Spajanje bakarnih i čeličnih cijevi. Glavne metode spajanja bakrenih cijevi
Metoda se zasniva na kapilarnom dizanju tekućine (otopljenog lema) duž najtanjeg razmaka između zidova cijevi. Postoje dvije vrste lemljenja bakrenih cijevi: niskotemperaturno i visokotemperaturno lemljenje. Razlika u lemljenju uglavnom ovisi o temperaturi topljenja lema. Za visokotemperaturne lemove koriste se vatrostalni lemovi, za niskotemperaturne lemove koriste se meki lemovi umotani u zavojnice. U skladu s tim, acetilenske i propanske baklje se koriste za zagrijavanje cijevi tijekom lemljenja na visokim temperaturama, ponekad je dovoljno za niskotemperaturne, vatru od blowtorch. Lemljenje se može primijeniti na sve vrste bakrenih žica, uključujući i priključke solarno grijanje gdje se cijevi mogu zagrijati do 250°C, niskotemperaturno lemljenje je zahtjevnije za temperature grijanja cijevi, ali se uspješno koristi u sistemima tople vode i grijanja. Kod ovih vrsta lemljenja nema strukturnih razlika, međutim, visokotemperaturno lemljenje se češće koristi za spojeve utičnih cijevi, a niskotemperaturno lemljenje se koristi za spojeve cijevi sa spojevima u koje je utopljen lem, iako je moguće i obrnuto. .
Za ugradnju bakrenih cjevovoda koriste se tri vrste cijevi: meke (R 220), polučvrste (R 250) i tvrde (R 290). Kao parametar tvrdoće (tvrdoće) predlaže se vlačna čvrstoća u MPa (N/mm²). Meke cijevi se prodaju umotane u uvale, polučvrste i tvrde - ravne šipke. Osnovna razlika u ovim vrstama cijevi je pritisak medija koji se transportira koji cijevi mogu izdržati. Tvrde cijevi izdržavaju najveći pritisak (290 N/mm²), meke cijevi podnose najniži pritisak (220 N/mm²). Pritisak koji se stvara u cjevovodima stanova, pa čak i vikendica, uspješno će izdržati bilo koju od ovih cijevi. A ako trebate izgraditi parnu kotlovnicu ili mini proizvodnju, onda ne možete bez proračuna i izrade projekta, ali to je druga tema.
Za lemljenje utičnice (Sl. 36) koriste se meke, polutvrde ili tvrde bakarne cijevi sa prethodno žarenim krajem. Jedan od krajeva cijevi sa ekspanderom oblikovan je u nasadni nastavak, sličan nasadu kanalizacione cevi, u njega će biti umetnut kraj druge cijevi. Mora se imati na umu da prilikom žarenja krajeva čvrste cijevi otpuštate metal i cijev na spoju dobiva svojstva mekane cijevi. Ova se okolnost mora uzeti u obzir pri projektovanju cjevovoda prema kriterijima tlaka.
Rice. 36. Spajanje bakarnih cijevi lemljenjem utičnica
Da biste napravili utičnicu, trebate koristiti samo one glave na ekspanderu koje su dizajnirane za određeni promjer cijevi, tada će promjer utičnice automatski biti nešto veći od vanjskog promjera cijevi. Obično je razmak između unutrašnjih zidova utičnice i vanjskih zidova cijevi umetnute u utičnicu približno 0,2 mm. Takav razmak osigurava "uvlačenje" rastaljenog lema i njegovu ravnomjernu distribuciju po cijeloj unutrašnjoj površini nastavka na bilo kojoj poziciji cijevi. Drugim riječima, cijevi se mogu lemiti u bilo kojem položaju, čak i sa nastavkom prema dolje, kapilarni razmak između cijevi će i dalje "usisati" rastopljeni lem u sebe, koji će se ravnomjerno rasporediti po mjestu lemljenja. Korištenje "ispravne" ekspanderske glave je 80% uspjeha lemljenja - razmak između cijevi i dubina utičnice postavlja se ovim posebnim alatom.
Danas proizvođači cijevi proizvode gotove spojnice i spojnice na kojima su već napravljene utičnice (Sl. 37). Upotreba ovakvih delova poskupljuje cevovod, ali u potpunosti eliminiše "ljudski faktor" prisutan tokom samoproizvodnja ekspander socket.
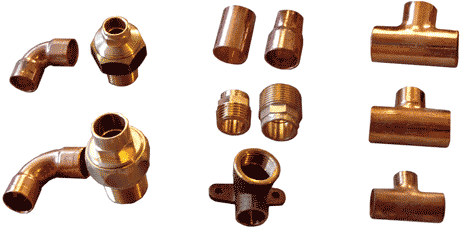 Rice. 37. Fitingi od bakra i njegovih legura za lemljenje utičnica
Rice. 37. Fitingi od bakra i njegovih legura za lemljenje utičnica Cevi na mestu lemljenja su prekrivene fluksom (Sl. 38), koji će delovati kao mazivo za lem i „pikle“ (čišćenje metala) za bakar. Kod visokotemperaturnog lemljenja srebrnim ili brončanim lemovima, boraks se koristi kao fluks. Meša se sa vodom dok se ne dobije viskozna kaša. Fluks se nanosi bez viška samo na ovratnik cijevi koji će se spojiti s fitingom ili nastavkom, a ne u fiting ili naglavak. Nakon nanošenja fluksa, preporučuje se da se dijelovi odmah spoje kako bi se spriječilo ulazak stranih čestica na mokru površinu. Ako će se iz nekog razloga lemljenje dogoditi nešto kasnije, onda je bolje da dijelovi čekaju ovaj trenutak već u zglobnom obliku. Preporučuje se rotirati cijev u fitingu ili nasadu, ili obrnuto, fiting oko osi cijevi, kako bi se osiguralo da je fluks ravnomjerno raspoređen u montažnom zazoru i da se osjeti da je cijev stigla do stani. Zatim je potrebno krpom ukloniti vidljive ostatke toka sa vanjske površine cijevi.

