple ar tam piespiestu dzēlienu iekrīt kolofonijā, kas, vārot, vienmērīgi sadalīsies pa visiem stieples pavedieniem. Tātad vads ir gatavs lodēšanai. Mēs ņemam nelielu lodēšanas daļu ar lodāmura galu un uzklājam plānā kārtā uz stieples. Šajā gadījumā nevajadzētu iegūt pilienus vai neskartas vietas, ideālā gadījumā tiek iegūta tāda pati stieple, bet skārda veidā.
Lodāmura galu notīram ar metāla sūkli vai lupatiņu un, pieskaroties kolofonija galam, palaižam galu pa dēli, vienlaikus atstājot uz virsmas ļoti plānu kolofonija kārtiņu. Virsmas tiek sagatavotas. Nodrošinot maksimālu kontaktu starp vadu un dēli, uzgali ar plānu lodēšanas kārtu piespiežam pie stieples un lodēšanas vietu vairākas reizes “izglāstām” ar lodāmuru labākai sildīšanai. Pēc tam ļaujiet tai atdzist un pārbaudiet kontakta stiprumu.
Ja lodēšana tiek veikta pareizi, virsma spīd, un savienojumam ir maksimāla izturība. Ja virsma izskatās nespodra un irdena, tad ir pārkāpti noteikumi lodēšanai ar lodāmuru un savienojums nav tik stiprs. Bet dažos gadījumos šis rezultāts ir apmierinošs.
Lodēšana ar plūsmu
Lai lodētu ar kušņu, jums vienkārši jāpaņem plūsma, iemērciet tajā otu un uzklājiet uz lodējamās virsmas. Pēc tam jūs varat uzklāt lodēt vai uzreiz lodēt. Neskatoties uz šķietamo vienkāršību, darbs ar skābi ir daudzas nianses:
- Katram materiālam ir sava plūsma, un tie nav savstarpēji aizvietojami, un dažos gadījumos pat rada pretēju efektu;
- Neizmantojiet pārāk aktīvas plūsmas uz mikroshēmām, jo tās var izdegt cauri sliežu ceļa metālam;
- Ja pēc darba plūsma netiek noņemta no virsmas vai tas tiek darīts ar nepareizu reaģentu, tas turpinās iznīcināt metālu;
- Lodāmura vara gals, it īpaši, ja tas ir asi uzasināts, tiek iznīcināts skābes ietekmē, un jums tas ir pastāvīgi jāsagrauj.
Papildus zināšanām, strādājot ar lodāmuru, ir nepieciešama precizitāte un precizitāte, un, iemācoties lodēt vienkāršas detaļas, nebūs grūti pāriet uz plānāku mikroshēmu plātņu lodēšanu vai, gluži pretēji, biezu vadu, dažādu elementu, rhinestones un pēc tam. pat lodēšanas plāksnes kopā.
Jebkuram iesācējam radioamatierim, kas vienā vai otrā veidā saistīts ar elektroniku, ir jāatrisina problēma, kā iemācīties lodēt ar lodāmuru no nulles. No pirmā acu uzmetiena tajā nav nekā sarežģīta, taču tas ir visu iesācēju elektronikas inženieru izplatīts nepareizs priekšstats, jo bez praktiskām prasmēm nav iespējams nodrošināt uzticamu un kvalitatīvu savienojumu ar lodēšanu.
Kas ir lodēšana un kāda ir procesa būtība
Lodēšanas gala rezultāts ir savienojums starp diviem metāla elementiem. Pats lodēšanas process tiek nodrošināts ar neatkarīgu metālu ar daudz zemāku kušanas temperatūru. Tas ir šis metāls, kas pilda lodēšanas funkciju.
Katra lodēšanas metode ir balstīta uz metāla elementu sildīšanas principu savienojuma vietā. Uzsilšanas temperatūrai jāpārsniedz temperatūra, kurā kūst lodēšanai izmantotais metāls. Šajā režīmā lodmetāls, būdams kausēts, brīvi ieplūst spraugās un plaisās starp detaļām, daļēji iekļūstot pat pašā metāla konstrukcijā. Pēc sacietēšanas šajā vietā veidojas mehāniska saite un elektriskais kontakts.
Ir divi galvenie nosacījumi, bez kuriem vienkārši nebūs iespējams atrisināt problēmu, kā pareizi lodēt:
- Lodēšanas vietā elementiem jābūt pēc iespējas tīrākiem. Savienojums ar virsmu tiek veikts molekulārā līmenī, un pat neliels daudzums netīrumu vai oksīda plēves ievērojami samazinās kontakta uzticamību. Iespējams, ka daļas nesavienosies vispār.
- Atbilstība temperatūras režīms, kas tika minēts iepriekš. Ja temperatūras starpība ir nepietiekama, lodmetāla kristāliskais režģis nevar normāli veidoties termiskās saraušanās dēļ sacietēšanas laikā.
Varš un tā sakausējumi labi savienojas ar tradicionālajiem lodmetāliem. Tie ir piemēroti tēraudam, alumīnijam un citiem metāliem. Vienīgais nopietnais ierobežojums ir lielu metāla detaļu lodēšana, jo nav iespējams tās uzsildīt līdz vajadzīgajai temperatūrai.
Visbiežāk lodmetāls sastāv no alvas-svina sakausējuma, kas var saturēt dažādus alvas daudzumus. Satura procentuālais daudzums tiek parādīts etiķetē, piemēram, POS-40 vai POS-60. No šī indikatora ir atkarīga arī kušanas temperatūra, kas pirmajai lodēšanai ir 235 grādi, bet otrajam - 183 grādi. Vēl zemāka ir lodmetāla POSV-33 kušanas temperatūra, kas sastāv no alvas, svina un bismuta. Lai savienotu alumīnija detaļas, speciālus lodmetālus ar paaugstināta temperatūra kušana.