 Rice. 38. Premazivanje cijevi fluksom i lemljenje
Rice. 38. Premazivanje cijevi fluksom i lemljenje Za lemljenje bakrenih cijevi koriste se lemne šipke promjera 3 mm od legura bakra i srebra ili bronce. Nakon što je utičnica napravljena, ili kada se koristi gotov spoj sa utičnicom, cijevi se ubacuju jedna u drugu. Spoj se zagrijava sa svih strana propan ili acetilenskom bakljom. Zagrijavanje se vrši sve dok se šipka za lemljenje podignuta i pritisnuta na utičnicu ne počne topiti. Sticanjem iskustva, vrijeme zagrijavanja cijevi određuje se promjenom boje cijevi - dok se ne postigne "crveni sjaj". Navojni spojevi za spajanje na druge cjevovode ili na vodovodne instalacije Izrađuju se od bronce i mesinga i zahtevaju duže vreme zagrevanja prilikom lemljenja. Za određivanje potrošnje lema po spoju obično se koristi sljedeća metoda: šipka za lemljenje je savijena u obliku slova G, čineći savijanje lagano veći prečnik zvono. Čim se mjesto lemljenja zagrije na potrebnu temperaturu, lem se pritisne na razmak između naglavka i cijevi umetnute u njega te se vodi oko cijevi bez zaustavljanja zagrijavanja spoja. Lem se topi i teče u otvor. Potrebno je rastopiti cijeli savijeni kraj lema u razmak, ni više ni manje. Povećanje potrošnje lema dovodi do činjenice da može teći kroz prorez i rastopiti unutrašnji dio cijevi.Smanjenje potrošnje lema dovodi do nelemljenja spoja.
Prilikom lemljenja cijevi morate slijediti osnovne sigurnosne mjere za rad s otvorenim plamenom. Potrebno je raditi u platnenim rukavicama, bolje je zajedno sa pomoćnikom, držati cijev dalje od mjesta grijanja. Kada radite sami, koristite stezaljke za privremeno pričvršćivanje cijevi.
Nakon hlađenja, sklop je spreman za rad - ovo je najpouzdaniji spoj bakrenih cijevi i uopće nije težak. Iskustvo u lemljenju bakrenih cijevi dolazi brzo, a za one koji već posjeduju tehniku gasno zavarivanje, odmah je jasno. Istina, za grijanje cijevi potrebna vam je oprema za plinsko zavarivanje. Ponekad (za lemne spojeve malih promjera) možete koristiti vrući zrak građevinski fen za kosu koristeći konusni limiter vrućeg zraka za brže zagrijavanje. Drugi način grijanja bez plamena su elektrokontaktni uređaji. Izvana podsjećaju na velike kliješta sa izmjenjivim bakrenim glavama za pokrivanje cijevi različitih promjera.
Po završetku lemljenja sklopa ili cijelog cjevovoda, mora se isprati kako bi se unutrašnje šupljine oslobodile ostataka fluksa. Kao što je već spomenuto, fluks djeluje ne samo kao mazivo za lem, već i kao jetkač za bakar, odnosno, zapravo je agresivno oksidacijsko sredstvo. A ako je tako, onda u cijevima više nema šta da radi, mora se odatle ukloniti pranjem vodom. S vanjske površine cijevi, ispušteni fluks se uklanja krpom.
Čeono lemljenje cjevovoda nije dozvoljeno. Ako je potrebno spojiti dijelove od kraja do kraja, onda cijevi ne lemljuju, već ih zavaruju. U principu se rade gotovo iste operacije kao i kod visokotemperaturnog lemljenja, samo što nije potreban fluks, a zagrijavanje cijevi i fitinga se povećava do temperature topljenja metala.
Za niskotemperaturno lemljenje koriste se fitinzi sa utopljenim lemom. Izvana su to iste armature za lemljenje utičnica, ali se duž površine utičnice istiskuje remen (Sl. 39), unutar kojeg su proizvođači ulijevali lem još u fazi proizvodnje fitinga. U fiting se može uliti i vatrostalni i nisko topivi lem, zahvaljujući čemu se mogu izvesti obje vrste lemljenja. Međutim, najčešće se u okove ulijeva lem sa niskim taljenjem, pa se spojevi na takvim spojevima klasificiraju kao niskotemperaturno lemljenje.
 Rice. 39. Fitingi sa utopljenim lemom
Rice. 39. Fitingi sa utopljenim lemom Tehnologija za spajanje bakrenih cijevi na spojeve za lemljenje je još jednostavnija nego na konvencionalnim spojnicama. Cijevi i fitinzi se obrađuju na potpuno isti način kao što je gore opisano. Cijevi se zatim ubacuju u spojnice ili spojnice. Fitingi se zagrevaju vatrom plamenika ili toplim vazduhom građevinskog fena, lem ugrađen u okove se topi i širi duž utičnice, lemeći delove (Sl. 40). To je cijela tehnologija: zalijepio sam očišćene i natopljene dijelove jedan u drugi, zagrijao sklop puhačem i pustio da se ohladi.
 Rice. 40. Spajanje bakarnih cijevi sa spojnicama u koje je utopljen lem
Rice. 40. Spajanje bakarnih cijevi sa spojnicama u koje je utopljen lem Zalemljeni bakreni cijevni priključci mogu se koristiti za sve vrste kućnih cjevovoda, osim cjevovoda s visokim temperaturama (oko 150-250 ° C), koji se ne nalaze u običnoj kući.
Unatoč razvoju tehnologije i popularnosti upotrebe polimera, metal se uspješno koristi u proizvodnji cjevovoda za vodoopskrbu i sustave grijanja. U ove svrhe obično se koriste čelik, mesing i bakar. Potonji ima odličnu otpornost na koroziju, mehanička čvrstoća i otpornost na visoke temperature i pritisak. Stoga je, unatoč nekim visokim troškovima ovog materijala, njegova upotreba potpuno opravdana.
Prije spajanja bakrenih cijevi, morate odlučiti hoćete li to učiniti sa ili bez lemljenja.
Priključak za lemljenje
Jedna od prvih opcija koju treba razmotriti je spajanje cijevi lemljenjem. Odmah treba napomenuti da postoje dva načina lemljenja bakrenih cijevi - ovo je niskotemperaturna i visokotemperaturna metoda. Kao što možete pretpostaviti, razlika između njih leži u temperaturi na kojoj dolazi do lemljenja. U niskotemperaturnom režimu elementi se zagrijavaju do 300 °C i koriste se lemovi s niskom tačkom topljenja. Visokotemperaturno lemljenje koristi se za ugradnju sistema koji su pod velikim opterećenjem, na primjer, u industriji, upotreba ove tehnike u privatne svrhe je nepraktična.

Prilikom spajanja bakrenih cijevi lemljenjem, u pravilu se koriste spojni elementi koji se nazivaju fitinzi, lemovi na bazi kositra i tokovi. Proces spajanja cijevi je sljedeći.
- Prvo morate izrezati cijevi željene veličine. U ovom slučaju vrijedi biti oprezan i svakako uzeti u obzir dimenzije samog okova.
- Krajevi cijevi koje se spajaju moraju se pažljivo ispitati na prisustvo raznih nedostataka kao što su pukotine, strugotine ili neravnine. Njihovo prisustvo je neprihvatljivo, jer može uticati na nepropusnost veze, stoga, ako se otkriju, svi nedostaci moraju biti eliminisani.
- Ako su krajevi cijevi u redu, možete nastaviti s spajanjem. Treba napomenuti da postoji nekoliko opcija povezivanja, na primjer, trebate spojiti više od dvije cijevi ili cijevi različitog prečnika, tako da se moraju odabrati okovi koji odgovaraju namjeni.
- Kraj cijevi i unutrašnjost spojnog elementa obrađeni su fluksom - posebnim sastavom koji djeluje kao odmašćivač koji priprema površinu za čvršću vezu.
- Nakon toga, kraj cijevi se ubacuje u fiting i zagrijava. Fiting je odabran na takav način da je njegov promjer 1-1,5 mm veći od promjera cijevi. Zagrijavanje cijevi se vrši pomoću plinske baklje. Prostor između spojenih elemenata ispunjen je potrošnim lemom. Moderno tržište nudi niz gotovih lemova koji su jednostavni za korištenje, tako da to ne bi trebao biti problem.
- Nakon što se lem ravnomjerno rasporedi po cijelom obimu, dijelove koji se spajaju treba ostaviti dok se lem potpuno ne očvrsne, stvarajući čvrst spoj.
- Posljednji korak bi trebao biti provjera veze, odnosno voda mora biti uključena. Dakle, ne samo da će doći do provjere, već i uklanjanja ostataka fluksa koji mogu ostati na unutrašnjoj površini cijevi, što je nepoželjno, jer može uzrokovati koroziju.
Spajanje bez lemljenja
Također treba napomenuti da, unatoč činjenici da je spajanje bakrenih cijevi lemljenjem u većini slučajeva najpouzdanije i najprikladnije, postoje trenuci kada lemljenje nije moguće te je u takvim slučajevima moguće pribjeći spoju bez lemljenja. korištenjem posebnih spojnica. Njihov princip rada zasniva se na efektu stezanja koji je rezultat navojne veze. Proces povezivanja je sljedeći.
- Prvo se mora rastaviti spojnica, koja se obično sastoji od dva dijela.
- Jedan od dijelova se stavlja na cijev. Da budemo precizniji, stavljaju se matica i stezni prsten.
- Nakon toga, cijev se ubacuje unutra spojna armatura, a matica je zategnuta duž navoja.

U pravilu, uz takve armature je priloženo uputstvo, u strogom skladu s kojim se moraju izvoditi svi radovi.
Bilješka! Povezivanje cijevi na ovaj način nije dovoljno pouzdano, stoga su čak i najmanja izobličenja u spoju, kao i kršenje tehnologije, neprihvatljivi. Da bi se postigla veća nepropusnost navojne veze, može se zabrtviti posebnim navojima, dok je nedopustivo da višak uđe u cijev, jer to može spriječiti slobodan prolaz vode.
Koji god način povezivanja da se odabere, posao treba obaviti, poštujući niz općih pravila:
- Za spajanje se moraju koristiti cijevi od istog metala. Ako trebate spojiti bakrenu cijev s bilo kojom drugom, morate odabrati odgovarajuću metodu. Na primjer, za povezivanje bakra i PVC cijevi lemljenje nije prikladno.
- Ako se namjerava spojiti bakrene i čelične cijevi, onda se čelične cijevi moraju postaviti ispred bakrenih cijevi.
- Mora se paziti pri zatezanju navojnih spojeva, posebno kada se koriste cijevi tankih stijenki.
- Kako se ne bi pogriješili s količinom lema, dužina žice mora biti jednaka opsegu cijevi.
- Za zagrijavanje cijevi najbolje je koristiti poseban plamenik. Upotreba konvencionalnog plamenika je u principu prihvatljiva, ali postoji rizik od pregrijavanja spoja, što će komplicirati rad.
- Bakrene cijevi su donekle skupe s materijalne tačke gledišta, stoga je prije početka rada preporučljivo izvršiti preliminarne proračune količine materijala. Istovremeno, ne treba zaboraviti da spojni elementi također imaju određene dimenzije, koje se također moraju uzeti u obzir.

U zaključku treba reći da spajanje bakrenih cijevi nije vrlo kompliciran proces s tehnološke točke gledišta, ali neke poteškoće mogu se pojaviti po prvi put. Da biste imali najpotpuniju sliku procesa, možete se posavjetovati sa profesionalcima ili barem pogledati video na ovu temu.
Video
Ovaj video prikazuje proces lemljenja bakrenih cijevi.
Postoji mnogo metoda za spajanje bakrenih cijevi u jedan cijevni sistem. Tržište nudi ogroman broj fitinga, lemova, fluksa, pričvršćivača, koji vam omogućavaju stvaranje odvojivih i nerastavljivih, servisiranih i nenadziranih priključaka.
Rad sa bakrenim cijevima sastoji se od:
- dimenzioniranje - ako je cijev pogrešno izmjerena, nemoguće je pravilno izrezati;
- rezanje - napravljeno strogo okomito s rezačem cijevi, s obzirom da je bolje napraviti više okreta nego primijeniti silu;
- skidanje - uklanjanje neravnina nakon rezanja i oksidnog filma (bolje je to učiniti posebnim ubrusom);
- veze.
Načini spajanja bakrenih cijevi:
- kapilarno lemljenje;
- lemljenje na visokim temperaturama;
- razne armature.
Spajanje lemljenjem
Za spajanje bakrenih proizvoda lemljenjem na očišćenu površinu nanijeti fluks i odmah spojiti dijelove. Ravnomjerno zagrijte zglob plinski gorionik(puhalica, lemilica) sve dok fluks ne počne mijenjati boju i lem se topi. Vatra plamenika se preusmjerava, lem popunjava prazninu između elemenata.


Kako bi količina lemljenja bila optimalna, stručnjaci nude jednostavnu smjernicu - dužina lemne šipke treba biti jednaka promjeru cijevi. Prije lemljenja možete izrezati šipku potrebne dužine. Ako je jedan od elemenata spoj koji je već tvornički zalemljen, onda ga nije potrebno dodavati.
Nakon popunjavanja otvora lemom, potrebno je ostaviti vremena za hlađenje bez izlaganja sklopa mehaničkom naprezanju. Kada se lem potpuno osuši, uklonite sav preostali lem i fluks. vlažna krpa. Nakon što je kompletan sistem montiran, treba ga isprati toplom vodom. Fluks doprinosi koroziji, pa je njegovo prisustvo na unutrašnjoj površini nepoželjno.
Lemljenje bakrenih ceviVrste fitinga za spajanje bakrenih cijevi
Spajanje bez lemljenja vrši se pomoću fitinga, koji su podijeljeni u dvije velike grupe - ravne (spoj elemenata istog prečnika) i prelazne (spoj elemenata različitih prečnika). Prečnici mogu biti od 8 do 100 milimetara.
Na osnovu konfiguracije, spojnica (konektor) za bakrene cijevi naziva se:
- spojnica - mora biti izrađena od istog materijala kao i cijevi, može se koristiti i za elemente istog prečnika i za elemente različitih prečnika, koristi se kada nema potrebe za promjenom smjera;
- kvadratni - dizajniran za promjenu smjera sistema za 30, 45 ili 90 stepeni;
- Tee - koristi se za spajanje tri kraja smještena jedan u odnosu na drugi pod uglom od 45 ili 90 stepeni;
- križ - spaja četiri cijevi koje se nalaze okomito jedna na drugu u istoj ravnini;
- adapter ("američki", futorka, ragalica, bradavica) - za spajanje cijevi od različitih materijala različitim metodama;
- čep - čep, čep za zaptivanje kraja cijevi;
- fiting - za spajanje cijevi i fleksibilnog crijeva.