Vēl viena svarīga sastāvdaļa ir kušņi, ar kuru palīdzību metāla virsmas tiek attīrītas no oksīdiem plēvju veidā. Visizplatītākais ir kolofonija, kas pasargā sakarsēto metālu no saskares ar gaisu.
Plūsmas un lodēšanas izvēle
Tā kā savienojumu kvalitāte lodēšanas laikā lielā mērā ir atkarīga no pareizā izvēle plūsmas un lodmetāli, šie materiāli jāapsver sīkāk. Pašlaik ir liels skaits šo komponentu, kas ir piemēroti gandrīz visiem lodēšanas veidiem.
Galvenā funkcija ir metāla detaļu kodināšana, oksīda plēves noņemšana un sekojoša virsmas aizsardzība pret koroziju. Flux pārklājums nodrošina tā tīrību, labu skārda mitrināšanu un izkliedi.

Plūsmas izvēlas atbilstoši savienojamajiem metāliem un sakausējumiem. Jebkuras plūsmas sastāvā ietilpst metālu sāļi, sārmi un skābes, kas aktīvi reaģē uz temperatūras paaugstināšanos. Šajā sakarā šie materiāli ir nosacīti sadalīti divos veidos.
Pirmais no tiem ir aktīvs, tā pamatā ir sālsskābe, perhlorskābe un citas neorganiskās skābes. To agresīvā ietekme uz metālu prasa ātru skalošanu darba beigās. Tas ir vienīgais šādu plūsmu trūkums, taču ar to palīdzību jūs varat savienot gandrīz jebkuru metālu. Tie ir pieejami šķidrā veidā un tiek uzskatīti par ērtāk lietojamiem. Tiem pievieno spirtu vai glicerīnu, kas karsējot pilnībā iztvaiko.
Otrs plūsmas veids sastāv no kolofonija un tiek izmantots krāsaino metālu savienošanai. Tērauda daļām tie tiek uzskatīti par mazāk efektīviem. Darba beigās kolofonija ir jānomazgā, jo ar laiku tas izraisa koroziju un, ilgstoši atrodoties mitrā vidē, kļūst par elektriskās strāvas vadītājiem.

Lodmetālu darbam izvēlas vieglāk. Galvenokārt tiek izmantoti svina un alvas savienojumi ar POS marķējumu. Alvas satura procentuālo daudzumu norāda ar cipariem aiz burtiem. Lielāks alvas saturs lodmetālā nodrošina lielāku mehāniskā izturība un savienojumu elektrovadītspēja. Tajā pašā laikā samazinās arī lodmetāla kušanas temperatūra ar lielu alvas īpatsvaru. Svina pievienošana normalizē sacietēšanu un novērš alvas izplatīšanos.
Daži mūsdienu lodmetāli tiek ražoti bez svina (BP), tā vietā pievieno cinku vai indiju. Tiem ir augstāka kušanas temperatūra, bet savienojumi ir stiprāki un izturīgāki pret koroziju. Un, otrādi, ir lodmetāli, kas izgatavoti no vieglajiem sakausējumiem, kas var izplatīties, sākot no 90-110 grādiem. Tos izmanto, lai savienotu komponentus ar paaugstināta jutība uz pārkaršanu.
Lodāmura izvēle
Mājās tiek izmantoti vairāku veidu lodāmuri. Tie ir paredzēti dažādiem spriegumiem un var darboties no 12, 220 un 380 voltiem.