Na osnovu metode, spajanje bakrenih cijevi sa spojnicama može biti:
- pomoću spojnice za lemljenje ispod čijeg se navoja nalazi lim. U njega se ubacuje cijev obrađena fluksom, sklop se zagrijava dok lem ne postane tekući i ispuni prazninu;
- pomoću navoja (opremljen navojem);
- Crimp (kompresija), koji vam omogućava spajanje elemenata različitog prečnika. Cijev se fiksira fitingom pomoću zaptivke u obliku slova O i odvojivog ili jednodijelnog prstena. Konvencionalni alati su pogodni za ugradnju;
- press - fiting, koji se sastoji od tijela i čahure i montira se pomoću presa - klešta;
- samozaključujući spoj, koji se zasniva na unutrašnjim prstenovima, od kojih je jedan opremljen zupcima. Kada se pritisne posebnim tasterom, zubi ulaze u drugi prsten, formirajući sigurnu vezu. Jednostavno kao i oblačenje, skidanje.

Značajke bakrenih proizvoda: što treba uzeti u obzir
Prilikom ugradnje bakrenog cjevovoda važno je znati ne samo kako spojiti bakrene cijevi, već i ispuniti nekoliko dodatnih uslova:
- da bi se produžio vijek trajanja sistema, treba koristiti samo bakar i njegove legure;
- ako je potrebno koristiti proizvode od drugih materijala, onda treba uzeti u obzir da se bakar ne može kombinirati s pocinčanim čelikom, jer to dovodi do korozije čeličnih elemenata;
- ako se upotreba čeličnih proizvoda ne može izbjeći ni na koji način, onda ih treba montirati ispred bakrenih elemenata;
- siguran spoj bakra i čelika otpornog na kiseline.
Fasteners
Za konačnu ugradnju bilo kojeg cjevovoda potrebne su stezaljke za bakrene cijevi.


- stezaljke i nosači.
Za domaće cjevovode koriste se:
- metalne stege u obliku slova C (pričvršćivanje jednim vijkom) i u obliku slova O (pričvršćivanje sa dva vijka) od čelika i opremljene gumenim premazom koji neutralizira mehaničke i akustične vibracije;
- plastične stezaljke (pokretne i stacionarne) - za interni sistemi, opremljen tiplom i vijkom;
- nosači - za kačenje ili uređenje elemenata sistema.
Očigledno je da je za svaki sistem potrebno odabrati vlastite metode ugradnje i pričvršćivanja. Samo pri odabiru kvalitetnih materijala i ispravna instalacija cjevovod će biti pouzdan i izdržljiv.
Proizvodnja bakarnih cijeviBakrene cijevi i fitinzi su traženi zbog svoje visoke izdržljivosti i čvrstoće, kao i niza drugih specifikacije koji osiguravaju nesmetan rad različitih komunikacionih mreža.
1 Glavne karakteristike inženjerskih mreža od bakra
Ruske i strane kompanije trenutno proizvode fitinge i cijevi od bakra Visoka kvaliteta. Ovakvi proizvodi ispunjavaju zahtjeve evropskih standarda (ISO 9002, BS2, DIN), odlikuju se povećanom otpornošću na pritisak radnih medija koji teče kroz cjevovode, na visoke i niske temperature, na udarce. spoljni karakter tokom transporta i skladištenja.
Bakarne inženjerske mreže se ne boje sunčeve zrake(ovo ih razlikuje u bolja strana od polimernih struktura koje su danas popularne), ne razvijaju rđu s vremenom, koja se uvijek stvara na metalnim i čeličnim cjevovodima. Njihov vijek trajanja je najmanje sto godina, vidite, vrlo je teško pronaći bolji i praktično "vječni" materijal za uređenje kućnih i industrijskih komunikacija.
Koriste se za izgradnju sledećih sistema:
- klima;
- grijanje;
- opskrba vodom (hladnom i toplom);
- distribucija gasa.
Pojedinci u pravilu koriste bakrene cijevi kada u svojim domovima postavljaju pouzdane i izdržljive vodovodne mreže. Jasno je da su spojni elementi za takve cijevne proizvode najčešće također izrađeni od bakra. Bakarni okovi se smatraju mnogo ekonomičnijim od metalnih jer im je potrebno manje materijala za izradu.
Suština je da su u proizvodnji, na primjer, dijelova od lijevanog željeza, njihovi zidovi u početku dizajnirani da budu debeli - inženjeri ostavljaju "maržu" za gubitak metala kao rezultat korozije. Ali spojni elementi od bakra mogu biti znatno tanji, jer se njihova hrđa ne dodiruje ni nakon decenija rada.
Potražnja za bakrenim cjevovodima određena je i drugim razlozima:
- antiseptička svojstva bakra (voda u svojim sistemima za snabdevanje nije pod uticajem patogenih mikroba i organizama, što prirodno poboljšava kvalitet vode za piće);
- jednostavnost ugradnje cijevi i njihovog međusobnog spajanja.

Osim toga, ako se voda u cijevima smrzne, vod se samo deformira, a ne lomi, kao što se primjećuje kada se čelik i drugi proizvodi smrzavaju. Uništavanje bakrenih konstrukcija se bilježi samo kada su podvrgnute opterećenju većem od 200 atmosfera (u domaćim sistemima jednostavno ne može postojati takav pritisak).
2 Vrste spojnih elemenata za bakrene cijevi
Moderni fitinzi za bakrene mreže su sljedećih vrsta:
- s navojem;
- self-locking;
- kompresija (krimp);
- presa spojnice;
- kapilarni.

Press fitinzi za bakrene cijevi sada se gotovo nikada ne koriste za spajanje elemenata bakrenih cjevovoda. Prvo, njihova instalacija se vrši pomoću posebne preše, koja košta mnogo. Drugo, takvi spojevi su izvorno stvoreni za povezivanje plastičnih i metalno-plastičnih konstrukcija. Ima smisla koristiti dijelove za presovanje za bakrene cijevi samo ako je nemoguće izvesti visokokvalitetno lemljenje cijevi ili ih montirati s drugim vrstama spojnih elemenata.
U ovom članku pobliže ćemo pogledati druge armature (kompresione, navojne i tako dalje), ali prvo napominjemo da prilikom ugradnje bakrenih proizvoda uvijek morate koristiti materijale homogene strukture. U ovom slučaju inženjersku mrežu garantovano će služiti što je duže moguće i bez kvarova. Drugim riječima, spajanje bakrenih cijevi treba izvesti bakarnim spojnicama, a drugi materijali koristiti samo po potrebi.

Ako se koriste različiti materijali, moraju se poštovati sljedeća pravila ugradnje cijevi:
- Bakrene cijevi u kombiniranim sistemima uvijek se postavljaju u smjeru toka vode nakon čeličnih ili metalnih proizvoda.
- Zabranjeno je spajanje bakra sa pocinčanim čelikom, kao i sa cijevima od nelegiranih legura. To je zbog činjenice da se u ovom slučaju u sistemu formiraju takvi procesi elektrohemijske prirode koji značajno ubrzavaju rđanje čeličnih elemenata.
- Dozvoljeno je povezivanje proizvoda od bakra i njegovih legura sa čelikom grupe otporne na kiseline. Ali bolje je zamijeniti metalne cijevi na polivinil hloridu (ako, naravno, postoji takva prilika).
3 Navojne spojnice za bakrene cjevovode
Takve spojne elemente preporučuje se montirati prilikom konstrukcije inženjerski sistem uključuje njegovo periodično rastavljanje, popravak (zamjena dijelova koji su pokvarili) i montažu. Navojna veza karakterizira prisutnost unutarnje ili vanjske niti, dizajnirane za stvaranje jedne linije.
U pogledu pouzdanosti i dugotrajnog rada, navojni spojevi su manje praktični od kompresionih ili kapilarnih spojnica. Moraju se redovno provjeravati, demontažom starih i ugradnjom novih elemenata. Iz tog razloga se takvi okovi mogu montirati na one dijelove sistema koji su lako dostupni.

Opcije za navojne elemente za uređenje bakrenih cjevovoda:
- spojnice: mogu se koristiti za spajanje cijevi od različitih materijala, kao i ravne dionice cjevovoda sa različitim ili identičnim presjecima cijevnih proizvoda;
- uglovi pod uglom od 45 i 90 stepeni: potrebno za rotiranje cijevi pod određenim kutom;
- Utičnice;
- križevi, T-ovi (inače se nazivaju kolektori): oni vam omogućuju održavanje glavnog smjera mreže i istovremeno izvođenje bilo kojeg broja neovisnih grana iz nje;
- kape i specijalni utikači: omogućavaju kvalitetno blokiranje završetaka bakrenog komunikacijskog sistema.

Prilikom postavljanja novih mreža poželjno je koristiti kompresione armature, ali modernizacija cjevovoda i njihova remont bolje je izvesti navojne elemente.
4 Samoblokirajuće i kompresione armature
Takvi spojni elementi, koji se nazivaju spojni spojevi ili spojni spojevi, dobra su zamjena za spojeve montirane pomoću otvori vatru. Push-in fitinzi se sastoje od kompleta zaptivki i prstenova, kao i posebnog prstena za presovanje cijevi. Potpuno hermetička veza cijevnih proizvoda od različitih materijala osigurava činjenica da ključ zategnite kompresioni prsten. Kompresijski spojevi mogu biti izrađeni od čelika, metal-plastike, mesinga ili bakra.
Stezni dijelovi su nezamjenjivi za vodovodne sustave, koji se sastoje od cijevi različitih presjeka. Također su tražene za izgradnju mreža od različitih materijala. Iako u U poslednje vreme klasične kompresione armature počele su se zamjenjivati samozaključujućim dijelovima, jer su poželjniji u pogledu svojih operativnih sposobnosti.

Samoblokirajući stezni okovi su konstrukcije unutar kojih je ugrađen čitav sistem prstenova. Štaviše, jedan prsten je nužno opremljen zubima. Kada se pritisne posebnim ključem za montažu na ovaj element zupčanika, on se fiksira u susjednom prstenu, što rezultira zaista snažnom vezom.

Takve kompresione armature se demontiraju jednako jednostavno kao što su ugrađene, istim ključem. Imajte na umu da su kompresijski proizvodi za bakrene cijevi uvijek izrađeni od bakra. Istovremeno su pogodni za uređenje cjevovoda od bilo kojeg drugog metala i plastike.
5 Spajanje bakarnih cijevi kapilarnom tehnikom
Lemljenje je prepoznato kao najpopularniji način stvarno pouzdanog i izdržljivog spajanja bakrenih cijevnih konstrukcija. Ova operacija se zasniva na kapilarnom efektu. Navodi da je tečnost u stanju da se uzdigne kapilarom, savladavajući nastalu silu gravitacije u slučajevima kada postoji određena udaljenost između dve površine.
U praksi, ovaj fenomen omogućava da se korišteni lem ravnomjerno rasporedi po cijeloj površini spojene površine. Štaviše, nije važno u kojoj se prostornoj poziciji nalazi element cjevovoda. Nije teško nanijeti lem ne odozgo, već odozdo.

Tehnologija kapilarne tehnike je sljedeća:
- priključak cijevi se zagrijava (pomoću plamenika);
- rastopljeni lem ulazi u razmak između spojnog elementa i cijevi i potpuno ga ispunjava;
- cjevovod se ostavi da se ohladi;
- koristeći smjesu za čišćenje, čiste vanjske dijelove sistema.
Ovo se može smatrati završenim - sistem je spreman za obavljanje svojih zadataka! Bakrene i metalne cijevi ugrađuju se kapilarnom tehnologijom. Ako se koristi čelični spoj, potrebno je unaprijed nanijeti poseban fluks na mjesto lemljenja. Ulogu materijala za lemljenje obavlja vrlo tanka limena ili bakrena žica, koja se postavlja ispod navoja fitinga. U nekim slučajevima se koristi i srebrna žica.

Drugi važna tačka. Stezni spojevi se montiraju bez prethodne pripreme spojenih proizvoda. Ali lemljenje se može obaviti samo nakon pažljivog uklanjanja prljavštine i prašine s rubova cijevi, kao i nakon odmašćivanja površine.
6 Karakteristike valjanja bakrenih cijevi
Prilikom uređenja cjevovoda od bakrenih proizvoda pomoću odvojivih priključaka često se koristi poseban uređaj koji se zove valjanje. Uobičajeno je i njegovo drugo ime - prirubnica. Uz pomoć ovog alata moguće je izvesti valjanje - operaciju koja omogućava modificiranje oblika i geometrijskih parametara bakra i drugih duktilnih materijala bez gubitka njihovih radnih svojstava.
Elementarno valjanje je obična stožasta tvorba koja se stavlja u cijev, a zatim se rotira dok se ne savije u željeni oblik. Jasno je da je takav uređaj nerealno koristiti u uređenju modernih cjevovoda, jer ne pruža ravnomjeran pritisak na zidove i ne dopušta vam da odaberete određenu silu kotrljanja.