Lodāmura jauda tiek izvēlēta, pamatojoties uz veikto darbu:
- Elektronisko detaļu un komponentu lodēšana - 40-60 W.
- Detaļas līdz 1 mm biezas - 80-100 vati.
- Elementiem, kuru biezums ir 2 mm, ir nepieciešama 100 W vai lielāka jauda.
Parasti mājas amatniekiem ir divi lodāmuri - maza un vidēja jauda, kas spēj atrisināt gandrīz visus uzdevumus. Jūs varat mācīties jebkurā no tiem. Biezsienu daļas ieteicams lodēt uz profesionāla aprīkojuma.
Sagatavošana lodēšanai
Pirmo reizi savienojot lodāmuru ar tīklu, tas noteikti dūmos. Šajā brīdī rūpnīcas smērviela izdeg. Pēc dūmu emisijas pārtraukšanas lodāmurs ir jāizslēdz un jāļauj atdzist. Tad, pirms lodēšanas, jums ir nepieciešams asināt galu.
Lodāmura uzgalis ir izgatavots cilindriska stieņa formā. Materiāls ir vara sakausējums. Fiksācija tiek veikta ar savilkšanas skrūvi. Vairumā gadījumu dzelonis nāk bez asināšanas, un tāpēc tas ir jāsagatavo. Jūs varat mainīt formu ar āmuru, vīli vai smilšpapīru.
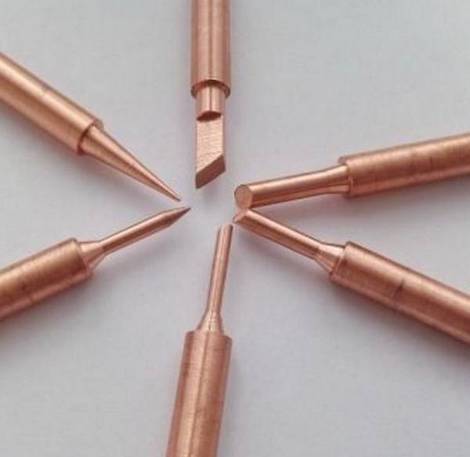
Katram darba veidam ir nepieciešama sava uzgaļa konfigurācija:
- Forma ir plakana vai lāpstiņas formā tiek piešķirta saplacinot. Lai savienotu masīvas detaļas, var būt nepieciešama plakana stūra asināšana.
- Mazu detaļu lodēšanai nepieciešama asināšana asa konusa vai piramīdas veidā.
- Mazāk ass konuss ir nepieciešams biezu vadītāju un lielu detaļu lodēšanai.
Ar prombūtni aizsargpārklājums instrumenta galam jābūt alvotam. Uz darba daļas virsmas tiek uzklāts plāns alvas slānis. Šo procedūru veic pirmās palaišanas laikā, kad vairs nav dūmu. Kad instruments ir gatavs, mēs mācāmies lodēt.
Detaļu un komponentu lodēšanas metodes
Vadu lodēšana tiek uzskatīta par vienkāršāko procedūru. Katra stieples galus iemērc izšķīdušajā plūsmā, pēc tam ir nepieciešams staigāt pa tiem ar lodāmuru, kura gals arī ir labi samitrināts ar plūsmu.
Pašas alvošanas laikā ieteicams nokratīt visu lieko lodmetālu. Savienojuma procesā pamazām veidojas vērpjot. Viņa sasilda un viss brīva vieta pildīts ar alvu.


Citā gadījumā galus iemērc kušņā, un lodēšana tiek veikta nekavējoties, bez alvošanas. Šī metode bieži izmanto tievu vadītāju vai daudzu vadu dzīslu savienojumos. Ar labu plūsmu un jaudīgu lodāmuru tiek nodrošināts kvalitatīvs un uzticams savienojums.
Darbs ar elektroniku ir daudz grūtāks. Tas jau prasa zināmas zināšanas un praktiskās iemaņas. Tomēr vienkāršas darbības ķēdes remontam var veikt iesācēju meistars:
- Pirms lodēšanas tapas elementi ar kājām ir jānostiprina to caurumos ar vasku vai plastilīnu. Plātnes otrā pusē lodāmurs ir cieši jāpiespiež pie spailes, lai tas uzsiltu. Tālāk šajā vietā tiek ievietots plāns lodmetāls stieples veidā ar plūsmu. Alvas ir vajadzīgas diezgan maz, galvenais, lai tā vienmērīgi ieplūst bedrē no visām pusēm.
- Ja caurums ir pārāk liels un kājas karājas tajā, samitriniet šo vietu ar nelielu daudzumu plūsmas. Tālāk skārda tiek pievilkta pie kājas un plūst pa to lejup, pēc tam caurums tiek vienmērīgi aizpildīts.