Efikasnije je kotrljanje sa stezaljkama i konusom koji se obavija oko sopstvene ose. To je takav alat koji se preporučuje kupiti za polaganje komunikacija u vašem domu. To je jeftino, ali kvalitet rada garantuje prilično visok. Stezaljka takve prirubnice opremljena je ili s nekoliko rupa prikladnih za određene promjere cijevi, ili s jednom univerzalnom rupom u koju se mogu umetnuti cijevni proizvodi raznih presjeka.
Profesionalni stručnjaci uključeni u izgradnju cjevovoda obično koriste valjanje sa sigurnosnom čegrtaljkom i ekscentrikom. Prije nego što počnete raditi s njim, morat ćete staviti matice na cijev koju treba spojiti (omogućuju uspostavljanje potrebne veze). Profesionalno valjanje deformira metal valjanjem cijevi (njene unutrašnje površine) ekscentrikom - uređajem sa pomaknutim središtem.

A čegrtaljka određuje najveću silu koja se može primijeniti na konstrukciju bez stvaranja fenomena stanjivanja zidova cijevi i njenog probijanja. Strogo poštivanje sile deformacije bakra osigurava se valjanjem ekscentrika. Ovaj uređaj ne ostavlja male žljebove i udubljenja na unutrašnjoj površini cijevi. To znači da će vam sistem služiti jako dugo, jer upravo prisustvo ovih nedostataka značajno smanjuje vijek trajanja komunikacije (žljebovi i udubljenja su ona područja gdje je velika vjerovatnoća curenja).
Stoga se ekscentrično valjanje sa sigurnosnim čegrtaljkom smatra idealnim alatom za ugradnju bakrenih cjevovoda na besprijekornom nivou kvalitete. I što je najvažnije - cijeli proces ide brzo i bez pretjeranog trošenja fizičke snage.
Spajanje bakrenih cijevi vrši se na tri načina: na kompresionim spojnicama, kapilarnim lemljenjem i pomoću press fitinga. Svaka od ovih metoda ima svoje prednosti i nedostatke. Sve zavisi od uslova u kojima se planira da radi. vodovodni sistem.
Priključci na kompresionim (kompresionim) spojevima
Glavna prednost ove tehnike je jednostavnost instalacije, minimum pomoćnih alata. Svaka osoba će se moći nositi s takvim poslom, jer morate samo zategnuti matice s dva ključa. Nedostaci povezivanja sa okovom: ograničeno maksimalni pritisak(do 10 BAR) na temperaturi sistema od 100 stepeni.
Spajanje bakrenih cijevi sa kompresionim spojnicama
Prilikom ugradnje, također je izuzetno važno spriječiti i najmanja izobličenja. Ako su fitinzi namijenjeni za "meke" cijevi, potrebna je posebna čaura. Poslednji faktor je izuzetno važan, ali se često zanemaruje.
Veze izvedene kapilarnim lemljenjem
Prednosti lemljenja: tačnost i ravnomjernost šavova, minimalna potrebna količina lema, demokratska vrijednost. Karakteristike performansi: maksimum radni pritisak 40 BAR pri maksimalnoj temperaturi sistema od 150 stepeni. Za kapilarno lemljenje potrebna je baklja (na propan ili acetilenu), fluks, lem. Ova metoda spajanje bakrenih cijevi zahtijeva određeno iskustvo i znanje od osobe.
Sa press spojnicama
Prednosti instalacioni radovi bez lemljenja: visoka pouzdanost, prosječna cijena s brzim povratom. Za izvođenje radova bez lemljenja, pomoću press fitinga, potrebno je minimalno znanje i vještine od osobe. Spajanje bakrenih cijevi na ovaj način je pitanje minuta.


Kako spojiti bakrene cijevi sa čelikom?
Tradicionalno, bakreni proizvodi se montiraju čeličnim dijelovima pomoću kompresionih (kompresionih) spojnica. Tehnologija rada:
Priključak se rastavlja, zatim se u njega ubacuje cijev, na koju se prethodno stavljaju kompresioni prsten i stezna matica.
Ručno matica je zategnuta do graničnika. Važno je osigurati da nema izobličenja. Na osnovu promjera bakrene cijevi ili uputa navedenih u pasoškim dokumentima ili posebnim tablicama, matica se zateže određenim brojem okreta ključem. Obično je broj okreta od ½ do ¼. Važno je pratiti preporučeni broj okretaja. U suprotnom, cijev se može deformirati.
Spajanje bakrenih proizvoda na čelične dijelove je prilično jednostavno. Ako još uvijek nešto ne razumijete, toplo preporučujemo da pogledate video s uputama, koji detaljno objašnjava kako montirati bakrene dijelove čeličnim cijevima.
Tehnologija montaže

Kako spojiti bakrene proizvode?
- Odrežite, kao iu prethodnoj verziji, željeni segment proizvoda;
- Vanjski i unutarnji dijelovi se čiste od zagađivača pomoću posebnog rufa ili spužve za bakar;
- Cijev se ubacuje u kapilarni priključak do granice, nanosi se fluks, čiji se višak može ukloniti čistom krpom;
- Priključak se zagrijava pomoću plinskog plamenika ili posebnog građevinskog fena za kosu, nanosi se lem. Lem bi se trebao otopiti i ravnomjerno popuniti prazninu za montažu;
- Čekamo prirodno hlađenje lema. Ostaci fluksa se uklanjaju vlažnom i čistom krpom.
Sada znate kako spojiti bakrene cijevi na nekoliko načina. Ako vam se nešto u ugradnji bakrenih proizvoda čini nejasnim, uvijek možete pogledati video s uputama. U principu, ovaj posao je prilično jednostavan i možete ga obaviti sami, bez pribjegavanja uslugama profesionalaca.
www.trubygid.ru
Kako spojiti bakrene cijevi
Spajanje na raširenu površinu
2. Stavite spojnicu na cijev.
Navojna veza
Montaža je u pripremi;
truba-info.ru
Kako lemiti bakrene cijevi - lemljenje bakrenih cijevi
Cijevni proizvodi od bakarnih materijala i njihovih legura kod nas nisu izgledali kao novitet sistemi grijanja; osim toga, danas se sve više nalaze u modernim vodovodima i gasovodima stambenih zgrada i industrijskih preduzeća. Ovi pouzdani i plastični proizvodi se trenutno široko koriste kao kritične komponente. savremeni sistemi klimatizacijski i rashladni uređaji raznih profila.
bakarna cijev
Sve je to sasvim dovoljno da imamo želju da naučimo kako oblikovati jednodijelne spojeve od takvih proizvoda, odnosno da se upoznamo sa načinom lemljenja bakrenih cijevi kod kuće. Činjenica je da se poznate tehnike spajanja bakrenih cijevi koriste od davnina i uključuju uvođenje posebnog rastopljenog ljepljivog sastava ili lema u kontaktnu zonu. Ono što je posebno važno znati pri savladavanju procesa lemljenja bakrenih cijevi je da se pouzdan kontakt zavarivanja postiže, po pravilu, samo kada je temperatura topljenja samog lema nešto niža od tačke topljenja cijevi koje se zavaruju.
Također napominjemo da je kvalitet pouzdano lemljenje Bakarne cijevi uradi sam zahtijevat će od izvođača posebnu pažnju pri radu sa proizvodima koji se zavaruju, kao i određenu teorijsku obuku.
Prednosti zavarenih bakarnih spojeva
Zavarivanje bakarnih cijeviNemoguće je ne spomenuti u našem članku mnoga svjedočanstva koja dodatno potvrđuju neosporne prednosti bakrene konstrukcije dobijene zavarivanjem. Takva spominjanja samo povećavaju sve veću potražnju za proizvodima koji se razlikuju po čitavom nizu prilično jedinstvenih svojstava:
- trajnost i čvrstoća zavarenih bakrenih proizvoda;
- dostupnost i jednostavnost obrade bakrenog materijala;
- mogućnost odabira uslova za formiranje kontakta za zavarivanje (podešavanje načina zavarivanja).
Osim toga, korištenje najnovijih tehnika zavarivanja omogućava vam uštedu na obaveznim dijelovima za montažu kao što su standardni adapteri i spojni elementi, što značajno smanjuje ukupne troškove proizvodnje. zavarene cijevi grijanje.
Metode i alati koji se koriste za lemljenje bakrenih cijevi
Prilikom izvođenja posebnih operacija vezanih za zavarivanje prazne cijevi različitih promjera, najčešće se koriste sljedeći temperaturni režimi:
- Visokotemperaturni režim sa termičkim zagrevanjem zone taljenja do 900 stepeni, koji se koristi za obradake pod značajnim opterećenjima.
- Niskotemperaturni režim obrade, koji se najčešće praktikuje u svakodnevnom životu sa radnom temperaturom u kontaktnoj zoni do 450 stepeni.
Možda će vam trebati sljedeći alat koji će vam pomoći da popravite spojene cijevi tokom procesa lemljenja:
- Specijalni rezač za hvataljke koji obezbeđuje ravnomeran rez radnog komada na mestu predviđenog zavarivanja.
- Alat za pripremu ivica (uključujući skidanje ivica).
- Posebna vrsta ekspanzijskog mehanizma koji se koristi za pripremu mjesta lemljenja na dubinu približno jednaku promjeru predmeta koji se zavaruju.
- I konačno sebe aparat za zavarivanje ili plinski plamenik, koji se direktno koristi za lemljenje bakarnih spojeva.
Osim toga, sigurno će vam trebati i građevinski termalni fen za kosu, kroz koji će biti moguće zagrijati spojeve radnih komada do 650 stupnjeva (koristi se uglavnom pri radu sa lemovima niskog taljenja).
Građevinski fen za kosu
Prisutnost u trenutnom kompletu alata takvog aparata za grijanje-zavarivanje omogućit će njegovom vlasniku da vrlo lako regulira temperaturni režim u zoni zavarivanja, kao i da ga održava na optimalnom nivou. Osim toga, širok raspon izmjenjivih mlaznica uključenih u radni komplet uređaja za zavarivanje pruža vam mogućnost usmjeravanja mlaza zagrijanog zraka na bilo koje mjesto koje vam odgovara.
Materijali koji se koriste za lemljenje bakrenih blankova
Prije lemljenja cijevi za grijanje vlastitim rukama, svaki izvođač jednostavno je dužan temeljito se upoznati s radnim materijalima koji se koriste kao toplinski lemovi. Osim toga, svakako treba biti svjestan da se svi ovi materijali, prema svojim karakteristikama vatrostalnosti, dijele na lemove tvrde i meke kategorije.
Lemovi
LemljenjeTakozvani lemovi visoke vatrostalnosti spolja podsjećaju na izdužene šipke proizvoljnog profila i obično se koriste kada je potrebno zagrijati metal u zoni lemljenja na najviše moguće temperature (do 900 stepeni Celzijusa). Takve temperature osiguravaju kvalitetan i pouzdan kontakt za lemljenje.
Bilješka! Takvi materijali za lemljenje uglavnom se koriste u radovima popravke i restauracije koji se izvode na kritičnim dovodima ili u popravci industrijskih klima uređaja i specijalne rashladne opreme.
Najtipičniji predstavnici lemnih lemova ove klase uključuju samofluksujuće bakreno-fosforne kompozicije opremljene raznim aditivima (kao što su Cu94 P6 i Cu92 P6 Ag2). Gotovo neprimjetno za oko, dodatak 6% srebra ili fosfora omogućit će vam da smanjite Radna temperatura topljenje takvog lema do 750 stepeni. I to pod uvjetom da su stvarne stope ekspanzije upotrijebljenih materijala gotovo potpuno iste kao kod bakra, što omogućava dobivanje jake i pouzdane veze.
meki lem
Lemovi, kolokvijalno nazvani "meki", dobili su ime zbog činjenice da se koriste u procesu niskotemperaturne obrade. bakarne cijevi proizvedeno kod kuće. Izrađuju se, u pravilu, u obliku prilično tankih žica i razvijaju se na bazi tako popularnih kemikalija kao što su olovo, kalaj, cink ili njihove legure koje su nam svima poznate.
Fluxes
Fluks za lemljenjeKako bi se pojednostavio postupak lemljenja bakrenih cijevi vlastitim rukama, posebna pasta ili čak tečne formulacije(oni se još nazivaju i tokovi). Važno je napomenuti da često uspjeh ili neuspjeh izvršene operacije može uvelike ovisiti o kompetentnom odabiru jednog ili drugog toka.
Kao i lemovi, materijali koje razmatramo također su uvjetno podijeljeni na niskotemperaturne reagense (do 450 stupnjeva) i visokotemperaturne kemijske komponente koje se koriste za lemljenje iznad 450 stupnjeva.
Takve hemijske kompozicije koriste se u sljedeće svrhe:
- pomažu u čišćenju područja lemljenja od štetnih oksida;
- zaštititi radni prostor od ulaska kiseonika, koji se uvek nalazi u okruženje;
- stvoriti povoljne uslove za ujednačena distribucija sastav za lemljenje na mjestima lemljenja;
- poboljšati kvalitetu prianjanja proizvoda sa lemom.
Tokom rada, lem, zagrijan na potrebnu temperaturu, ravnomjerno se širi po dijelovima dijelova koji se lemljuju, stvarajući tako pouzdanu vezu. Nakon što se kontakt za lemljenje ohladi, sav višak fluksa se jednostavno uklanja iz zone obrade.
Video
Ovaj video govori o lemljenju cijevi mekim lemom:
www.trubyinfo.ru
Kako spojiti bakrene cijevi | Sve o cijevima
Instalacija bakrenih cjevovoda uključuje sposobnost pravilnog izvođenja priključaka cijevi i fitinga. O tome ćemo govoriti u ovom kratkom članku.
Bakarne cijevi se mogu spojiti na spojnicu bez proširenja kraja cijevi. Prednost takve veze je što se može rastaviti i ponovo sastaviti u bilo kojem trenutku. Na istom mjestu gdje nije moguće raditi s plinskim gorionikom ili je nemoguće potpuno ispustiti vodu iz stara cijev, koristi se rašireni spoj. Takva veza se ostvaruje na sljedeći način. Prvi korak je obrada kraja cijevi tako da njegova površina bude savršeno ravna. Nakon toga, na cijev se postavlja spojnica, a konus se usmjerava unutar cijevi. Nakon toga povucite stezaljku i polako okrenite šraf. To se mora učiniti sve dok ugao širenja cijevi ne dostigne četrdeset pet stupnjeva. Nakon toga, zavrtanj se mora odvrnuti, stezaljka olabaviti i uređaj za širenje ukloniti iz cijevi. Sada se spojnica može pomaknuti prema kraju cijevi dok se ne zaustavi i zategnite maticu.
Međutim, češće su bakrene cijevi međusobno povezane pomoću fitinga. Za razliku od plastične cijevi, fitingi u bakrenim cijevima nisu presovani, već lemljeni. Takvo lemljenje može biti i visokotemperaturno i niskotemperaturno. U prvom slučaju koristi se tvrdi lemni štap s visokom tačkom. Zagrijavanje cijevi i fitinga u ovom slučaju treba obaviti acetilenskim ili propanskim gorionicima, jer je temperatura njihovog plamena vrlo visoka. Koristi se za lemljenje na niskim temperaturama meki lem napravljen u obliku žice. Zagrijavanje se može obaviti konvencionalnom lampom. U praksi se za spojeve utičnica koristi visokotemperaturno lemljenje, a za spojeve niskotemperaturno lemljenje.Tehnologija lemljenja je jednostavna. Prvo se zalemljena površina cijevi i fitinga očisti od oksida i prelije fluksom. Zatim se na cijev postavlja fiting i mjesto budućeg priključka se zagrijava sve dok rastopljeni lem ne ispuni prazninu između cijevi i fitinga. Treba imati na umu da se lem ne bi trebao topiti u plamenu plamenika, već od temperature zagrijanog metala. Nakon hlađenja, veza dobiva visoku čvrstoću. Nakon toga ostaje samo ukloniti preostali fluks s površine.
takođe u bakrenih cjevovoda koriste se i navojne veze. Njima se mora rukovati krajnje oprezno, jer se bakrene niti mogu otkinuti čak i bez primjene pretjerane sile. U navojnim priključcima za bakrene cijevi uvijek se koristi ferrula, koja je dizajnirana da ravnomjerno raspoređuje opterećenje na cijelom području priključka. Ovaj rad se radi u sljedećem redoslijedu. Prvo se obrađuje kraj cijevi, zatim se na cijev stavlja spojna matica, a na sam rub postavlja kompresijski prsten. Zatim se spojnica ubacuje u cijev dok se ne zaustavi i pažljivo se pritegne spojna matica.
xn--80abcm9bmekkw.xn--p1ai
Kako spojiti bakrene cijevi - konstrukcija
Kako spojiti bakrene cijevi
Bakrene cijevi se spajaju prilikom uređenja raznih cjevovoda, pomoću fitinga i posebne metode. Svi moraju znati kako spojiti bakrene cijevi, jer za postizanje pouzdanog spoja potrebni su određeni uvjeti.
Spajanje na raširenu površinu
Meke bakrene cijevi se vrlo često spajaju na spojnicu u kojoj je zapečaćen kraj cijevi bez proširenja. Takav spoj nije teško rastaviti, a zatim se lako može vratiti. Obično se rašireni spoj bakrenih cijevi koristi kada je opasno raditi s plamenikom i nemoguće je potpuno ispustiti vodu iz stare cijevi. Redosled rada je sledeći:
1. Očistite kraj cijevi. U tom slučaju morate ukloniti sve neravnine.
2. Stavite spojnicu na cijev.
3. Umetnite cijev u kalibrirani otvor. Dobro ga stisnite unutra. Rupa bi trebala biti istog promjera kao i sama cijev. Postavite kraj cijevi na istoj razini ili malo iznad površine stezanja.
4. Stavite učvršćenje na stezaljku. Počnite okretati zavrtanj dok se konus ne proširi pod uglom od približno 45 stepeni u odnosu na kraj cijevi.
5. Izvadite cijev iz kalibrirane rupe. Zatim morate spojnicu približiti proširenim rubovima. Omotajte navoje spojnice zaptivnom trakom i zategnite maticu.
Povezivanje sa okovom
Spajanje bakrenih cijevi sa fitingima smanjuje troškove rada prilikom ugradnje, vrijeme potrebno za završetak radova i garantuje kvalitet spoja, jer nema metalnog uvlačenja. Bakarne cijevi sa spojnicama najčešće se spajaju kapilarnim lemljenjem, koje se zasniva na kapilarnom efektu. Postoje dvije vrste lemljenih bakrenih cijevi:
Lemljenje je visokotemperaturno. Za ovu metodu koriste se vatrostalni lemovi za šipke. Propan i acetilenski plamenici se koriste za grijanje cijevi;
Lemljenje je niskotemperaturno. Ovom metodom koriste se meki lemovi koji se umotaju u zavojnice. Za ovo lemljenje dovoljna je vatra iz obične lampe.
U ove dvije metode nema posebnih razlika, ali se visokotemperaturno lemljenje koristi za spojeve utičnih cijevi, a niskotemperaturno lemljenje na spojevima sa spojnicama u koje je utopljen lem.
Metoda ugradnje je sljedeća:
Fiting se postavlja na cijev obloženu fluksom:
Spoj se zagrijava bakljom dok se lem ne otopi i zatvori razmak između fitinga i cijevi;
Konstrukcija se ostavi da se ohladi, a zatim se eksterijer čisti posebnim sredstvima za čišćenje bakra. Nakon toga, cijev je spremna za rad.
Navojna veza
Navojni spoj bakrenih cijevi je sklopiv, a koriste se specijalne čahure. Ako postoji potreba za demontažom, prsten će morati biti zamijenjen. Ova vrsta veze se izvodi na sljedeći način:
Prvo odrežite komad cijevi potrebne dužine;
Ako se koriste cijevi s PVC izolacijom, potrebno je oštrim nožem ukloniti izolacijski sloj s kraja cijevi i turpijom ukloniti neravnine nastale nakon rezanja;
Montaža je u pripremi;
Na cijev se stavlja spojna matica, zatim se stavlja stezni prsten;
Maticu treba glatko zašrafiti - u početku se uvija rukom, a kada to postane nemoguće, koristi se ključ. Tokom rada, matica sabija cijev i spoj je zapečaćen.
fix-builder.com




